拨动叉工艺规程及攻M22X1.5螺纹孔工序夹具设计
2025-01-19
I 大连交通大学 课程设计 (论文 )说明书 题 目:拨动叉工艺规程及攻 M22X1.5螺 纹孔工序夹具设计 系 别: 专 业: 学生姓名: 学 号: 指导教师: 职 称: II 摘 要 本文是对拨动叉零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛 坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文 件的填写。选择正确的加工方法,设计合理的加工工艺过程。此外还对拨动叉零件的两 道工序的加工设计了专用夹具 . 机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并 且有专业的工厂进行生产。 而广泛用于批量生产, 专为某工件加工工序服务的专用夹具, 则需要各制造厂根据工件加工工艺自行设计制造。本论文夹具设计的主要内容是设计 2 套夹具。 关键词:加工工艺;加工方法;工艺文件;夹具 III Abstract This paper

m20x1.5,螺纹直径20cm,螺距1.5cm:n,k,e6j9i%y7w npt是national(american)pipethread的缩写.属於美国标准的60度锥管螺纹.用於北美 地区.国家标准可查阅gb/t12716-1991pt是pipethread的缩写.是55度密封圆锥管螺 纹.属惠氏螺纹家族.多用於欧洲及英联邦国家.常用於水及煤气管行业.锥度规定为1:16.国 家标准可查阅gb/t7306-2000g是55度非螺纹密封管螺纹.属惠氏螺纹家族.标记为g 代表圆柱螺纹.国家标准可查阅gb/t7307-2001另外螺纹中的1/4.1/2.1/8标记是指螺纹尺 寸的直径.单位是英寸.行内人通常用分来称呼螺纹尺寸.一寸等於8分.1/4寸就是2分.如此类 推.
实训课教案用纸 学科 《车工 工艺与 技能培 训》 教学章 节或模 块课题 模块七车m30x1.5螺纹 审批签字 实训时间2013年10月14日实训时数35授课班级数车1221(中) 授课方法参观、多媒体、示范讲解 课题相关知识用车削方法加工螺纹是目前常用的加工方法。 实训目的会螺纹的尺寸公差计算,刃磨螺纹车刀,掌握螺纹的车削方法 实训用材料、 设备 车床ca6140 实习训练内容及工艺要求附记 一、课题导入 在各种机械产品中,带有螺纹的零件和蜗杆应用很广泛,用车削方法加工螺纹和蜗杆是目前 常用的加工方法。 二、学情分析 通过车刀刃磨,动手能力大大提高,车制螺纹低速开始,易学易练。 三、课题分析 开始转速放慢,45转适中,掌握螺纹各方面知识,重点讲解。 四、课题内容 1、螺纹的分类 按螺旋线方向分右旋和左旋;按螺旋线线数可分为单线和多线
编辑推荐下载
格式:pdf
大小:302KB
页数:7P
人气:88
 4.6
4.6
实训课教案用纸 学科 《车工 工艺与 技能培 训》 教学章 节或模 块课题 模块七车m30x1.5螺纹 审批签字 实训时间2013年10月14日实训时数35授课班级数车1221(中) 授课方法参观、多媒体、示范讲解 课题相关知识用车削方法加工螺纹是目前常用的加工方法。 实训目的会螺纹的尺寸公差计算,刃磨螺纹车刀,掌握螺纹的车削方法 实训用材料、 设备 车床ca6140 实习训练内容及工艺要求附记 一、课题导入 在各种机械产品中,带有螺纹的零件和蜗杆应用很广泛,用车削方法加工螺纹和蜗杆是目前 常用的加工方法。 二、学情分析 通过车刀刃磨,动手能力大大提高,车制螺纹低速开始,易学易练。 三、课题分析 开始转速放慢,45转适中,掌握螺纹各方面知识,重点讲解。 四、课题内容 1、螺纹的分类 按螺旋线方向分右旋和左旋;按螺旋线线数可分为单线和多线
热门文档 拨动叉工艺规程及攻M22X1.5螺纹孔工序夹具设计
格式:pdf
大小:325KB
页数:未知
人气:88
4.5
 桥壳自动钻和攻塔子螺纹孔夹具设计和加工
桥壳自动钻和攻塔子螺纹孔夹具设计和加工 介绍了在加工中心使用夹具实现桥壳塔子螺纹孔的自动化加工,改变了原始用钻模钻、攻螺纹孔出现钻模数量多、精度差、工装管理麻烦、易损坏、劳动强度大的状况,同时解决了以前经常出现的螺纹孔钻错、尺寸不合、烂牙等问题,而且可以通过调整工装来适应新产品,减少了产品的交付时间和企业投入新工装和新设备,具有广泛的推广价值。

格式:pdf
大小:973KB
页数:33P
人气:88
4.7

ca6140车床拨叉831002的加工工艺 及夹具设计任务说明书 学院: 班级: 姓名: 学号: 指导教师: 目录 ca6140车床拨叉831002加工工艺及夹具设计 1 1绪论..............................................................................................................................................3 1.1课题背景................................................................................................................................3 1.2夹具的发展史....
格式:pdf
大小:128KB
页数:10P
人气:88
4.3
辽宁工程技术大学课程设计 1 1前横架的工艺分析及生产类型的确定 1.1前横架的技术要求 前横架零件技术要求表 加工表面尺寸mm 表面粗糙度ra/ μm 形位公差/mm 前横架前面25 前横架底面 不允许有凸块 等缺陷 底板螺纹孔m12φ0.5b 凸起螺纹孔m12φ0.1c 垫片圆槽φ25锪平 1.2前横架的工艺分析 分析零件图可知,零件经铸造后前面需要粗加工,用立式铣床加 工前面。保证螺纹孔的位置度。底面要求不允许有凸块等缺陷。其余 表面均为铸造面,不需加工。而主要工作面的加工精度较高,但也可 以在正常的生产条件下,采用较经济的方法保质保量的加工出来。所 以,该零件的工艺性较好。 1.3确定前横架的生产类型 q=5000件/年 由1—4表知,该前横架的生产类型为大批生产。 2确定毛坯、绘制毛坯简图 2.1选择毛坯 由于前横架
精华文档 拨动叉工艺规程及攻M22X1.5螺纹孔工序夹具设计
格式:pdf
大小:339KB
页数:18P
人气:88
4.4
课程设计说明书 设计题目: 副变速拨叉工艺流程设计及某工序夹具 设计 学院:机械工程学院 班级: 学号: 姓名: 指导: 题目:设计“副变速拨叉”零件的机械加工工艺规程及相关 工序 内容: 零件图1张 毛坯图1张 机械加工工艺过程卡片1张 机械加工工序卡片2张 夹具装配图1张 夹具体零件图1张 课程设计说明书1份 目录 一、选择毛坯,确定毛坯尺寸,设计毛坯图------------------6 二、选择加工方法,制定工艺路线 1.定位基准的选择-----------------------------------------------------------------------6 2.零件表面加工方法的选择-----------------------------------------------------------6 3.制定工艺
格式:pdf
大小:274KB
页数:22P
人气:88
4.7
课程设计 题目:法兰盘零件的机械加工工艺规程及工艺装 备设计(螺纹孔加工3×φ6.8夹具设计) 完成日期:2015年7月15日 1 一、设计题目 法兰盘零件的机械加工工艺规程及工艺装备设计(螺纹孔加工3×φ6.8夹 具设计) 二、原始资料 (1)被加工零件的零件图1张 (2)生产类型:中批或大批大量生产 三、上交材料 (1)被加工工件的零件图1张 (2)毛坯图1张 (3)机械加工工艺过程综合卡片(参附表1)1张 (4)与所设计夹具对应那道工序的工序卡片1张 (4)夹具装配图1张 (5)夹具体零件图1张 (6)课程设计说明书(5000~8
格式:pdf
大小:119KB
页数:未知
人气:88
4.4
柔性化后桥壳大法兰孔攻螺纹夹具 我司是专业生产汽车后桥的厂家。汽车后桥各零件之间的装配基本上靠螺栓联接。因此,螺纹在汽车后桥零件或零部件中到处可见,故攻螺纹是一道常见的工序。一般来说,攻螺纹是以待攻螺纹孔的平面有平行度要求的面进行定位,再以零件其他面进行夹紧的夹具来加工的(见图1),但后桥壳大法兰面孔螺纹(见图2)则不能用上述方案设计的夹具来加工,因为后桥壳是由板材冲压成形后焊接而
格式:pdf
大小:47KB
页数:2P
人气:88
4.5
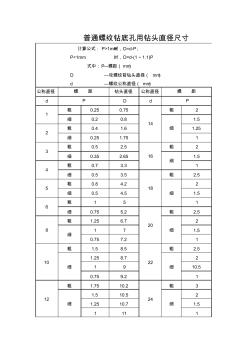
公称直径钻头直径公称直径 ddd 粗0.250.75粗2 细0.20.81.5 粗0.41.61.25 细0.251.751 粗0.52.5粗2 细0.352.651.5 粗0.73.31 细0.53.5粗2.5 粗0.84.22 细0.54.51.5 粗151 细0.755.2粗2.5 粗1.256.72 171.5 0.757.21 粗1.58.5粗2.5 1.258.72 1910.5 0.759.21 粗1.7510.2粗3 1.510.52 1.2510.71.5 1111 普通螺纹钻底孔用钻头直径尺寸 式中:p—螺距(mm) 计算公式:p>1mm时,d=d-p
格式:pdf
大小:570KB
页数:24P
人气:88
4.5
设计说明书 设计题目:接头的工工艺规程及钻ф8孔的夹具设计 设计者: 指导教师: 日期: 摘要 本次设计内容涉及了机械制造工艺及机床夹具设计、金属切 削机床、公差配合与测量等多方面的知识。 接头加工工艺规程及其钻φ8孔的夹具设计是包括零件加工 的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计 中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构, 并选择好零件的加工基准,设计出零件的工艺路线;接着对零件 各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装 备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各 个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床 的连接部件以及其它部件;计算出夹具定位时产生的定位误差, 分析夹具结构的合理性与不足之处,并在以后设计中注意改进。 关键词:工艺、工序、切削用量
最新文档 拨动叉工艺规程及攻M22X1.5螺纹孔工序夹具设计
格式:pdf
大小:1.0MB
页数:36P
人气:88
4.7
0/36 任务书 题目:“ca6140车床拨叉<831007型号)”零件的机械加工 艺规程及夹具设计<年产量为4000件) 内容:1.零件图1张 2.毛坯图1张 3.机械加工工艺过程综合卡片1张 4.结构设计装配图1张 5.结构设计零件图5张 6.课程设计说明书1份 班级 学生 指导老师 教研室主任 0/36 序言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技 术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之 前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实 际的训练,因此,它在我们四年的大学生活中占有重要的地位。 就
格式:pdf
大小:426KB
页数:20P
人气:88
4.5

2013届本科毕业设计(论文) 设计说明书 设计题目:支架的工艺规程及钻4-ф6孔的夹具设计 设计者: 指导教师: 日期: 2013届本科毕业设计(论文) 摘要 本次设计内容涉及了机械制造工艺及机床夹具设计、金属切 削机床、公差配合与测量等多方面的知识。 支架加工工艺规程及铣φ44孔端面,钻φ12孔的夹具设计是 包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。 在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出 毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线; 接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工 序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计 出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹 具体与机床的连接部件以及其它部件;计算出夹具定位时产生的 定位误差,分析夹具结构的合理性与不足之处,并

格式:pdf
大小:1.3MB
页数:24P
人气:88
4.5
本科毕业设计(论文)通过答辩 目录 1、工艺设计说明书...................................1 2、夹具设计说明书...................................21 3、刀具设计说明书...................................24 4、量具设计说明书...................................25 5、毕业设计体会..................
格式:pdf
大小:282KB
页数:1P
人气:88
4.8
长螺纹的套螺纹夹具 在车床加工中,套螺纹是一个常见的工序,中短长度螺纹的套螺纹一般是用装在尾座上的套螺纹夹具(夹具上装有圆板牙)来加工的,且加工的长度取决于夹具上导向槽的长度。长螺纹的套螺纹则不能用上述夹具加工,因为长螺纹工件长度长,旋转时工件端部晃动较大,需用装在尾座上的顶尖顶住才能加工。因此,长螺
格式:pdf
大小:998KB
页数:23P
人气:88
4.8
1 丝杠座机械加工工艺规程与机床夹具设计 一、设计任务 1.设计课题:丝杆座加工工艺规程设计 铣槽80.020专用夹具设计 2.生产纲领:年产量10000件,属于大批量生产 3.设计要求:(1)零件毛坯图1张 (2)机械加工工艺过程卡片1套 (3)机械加工主要工序的工序卡片1套 (4)夹具装配图1张 (5)夹具零件图若干张 (6)设计说明书1份 二、设计说明书 前言 《机械制造工艺学》课程设计是学完《机械制造工艺学》课程后进行的一个 实践教学环节,是应用所学基础理论、专业知识与技能去分析和解决生产实际问 题的一次综合训练。它要求学生全面地综合运用本课程及有关先修课程的理论和 实践知识,进行零件加工工艺规程的设计和机床夹具的设计。 我希望通过这次课程设计培养独立思考、独立工作以及综合运用过去所学过的 全部课程进行机械制造工艺及结构设计的基本能力,
格式:pdf
大小:702KB
页数:3P
人气:88
4.5
盖板钻孔攻丝夹具设计 介绍了盖板零件的结构工艺,分析了零件上的4个螺纹孔的工艺要求,针对4个螺纹孔的加工,通过采用专用的夹具,简化了生产零件的模具结构,实现了零件产品的最终要求,保证了质量,同时也提高了效率、降低了成本。
格式:pdf
大小:608KB
页数:19P
人气:88
4.5

课程设计说明书撰写章节安排 课程名称:机制工艺装备课程设计 目录 序言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 第1章方刀架的工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1.1零件的功用⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1.2零件的工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 第2章方刀架的工艺路线的拟订⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2.1毛坯的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2.2定位基准的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2.3表面加工方法的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2.4工艺路线的拟订⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 第3章主要工序设
格式:pdf
大小:397KB
页数:21P
人气:88
4.4
-1- 课程设计 题目名称液压泵盖的工艺规程及钻孔的夹具设计 课程名称汽车制造工艺学课程设计 学生姓名李鹏 学号0741126074 系、专业机械与能源工程系07车辆工程 指导教师唐宁 2010年9月26日 -2- 邵阳学院课程设计(论文)任务书 年级专业07车辆工程学生姓名李鹏学号0741126074 题目名称 设计填料箱盖零件的机械加工工艺规程及加工φ 60h8孔的夹具 设计时 间 2010.9.6— 2010.9.26 课程名称 汽车制造工艺学课程 设计 课程编 号 设计地 点 1a808 一、课程设计(论文)目的 (1)能熟练应用汽车制造工艺学课程的基本理论以及在实习中学到的实践知识,正确 地解决一个零件在加工中的定位、夹紧及工艺践线安排、工艺尺寸确定和夹具设计等问题, 保证零件的加工
格式:pdf
大小:258KB
页数:14P
人气:88
4.4
1 《机床夹具设计》课程设计 设计说明书 学生姓名 班级 学号 成绩 指导教师(签字) 2 一、零件图的分析 1.1、扁叉的工艺要求 《机械制造工艺学与机床夹具设计》课 程是机械类专业的一门主要专业课。它授予 3 学生制订经济合理、切实可行的机械加工和 装配工艺,确定各工序的工装与设备等方面 的综合知识,以及基本的工艺理论和国内外 先进的新工艺、新技术方面的知识;培养学 生分析生产实际加工过程中产生误差的原 因和存在的具体工艺问题,并能初步提出改 进产品质量、提高生产率与降低成本的工艺 途径和方法的能力。为提高学生解决实际问 题的能力,本课程学完后,特安排此课程设 计。 本课程设计是在学完了机械制造工艺 学及夹具设计之后进行的下一个教学环节。 它一方面要求学生在设计中能初步学会综 合应用过去所学的全部课程,另外也为搞好 毕业设计做一次综合
文辑创建者
我要分享 >
职位:通信与广电工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐