薄壁紫铜管的气焊
2025-01-20

技术交底记录 表号:编号: 工程名称 交底名称薄壁紫铜管施工技术交底 交底地点交底日期年月日 一、施工工艺要求及验收标准 1、严格按设计施工图、工程变更联系单、施工规范和产品工艺要求 进行施工。 2、铜管的切断按不同管径分别选用铜管切割器、砂轮切割机和等离 子切割机,切口基本要求为:切断面必须与管中心垂直,端部外表面和管 件重叠段应光亮、清洁、无油污,否则应对表面进行处理:用钢锉修平、 纱头、不锈钢丝绒或细砂皮打光,用有机溶剂擦洗去除油污。 3、采用氧-乙炔气焊,选用薄壁紫铜管专用银铜焊条和qj101银钎 焊熔剂施焊。 4、焊接后的管件必须在8h内进行清洗,除去残留的熔剂和熔渣,常 用煮沸的含10%~15%的明矾水溶液涂刷接头处,然后用水冲洗擦干,干 燥后再刷清漆保护。 5、管架安装位置应正确、平整、牢固,支架与管道之间应用石棉板、 橡胶板或木托隔开,且接触
编辑推荐下载
格式:pdf
大小:15KB
页数:1P
人气:83
 4.4
4.4
技术交底记录 表号:编号: 工程名称 交底名称薄壁紫铜管施工技术交底 交底地点交底日期年月日 一、施工工艺要求及验收标准 1、严格按设计施工图、工程变更联系单、施工规范和产品工艺要求 进行施工。 2、铜管的切断按不同管径分别选用铜管切割器、砂轮切割机和等离 子切割机,切口基本要求为:切断面必须与管中心垂直,端部外表面和管 件重叠段应光亮、清洁、无油污,否则应对表面进行处理:用钢锉修平、 纱头、不锈钢丝绒或细砂皮打光,用有机溶剂擦洗去除油污。 3、采用氧-乙炔气焊,选用薄壁紫铜管专用银铜焊条和qj101银钎 焊熔剂施焊。 4、焊接后的管件必须在8h内进行清洗,除去残留的熔剂和熔渣,常 用煮沸的含10%~15%的明矾水溶液涂刷接头处,然后用水冲洗擦干,干 燥后再刷清漆保护。 5、管架安装位置应正确、平整、牢固,支架与管道之间应用石棉板、 橡胶板或木托隔开,且接触

热门文档 薄壁紫铜管的气焊
格式:pdf
大小:142KB
页数:14P
人气:83
4.6

本文件仅起参考作用,一切以原件为准 页脚内容-0- 建筑给水薄壁紫铜管施工工法 单位:中冶京唐管铁公司 作者:李铁柱 时间:2007年5月 本文件仅起参考作用,一切以原件为准 页脚内容-1- 一、前言 我国铜管用于建筑给水工程历史悠久,但由于经济条件所致,应用的范围及数量有限。 近年来,随着社会的发展和人们生活水平的日益提高,对居住条件要求越来越高,建筑 物内建筑材料的要求也越来越高,一些传统的给水管材正慢慢退出建筑材料市场或被新 型管材逐渐代替。从国内外发达地区市场看,建筑用铜,特别是直接关系到饮用水质量 的铜水管在不断上升,建筑给水工程对铜管的需求日益增加,且潜力巨大。 铜管用于建筑给水及热水工程,其适配性强,经久耐用、环保卫生、不易产生二次污 染。铜管制造工艺简便、可靠,薄壁铜管不仅可满足建筑给水工程的使用要求,而且其 综合成本合理,且有优
格式:pdf
大小:78KB
页数:9P
人气:83
4.8

精品文档 精品文档 建筑给水薄壁紫铜管施工工法 单位:中冶京唐管铁公司 作者:李铁柱 时间:2007年5月 精品文档 精品文档 一、前言 我国铜管用于建筑给水工程历史悠久,但由于经济条件所致,应用的范围及 数量有限。近年来,随着社会的发展和人们生活水平的日益提高,对居住条件要 求越来越高,建筑物内建筑材料的要求也越来越高,一些传统的给水管材正慢慢 退出建筑材料市场或被新型管材逐渐代替。从国内外发达地区市场看,建筑用铜, 特别是直接关系到饮用水质量的铜水管在不断上升,建筑给水工程对铜管的需求 日益增加,且潜力巨大。 铜管用于建筑给水及热水工程,其适配性强,经久耐用、环保卫生、不易产 生二次污染。铜管制造工艺简便、可靠,薄壁铜管不仅可满足建筑给水工程的使 用要求,而且其综合成本合理,且有优良的性能价格比,是理想的建筑给水管材 之一。目前在北京所建的各种高级写字楼、高级
格式:pdf
大小:135KB
页数:1P
人气:83
4.3
 低碳钢焊条焊接薄壁紫铜管
低碳钢焊条焊接薄壁紫铜管 紫铜零件的焊接,根据技术要求不同,可采用碳弧焊、手工氮弧焊或者使用铜芯焊条的手工电弧焊。而对于壁厚为0.8~2毫米的紫铜管,通常则采用气焊。但是,气焊的约束条件比较多,比如硼砂、铜条、电石、氧气,缺一不可。为此,我厂采用了低碳钢焊条焊接薄壁紫铜管。经三年的生产

格式:pdf
大小:78KB
页数:9P
人气:83
4.5

精品文档 精品文档 建筑给水薄壁紫铜管施工工法 单位:中冶京唐管铁公司 作者:李铁柱 时间:2007年5月 精品文档 精品文档 一、前言 我国铜管用于建筑给水工程历史悠久,但由于经济条件所致,应用的范围及 数量有限。近年来,随着社会的发展和人们生活水平的日益提高,对居住条件要 求越来越高,建筑物内建筑材料的要求也越来越高,一些传统的给水管材正慢慢 退出建筑材料市场或被新型管材逐渐代替。从国内外发达地区市场看,建筑用铜, 特别是直接关系到饮用水质量的铜水管在不断上升,建筑给水工程对铜管的需求 日益增加,且潜力巨大。 铜管用于建筑给水及热水工程,其适配性强,经久耐用、环保卫生、不易产 生二次污染。铜管制造工艺简便、可靠,薄壁铜管不仅可满足建筑给水工程的使 用要求,而且其综合成本合理,且有优良的性能价格比,是理想的建筑给水管材 之一。目前在北京所建的各种高级写字楼、高级
精华文档 薄壁紫铜管的气焊
格式:pdf
大小:455KB
页数:4P
人气:83
4.3
薄壁紫铜管弯曲工艺及模具设计 针对制冰设备中薄壁紫铜管的弯曲工艺,在分析其弯曲过程中的应力、应变情况以及产生的各种质量问题的原因后,制订了退火、润滑、弯曲工艺。根据材料变形特点设计了弯管模,并采用反变形槽和弯管芯棒,解决了弯曲过程中内缘起皱、外缘变扁的缺陷。经生产实践证明,工艺过程设计合理,模具结构简单实用,加工的产品质量好,适合小批量生产。
格式:pdf
大小:496KB
页数:3P
人气:83
4.6
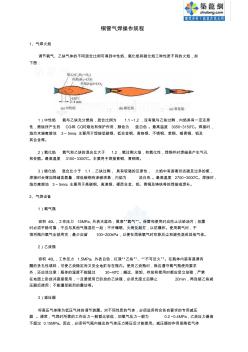
铜管气焊操作规程 1、气焊火焰 调节氧气、乙炔气体的不同混合比例可得到中性焰、氧化焰和碳化焰三种性质不同的火焰,如 下图: 1)中性焰氧与乙炔充分燃烧,混合比例为1.1~1.2,没有氧与乙炔过剩,内焰具有一定还原 性,燃烧所产生的co2和co对熔池有保护作用,颜色为蓝白色。最高温度3050~3150℃。焊接时, 焰芯末端离熔池3~5mm。主要用于焊接低碳钢、低合金钢、高铬钢、不锈钢、紫铜、锡青铜、铝及 其合金等。 2)氧化焰氧气和乙炔的混合比大于1.2,氧过剩火焰,有氧化性,焊钢件时焊缝易产生气孔 和变脆。最高温度3100~3300℃。主要用于焊接黄铜、青铜等。 3)碳化焰混合比小于1.1,乙炔过剩,具有较强的还原性,火焰中有游离状态碳及过多的氢, 焊接时会增加焊缝含氢量,焊低碳钢有渗碳现象,内焰为淡白色。最高温度2700~3000℃。焊接时, 焰芯
格式:pdf
大小:14KB
页数:9P
人气:83
4.3
1、材料准备 1.1、管材选用:常用的有紫铜管(工业纯铜)紫铜管常用 材料的牌号为:t2、t3、t4、tup(脱氧铜);分为软质和 硬质两种。 1.2、铜管的质量:供安装用的铜管及铜合金管,表面与内 壁均应光洁,无疵孔、裂缝、结疤、尾裂或气孔。 1.3、外表缺陷允许度:偏横向的凹入深度或凸出高度不大 于0.35mm;瘢疤碰伤、起泡及凹坑,其深度不超过 0.03mm,其面积不超过管子表面积的30%。用作导管时其面 积则不超过管子表面积的0.5%。 1.4、铜焊条的药皮均为低氢型;焊接电源均为直流。 1.5、熔剂的作用: 1.5.1、和金属中的氧、硫化合,使金属还原; 1.5.2、补充有利元素,起到合金作用; 1.5.3、形成熔渣后覆盖在金属熔池表面上,防止金属继续 氧化; 1.5.4、起保护作用,使焊缝缓慢冷却,改善接头结晶组 织。 1.6、铜的适用熔剂: cj3
格式:pdf
大小:14KB
页数:9P
人气:83
4.8
1、材料准备 1.1、管材选用:常用的有紫铜管(工业纯铜)紫铜管常用 材料的牌号为:t2、t3、t4、tup(脱氧铜);分为软质和 硬质两种。 1.2、铜管的质量:供安装用的铜管及铜合金管,表面与内 壁均应光洁,无疵孔、裂缝、结疤、尾裂或气孔。 1.3、外表缺陷允许度:偏横向的凹入深度或凸出高度不大 于0.35mm;瘢疤碰伤、起泡及凹坑,其深度不超过 0.03mm,其面积不超过管子表面积的30%。用作导管时其面 积则不超过管子表面积的0.5%。 1.4、铜焊条的药皮均为低氢型;焊接电源均为直流。 1.5、熔剂的作用: 1.5.1、和金属中的氧、硫化合,使金属还原; 1.5.2、补充有利元素,起到合金作用; 1.5.3、形成熔渣后覆盖在金属熔池表面上,防止金属继续 氧化; 1.5.4、起保护作用,使焊缝缓慢冷却,改善接头结晶组 织。 1.6、铜的适用熔剂: cj3
最新文档 薄壁紫铜管的气焊
格式:pdf
大小:107KB
页数:2P
人气:83
4.5
紫铜管的火焰钎焊工艺 紫铜的焊接性分析表明紫铜熔焊时易产生裂纹、未焊透和气孔等问题,而紫铜钎焊可避免这些问题的产生,进而介绍紫铜管的火焰钎焊工艺。
格式:pdf
大小:467KB
页数:2P
人气:83
4.5
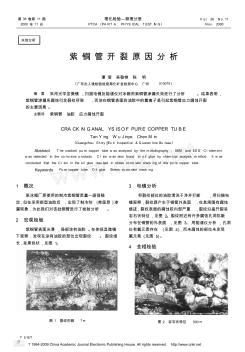
失效分析 紫铜管开裂原因分析 谭莹 吴敬艳 陈明 (广东出入境检验检疫局化矿金检测中心 广州510075) 摘 要 采用光学显微镜、扫描电镜及能谱仪对冰箱用紫铜管渗漏失效进行了分析。结果表明, 紫铜管渗漏系腐蚀引发裂纹所致,而涂在铜管表面的油胶中的氯离子是引起紫铜管应力腐蚀开裂 的主要因素。 主题词 紫铜管 油胶 应力腐蚀开裂 crackinganalysisofpurecoppertube tanying wujinye chenmin (guangzhouentry2exitinspection&quarantinebureau) abstract thecrackedpurecoppertubewasanalyzedbythemetallograph
格式:pdf
大小:164KB
页数:未知
人气:83
4.5
薄壁紫铜管与不锈钢管的氩弧焊 某厂炼铜用的冷却水装置,外套是用紫铜管与不锈钢管对接焊制成的。要求焊后长期使用焊口不脱落,通水进行压力试验时(水压为0.15mpa)不渗漏。过去采用银、铜钎料钎焊,但钎焊接头强度低,使用寿命短。我们采用手工钨极氩弧焊试焊效果良好,解决了该厂的实际问题。1.焊前准备冷却水装置外套的结构尺寸如图1所示,为确保构件焊后同心,焊缝背面无焊漏,设计了定位芯棒,它与焊件的装配情况见图2。芯棒由h62黄铜制造,用于承托焊缝并起散热作用。芯棒外壁应贴紧接管内壁,其端头钻有通孔,以便焊后从焊件中取出。
格式:pdf
大小:251KB
页数:未知
人气:83
4.7
小直径薄壁U型紫铜管的弯曲成形 对薄壁u型紫铜管的弯曲成形工艺方法进行了试验,确定了推挤弯曲成形法是最有效的小直径,小曲率半径紫铜管弯曲方法。并对u型紫铜管件在弯曲时,管子与模具间的间隙对椭圆度的影响进行了试验,总结出了最佳间隙值。
格式:pdf
大小:83KB
页数:未知
人气:83
4.5
紫铜管的氩弧焊焊接工艺 紫铜管的氩弧焊焊接工艺河北省电建第二工程公司邓子刚手工钨极氩弧焊焊接紫铜管克服了氧一乙炔焊存在的缺点,使焊接接头强度高,成型美观漂亮。本文主要介绍了手工钨极氩弧焊焊接不同壁厚紫铜管的焊前准备,焊接材料以及焊接工艺。经上安电厂氢站紫铜管的焊接和赞皇县化...
文辑创建者
我要分享 >
职位:总工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐