北方陶瓷厂耐磨砖配方研制及工艺调整
2024-05-30


1 建筑陶瓷厂工艺设计毕业论文 目录 第一章前言.........................................1 1.1我国建筑陶瓷的发展现状................................1 1.2中国建筑陶瓷业发展前景................................3 1.3中国建筑陶瓷业遇到的挑战..............................5 1.4陶瓷厂生产方案设计....................................6 第二章概论........................................12 2.1设计任务............................................12 2.2设计依据
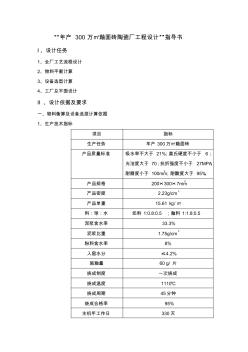
“年产300万㎡釉面砖陶瓷厂工程设计”指导书 i、设计任务 1、全厂工艺流程设计 2、物料平衡计算 3、设备选型计算 4、工厂总平面设计 ii、设计依据及要求 一、物料衡算及设备选型计算依据 1、生产技术指标 项目指标 生产任务年产300万㎡釉面砖 产品质量标准吸水率不大于21%;莫氏硬度不小于6; 光洁度大于70;抗折强度不小于27mpa; 耐磨度小于100mm2;耐酸度大于95%。 产品规格200×300×7mm 3 产品密度2.23g/cm3 产品单重15.61㎏/㎡ 料:球:水坯料1:0.8:0.5;釉料1:1.8:0.5 泥浆含水率33.3% 泥浆比重1.75g/cm 3 粉料含水率8% 入窑水分≤4.2% 施釉量60g/片 烧成制度一次烧成 烧成温度1110℃ 烧成周期45分钟 烧成合格率95% 主机年工
编辑推荐下载
格式:pdf
大小:158KB
页数:4P
人气:70
 4.5
4.5

本文以建筑垃圾及陶瓷厂废料为原材料,通过调整配方及改变工艺来获得最佳的陶制品。实验结果表明:可以用建筑废料及陶瓷厂废料获得稳定实用的土红色陶制品。这种产品的市场潜力巨大,并具有良好的社会效益及经济效益,值得推广。
格式:pdf
大小:48KB
页数:6P
人气:70
4.5
检 测 方 案 一.前言 受江西爱和陶乐华陶瓷有限公司的委托,我公司对其新建的江西 爱和陶乐华陶瓷有限公司厂区强夯地基试验段进行检测。检测内容为 地基处理后压板静载荷试验。设计要求经强夯处理后的地基承载力特 征值150kpa,地基强夯处理深度要求1.0~6.8m。 二.检测数量 根据设计要求对该工程试验段地基进行4处压板静载荷试验。 三.试桩点地质概况 根据岩土工程勘察报告,试验点地质情况自上而下分为: 1层素填土:浅黄色--紫红色--棕红色--褐色,稍湿,松散,新近堆填, 以强风化粉砂岩碎屑及可塑状粉质粘土为主,碎石、砾石约占5%。主 要分布在场地中间(部)及北部和东北角,其余零星可见,厚度:0~ 6.80m,平均2.49m;层底标高:38.60~45.39m,平均42.97m;层底埋 深:0~6.80m,平均2.49m。
热门文档 北方陶瓷厂耐磨砖配方研制及工艺调整
格式:pdf
大小:134KB
页数:4P
人气:70
4.6
 从新疆建材陶瓷厂的设计看中小型建筑卫生陶瓷厂的技改途径
从新疆建材陶瓷厂的设计看中小型建筑卫生陶瓷厂的技改途径 技改是改善产品质量,提高经济效效益的有效途径。而中小型工厂的技术改造在设备和能源结构的选择上应不同于大型工厂,我们结合新疆建材陶瓷厂的技改设计,做了一点初步的探索,有一点肤浅的体会,提出来,以供探讨。该厂始建于1958年,占地约100公顷,有
格式:pdf
大小:134KB
页数:4P
人气:70
4.3
技改是改善产品质量,提高经济效效益的有效途径。而中小型工厂的技术改造在设备和能源结构的选择上应不同于大型工厂,我们结合新疆建材陶瓷厂的技改设计,做了一点初步的探索,有一点肤浅的体会,提出来,以供探讨。该厂始建于1958年,占地约100公顷,有
格式:pdf
大小:227KB
页数:3P
人气:70
4.5
目的对某陶瓷厂生产车间采取通风除尘设施改造后情况进行评价,分析其除尘效果。方法采用现场职业卫生调查,测量采取通风除尘设施改造后研制成型车间、喷釉车间和抛光磨边车间内各岗位的矽尘浓度,与车间改造前相应岗位矽尘浓度及职业接触限值进行比较和综合评价。结果采取通风除尘设施改造后,研制成型车间压机岗位矽尘的时间加权平均容许浓度由3.67mg/m3降至0.40mg/m3;喷釉车间喷釉岗位矽尘的时间加权平均容许浓度由1.37mg/m3降至0.32mg/m3;抛光磨边车间磨边岗位矽尘的时间加权平均容许浓度由18.7mg/m3降至0.36mg/m3;车间内矽尘浓度明显降低,均符合职业接触限值。结论采取适宜的通风除尘设施,可以有效地降低生产车间内矽尘浓度。
精华文档 北方陶瓷厂耐磨砖配方研制及工艺调整
格式:pdf
大小:22KB
页数:1P
人气:70
4.3
关于耐磨砖针孔缺陷的答疑 问:我厂是山东的一家生产耐磨砖(通体砖)的厂家,请问产品表面的大量针孔缺陷应如何解决?答:北方地区的耐磨砖产品,其吸水率在6~8%左右,表面施一层薄薄的高光泽透明釉。其产生针孔的原因是
格式:pdf
大小:354KB
页数:2P
人气:70
4.5
提高陶瓷厂污水沉淀池效率的设计探讨 根据陶瓷厂特定生产工艺,分析陶瓷厂污水生成以及现有沉淀池效率较低的原因,运用流体力学原理对现有污水沉淀池设计改进进行了探讨
格式:pdf
大小:9KB
页数:3P
人气:70
4.6
所谓的光辉岁月,并不是以后,闪耀的日子,而是无人问津时,你对梦想的偏执。 放弃很简单,但你坚持到底的样子一定很酷!1 耐磨砖、抛光砖地面施工工艺 1、施工准备 1.1.材料 水泥:42.5mpa以上的普通硅酸盐水泥或矿渣硅酸盐水泥,有出厂合格证。 白水泥:硅酸盐水泥,标号不低于32.5mpa。 砂:粗砂或中砂,含泥量不大于3%。 耐磨砖、抛光砖:应有出厂合格证,每块上有合格标记,按加工定货单要求的规格、尺寸、 颜色检查验收,并分别码放(立首)在垫木上。为防止板块变形,宜存放在库房内,避免日光 强烈曝晒。 1.2.主要机具:砂浆搅拌机,磨石机、砂轮锯、45号钢砂轮片、木抹子、木刮杠、靠尺、 水平尺、橡皮锤、90度钢角尺、小线笤帚等。 1.3.作业条件 (1)室内墙顶抹灰完,门框安完。 (2)墙面已弹好+50cm水平线。 (3)穿过楼面的管洞已堵严塞实。 (4)预埋
格式:pdf
大小:8KB
页数:3P
人气:70
4.7
耐磨砖、抛光砖地面施工工艺 1、施工准备 1.1.材料 水泥:42.5mpa以上的普通硅酸盐水泥或矿渣硅酸盐水泥,有出厂合格证。 白水泥:硅酸盐水泥,标号不低于32.5mpa。 砂:粗砂或中砂,含泥量不大于3%。 耐磨砖、抛光砖:应有出厂合格证,每块上有合格标记,按加工定货单要求的规格、尺寸、 颜色检查验收,并分别码放(立首)在垫木上。为防止板块变形,宜存放在库房内,避免日光 强烈曝晒。 1.2.主要机具:砂浆搅拌机,磨石机、砂轮锯、45号钢砂轮片、木抹子、木刮杠、靠尺、 水平尺、橡皮锤、90度钢角尺、小线笤帚等。 1.3.作业条件 (1)室内墙顶抹灰完,门框安完。 (2)墙面已弹好+50cm水平线。 (3)穿过楼面的管洞已堵严塞实。 (4)预埋在地面中电线管均已铺设完,并做完隐蔽验收手续。地面垫层已做完,其强度 达到1.2mpa以上。 (5)铺设前先检查抛光砖、
格式:pdf
大小:9KB
页数:4P
人气:70
4.7
精品文档 精品文档 耐磨砖、抛光砖地面施工工艺 1、施工准备 1.1.材料 水泥:42.5mpa以上的普通硅酸盐水泥或矿渣硅酸盐水泥,有出厂合格证。 白水泥:硅酸盐水泥,标号不低于32.5mpa。 砂:粗砂或中砂,含泥量不大于3%。 耐磨砖、抛光砖:应有出厂合格证,每块上有合格标记,按加工定货单要求的规格、尺寸、 颜色检查验收,并分别码放(立首)在垫木上。为防止板块变形,宜存放在库房内,避免日光 强烈曝晒。 1.2.主要机具:砂浆搅拌机,磨石机、砂轮锯、45号钢砂轮片、木抹子、木刮杠、靠尺、 水平尺、橡皮锤、90度钢角尺、小线笤帚等。 1.3.作业条件 (1)室内墙顶抹灰完,门框安完。 (2)墙面已弹好+50cm水平线。 (3)穿过楼面的管洞已堵严塞实。 (4)预埋在地面中电线管均已铺设完,并做完隐蔽验收手续。地面垫层已做完,其强度 达到1.2mpa以上。 (5)铺
最新文档 北方陶瓷厂耐磨砖配方研制及工艺调整
格式:pdf
大小:41KB
页数:7P
人气:70
4.5
陶瓷墙地砖变形的配方校正 摘要:陶瓷墙地砖变形是一种严重的产品质量缺陷,变形的表现形 式多样,引起变形的工艺因素也有很多。防止和克服陶瓷墙地砖变形 可以采取多种工艺措施,但最根本和有效的方法是从配方和成型方面 入手。在成型压力确定的情况下,通过调整或改变工艺配方是克服收 缩变形的重要基础。本文以工业实践的结果对如何调整和改变工艺配 方以克服变形进行了阐述,并从理论的角度对工业实践的效果进行了 分析。 关键词:陶瓷墙地砖变形配方 陶瓷墙地砖是公共与民用建筑中广泛采用的一种装修材料。因其 价格低廉、花色品种丰富、装修效果好而广受人们的青睐。但陶瓷墙 地砖是在高温窑炉内生产的一种产品,由于高温软化和收缩常常引起 变形缺陷,严重影响陶瓷外观。因此,分析陶瓷墙地砖产生变形的原因, 并研究如何在实践中采取相应的工艺措施加以解决就是一具有重要 意义的课题。 1造成陶瓷墙地
格式:pdf
大小:816KB
页数:9P
人气:70
4.5
陕西科技大学实验设计报告 1 1实验目的 通过陶瓷工艺设计性综合实验,达到以下目的: (1)深刻常用陶瓷原料在陶瓷坯料中的作用; (2)掌握坯料配方设计和实验研究方法; (3)掌握实验技能,提高动手能力; (4)提高分析问题和解决问题的能力; (5)为毕业论文实验、进一步深造或从事专业技术工作奠定良好的基础。 2实验安排 2.1查资料,进行坯体配方设计和计算,完成实验方案设计报告。 2.2实验过程(4~5周) 2.2.1原料处理(粉碎机或研钵) (颗粒小于1mm或全部通过20目筛) 2.2.2配料、球磨、烘干、造粒 配料量300g 2.2.3成型 按模具尺寸、每个7g原料成型试样33个以上,测试烧结温度范围用20 个,按烧成温度烧成10个 图2-1实验流程 20目 配料 400g+0.5%减水剂 球磨过筛80目烘干 研磨过筛喷
格式:pdf
大小:334KB
页数:2P
人气:70
4.4
陶瓷墙地砖变形的配方校正 陶瓷墙地砖变形是一种严重的产品质量缺陷,变形的表现形式多样,引起变形的工艺因素也有很多。防止和克服陶瓷墙地砖变形可以采取多种工艺措施,但最根本和有效的方法是从配方和成型方面入手。在成型压力确定的情况下,通过调整或改变工艺配方是克服收了分析。
格式:pdf
大小:155KB
页数:2P
人气:70
4.7
某建筑陶瓷厂陶工尘肺流行病学调查分析 [目的]调查建筑陶瓷企业陶工尘肺的发病情况。[方法]对某建筑陶瓷企业1008例接尘工人(接尘组)进行陶工尘肺流行病学调查,以该企业85例非接尘工人作为对照组。陶工尘肺诊断按现行《尘肺病诊断标准》(gbz70-2009)。并对工作场所空气中粉尘浓度进行测定。[结果]陶瓷粉尘总尘浓度0.10~2.95mg/m3,总尘浓度超标率18.18%,粉尘中游离sio2含量43%~44%。在1008例接尘工人中,诊断为壹期陶工尘肺2例,检出率0.20%。x线胸片表现主要为圆形小阴影q影。接尘组肺通气功能减退和小气道功能异常检出率均明显高于对照组,差异有统计学意义(p0.05)。[结论]建筑陶瓷企业的陶工尘肺发病率较低,但其粉尘危害不容忽视,应做好预防控制工作。
格式:pdf
大小:14KB
页数:2P
人气:70
4.7
楼、地面工程耐磨砖施工方案及工艺方法 本工程各层楼梯间步级、地面为上等耐磨砖。 (一)质量标准 1、面层所用材料的品种、质量必须符合设计要求;面层与基层的结合(粘 结必须牢固、无空鼓)。 2、釉面砖的表面质量表面洁净,图案清晰,色泽一致,接缝均匀,周边顺 直,釉面砖无裂纹、掉角和缺楞等现象。 3、地漏和排液用的带有坡度的面层应坡度符合设计要求,不倒泛水,无积 水,与地漏(管道)结合处严密牢固,无渗漏。 4、踢脚线的铺设应表面洁净,接缝平整无均匀,高度一致,结合牢固,出 墙厚度适宜。 5、楼梯踏步和台阶的铺贴应缝隙宽度一致,相邻两步高差不超过10mm,防 滑条顺直。 (二)水泥砂浆面层施工流程和施工工艺。 1、工艺流程: 准备工作→弹线→铺砂浆结合层压实抹光 2、施工工艺 (1)准备工作:基层处理,将地面垫层上的杂物清理干净。 (2)弹线:在房间内拉十字控制线,弹在混凝土垫层上,并引至
格式:pdf
大小:119KB
页数:未知
人气:70
4.6
沈阳陶瓷厂推出便器配套镶嵌砖 卫生陶瓷便器类制品安装时,与地面接触的外缘呈各种不规则的曲线,地砖切割后亦难以严密与之接合,不够美观。为此沈阳陶瓷厂根据各种便器类产品安装后与地表面接触的外缘形状,设计出与之配套的镶嵌地砖。镶嵌地砖的
格式:pdf
大小:161KB
页数:未知
人气:70
4.7
陶瓷耐磨砖用金刚石修整磨轮的研制及其使用 本文根据近年来国内许多地方纷纷引进意大利陶瓷耐磨砖、抛光砖生产线需要配套金刚石修整磨轮的市场情况,介绍了该种新产品的研制及使用情况。该种产品具有锋利度好,耐用度高,电耗少,噪音低,磨削量大,质量稳定,加工的陶瓷耐磨(抛光)砖质量好,生产效率高等优点。该产品填补了国内空白,可替代进口产品。
格式:pdf
大小:174KB
页数:未知
人气:70
4.3
枝城市建筑陶瓷厂在调整中求发展 枝城市建筑陶瓷厂把握机遇,顺应市场,调整产品结构,促使企业充满生机。近两年来,该厂生产运行正常,产量、产值、销售收入、利润和税金同步增长:市场产品畅销,20个产品覆盖湖南、四川、江苏、湖北、上海、广东等9个省(市)179个县(市)。枝城市建筑陶瓷厂近两年来,本着“你无我有,你有我优,你优我转”的这个指导思想,始终抓住调整产品结构这一关键性的环节,增强了产品在市场的竞争力,促进了生产的发展。
格式:pdf
大小:134KB
页数:未知
人气:70
4.5
从新疆建材陶瓷厂的设计看中小型建筑卫生陶瓷厂的技改途径 技改是改善产品质量,提高经济效效益的有效途径。而中小型工厂的技术改造在设备和能源结构的选择上应不同于大型工厂,我们结合新疆建材陶瓷厂的技改设计,做了一点初步的探索,有一点肤浅的体会,提出来,以供探讨。该厂始建于1958年,占地约100公顷,有
文辑创建者
我要分享 >
职位:建筑物安全检定员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐