包钢350km/h钢轨用连铸坯的生产工艺优化
2024-05-29
文章根据包钢炼钢厂生产350 km/h铁路钢轨用连铸坯的生产实践,分析了350 km/h铁路钢轨用连铸坯炼成率低的原因,通过采取相应的措施使350Km/h铁路钢轨用连铸坯合格率大幅提升,满足了生产需要。

 时速350km动车组用锻钢制动盘的开发
时速350km动车组用锻钢制动盘的开发 通过提升现有锻钢制动盘的材料及性能,改善制动盘结构设计,研发了适用于时速350km动车组的锻钢制动盘.通过热容量仿真及一系列试验验证,所研制的锻钢制动盘满足时速350km动车组的运用要求,可以与铸钢制动盘实现对等替换.
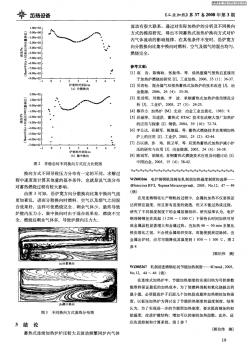
350km/h的钢铝、钢铜内包式复合接触导线的试验 1、前言1992年4月完成了可以运行350km/h左右的试验车,准备进行各种正规的试验。相应地架设了试验用的接触网设备,已经过由运输省和新干线铁道构造规则的特别准许,架设重量轻、高张力23盘(1盘约1500m)钢铝导线(下称ta导线),以及24盘钢铜导线(下称cs导线)。架设这段试验线进行测定350km/h运行试验的受流性能,包括导线的
编辑推荐下载
格式:pdf
大小:65KB
页数:2P
人气:62
 4.7
4.7
350km/h的钢铝,钢铜内包式复合接触导线的试验 350km/h的钢铝,钢铜内包式复合接触导线的试验
热门文档 包钢350km/h钢轨用连铸坯的生产工艺优化
格式:pdf
大小:4.6MB
页数:3P
人气:62
4.8
中碳合金结构钢的连铸方坯生产工艺优化 试验不同连铸工艺生产条件下的中碳合金结构钢,对连铸坯、中间坯以及轧材的低倍质量、化学成分偏析情况进行对比、跟踪;连铸使用工艺2相比工艺1,连铸坯低倍片更为致密,轧材疏松等级低0.5级,中间坯的碳偏析指数极差减少50%,金相组织中铁素体比例较少,组织均匀性更好。
格式:pdf
大小:66KB
页数:未知
人气:62
4.8
鞍钢生产成功不锈钢连铸坯 鞍钢首炉不锈钢连铸坯,日前,在鞍钢铸钢公司生产成功,这是该公司转型升级的重要成果,为鞍钢实现"建特钢基地,创鞍钢品牌"的发展目标提供了有力支撑。不锈钢连铸坯是一种生产难度较大、技术性能指标要求复杂的产品。鞍钢铸钢公司此次生产的不锈钢铸坯由于合金含量高,生产难度系数更是大幅增加。为确保一次拉坯成
格式:pdf
大小:513KB
页数:3P
人气:62
4.8
无缝钢管20钢连铸坯的试生产 介绍了唐山国丰钢铁有限公司第一炼钢厂采用转炉—简易精炼—连铸工艺流程试生产供轧制无缝钢管用20钢连铸坯的生产情况,采取低拉增碳、钢包底吹氩及喂丝、保护浇注、合理控制拉速等有效措施,解决了生产中存在的质量问题,生产出符合标准及用户要求的优质20钢连铸坯。
格式:pdf
大小:394KB
页数:6P
人气:62
4.7

降低hrb600钢连铸坯裂纹的生产实践 徐震 1 ,赵磊 1 ,杨世俊 2 (1江苏永钢集团有限公司技术处,2江苏永钢集团炼钢二厂,江苏张家港215628) 摘要:为满足hrb600钢成品质量要求,通过对连铸坯裂纹产生原因的探讨和研究,针对性的采取降低和 稳定中包过热度至平均27.6℃、提高结晶器振频同时降低振幅、大幅度降低二冷区比水量至平均0.85l/kg, 优化二冷区各段水量配比、二冷区喷嘴调整、适当降低拉速等措施保证了铸坯在矫直前的表面温度平均 1000℃以上,面部与角部的温度差在25℃以内,从而显著的降低了该钢种连铸坯裂纹发生率,有效提高了 连铸坯合格率。 关键词:连铸坯裂纹;hrb600钢;二次冷却 practiceinreductionofconcastingbilletcracksofhrb600steel xuzhen
精华文档 包钢350km/h钢轨用连铸坯的生产工艺优化
格式:pdf
大小:200KB
页数:2P
人气:62
4.7
20号钢连铸坯内部裂纹缺陷的成因及控制 阐述唐山贝钢厂用小方坯连铸生产20号钢出现铸坯内部裂纹的成因及改进控制措施。
格式:pdf
大小:369KB
页数:3P
人气:62
4.4

针对350km/h客运专线无砟轨道铁路轨道铺设高平顺性要求,及铺设精度高和难度大的特点,文章介绍了适合客运专线无砟轨道一次性铺设500m长轨和无砟道岔铺装设备及施工工艺。
格式:pdf
大小:250KB
页数:3P
人气:62
4.4
针对350km/h客运专线无砟轨道敷设高平顺性要求,以及敷设精度高和难度大的特点,介绍了适合客运专线无砟轨道一次性敷设500m长轨铺装设备及施工工艺。
格式:pdf
大小:493KB
页数:未知
人气:62
4.6
出口R350HT热处理钢轨试制 为了保证出口钢轨r350ht的硬度和强度指标达到设计要求,对钢轨的成分进行了优化,使轧态轨性能有较大提高。电淬火车间主要对钢轨加热温度、钢轨行走速度、喷风时间、喷雾压力等参数进行调整,确定了合适的淬火工艺。通过批量生产,生产出的淬火钢轨抗拉强度平均1235mpa,踏面硬度平均385hb,横断面布氏硬度满足用户要求。
最新文档 包钢350km/h钢轨用连铸坯的生产工艺优化
格式:pdf
大小:553KB
页数:3P
人气:62
4.4
20号钢连铸坯表面凹陷成因及对策 分析了莱钢股份公司特钢厂20号管坯钢铸坯表面凹陷的产生原因,制定了相应的控制措施,使20号钢连铸坯表面凹陷得到了有效控制。
格式:pdf
大小:175KB
页数:5P
人气:62
4.5
重钢七厂20^#(管)连铸坯质量提高浅析 本文针对重钢七厂冶炼20^#管钢连铸坯存在的严重低倍缺陷,导致连铸坯质量下降,通过对各工序全面优化和调整,使连铸坯质量由1994年9月的34.00%提高到94.74%,(1995年7~11月)平均提高到87.5%,转炉炉龄也由279炉提高到638炉。
格式:pdf
大小:803KB
页数:4P
人气:62
4.6
350km/h高速铁路高架桥环境振动的测试分析 为了考察350km/h高速列车运行状态下高架桥的环境振动水平,对京津城际铁路杨村特大桥247号桥墩高速列车运行时的环境振动进行测试,分析了高架桥环境振动的衰减特性。结果表明,vlzmax、vlz10和vlzeq随距离的变化均符合对数衰减规律,距离振源30m内环境振动衰减明显,距离振源30m以后衰减逐渐平缓。在距离振源15m~60m范围,我国现行的高速铁路环境振动预测公式的预测值最大偏高9.7%。
格式:pdf
大小:360KB
页数:3P
人气:62
4.5
广钢转炉炼钢厂连铸坯质量研究 本文介绍了转炉炼钢厂通过采取有效措施,减少退废、脱方及横向裂纹废品,提高连铸坯质量
格式:pdf
大小:300KB
页数:4P
人气:62
4.8
包钢轨梁厂钢轨主传动交-交变频调速系统 包钢轨梁厂百米长尺钢轨轧机主传动采用交-交变频装置驱动,采用西门子公司simadyn-d全数字控制系统。该控制系统的运用给日常维护提供了很大的方便。

格式:pdf
大小:468KB
页数:4P
人气:62
4.7
攀钢连铸坯角横裂缺陷产生的原因与对策 对攀钢q235g钢连铸坯出现的角横裂缺陷进行了调查分析,在此基础上确定了连铸保护渣是引起角横裂的主要原因。并对保护渣的配方进行了改进,通过试验,研制出了适合攀钢普碳包晶钢用的连铸保护渣,有效地控制了q235g钢连铸坯角的横裂缺陷。
格式:pdf
大小:1.4MB
页数:8P
人气:62
4.5
微合金钢连铸坯角横裂的研究进展 针对微合金钢连铸生产过程中铸坯出现的角部横裂纹缺陷,从其产生原因、影响因素及解决方法等方面进行阐述。介绍了角横裂产生于结晶器内,并进一步扩展于二冷区。分析了连铸过程中的应力、热塑性、结晶器锥度和二次冷却模式等因素对微合金钢连铸坯角横裂的影响。总结了目前解决角横裂的几种方法。重点介绍了连铸微合金钢的脆化机制、微观组织和微合金元素对连铸坯热塑性的影响。最后对微合金钢连铸坯角横裂新的解决方法进行了展望。
格式:pdf
大小:211KB
页数:2P
人气:62
4.6
直向通过速度为200km/h的60kg/m钢轨12号道岔的研制 新型直向过岔速度为200km/h的60kg/m钢轨12号可动心轨单开道岔,汲取近几年道岔发展的成熟技术,在保证与既有提速道岔互换性的基础上,改进了平面线型和尺寸,优化了道岔结构,提高了道岔各部件的强度和稳定性。
格式:pdf
大小:46KB
页数:3P
人气:62
4.7
h型钢生产工艺 轻型钢结构的主刚架包括门式刚架和山墙抗风柱等部分。主刚架作为建筑结构的骨架,支承整个建筑结 构系统,承受和传递着各类荷载。根据跨度、高度及荷载的不同,门式刚架的梁、柱一般采用变截面或等截 面的实腹式焊接h型截面或轧制h型截面。变截面构件通常改变腹板的高度做成楔形形状,必要时也可改变 腹板的厚度。结构构件在运输单元内一般不改变翼缘截面,邻接的运输单元可采用不同厚度和宽度的翼缘截 面。因受加工设备限制,h型钢截面高度一般不能超过2m。下面将介绍焊接h型钢生产工艺流程。 一、排版下料、接板、数控切割 1.结合图纸要求,根据现有材料的长度和宽度,进行排版,已达到最优节省。 2.接板长度余量≤40mm,腹板和翼板的焊缝错开>200mm,接板长度>600mm,板接头的平整度处理、 接头处除锈油污,焊缝不得有内部缺陷。 3.数控切割注意板的旁弯,切割面的
文辑创建者
我要分享 >
职位:普通监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐