包钢Q690D钢板斜Y坡口焊接裂纹试验
2024-05-29
高强钢广泛应用于煤机行业。斜Y坡口焊接裂纹试验是一种拘束程度较苛刻的冷裂纹试验方法,考核对接接头焊接热影响区的根部裂纹情况。通过焊接裂纹试验,确定该钢的基本焊接性,为合理制定焊接工艺提供依据。

Q690钢板焊接工艺
 Q460D中厚板钢材焊接试验研究
Q460D中厚板钢材焊接试验研究 介绍对复合微合金化生产的q460d钢板进行焊接性能试验及其结果。
编辑推荐下载
格式:pdf
大小:125KB
页数:2P
人气:81
 4.5
4.5
薄板单Y形坡口焊缝的焊接工艺探讨 为研究轨道车辆车架体薄板单y形坡口焊缝焊接工艺,现选择不同的焊接参数进行试验;试验母材选用q345钢板,焊接方法采取c02气体保护焊,焊丝使用g3si1、φ1.0(φ1.2)两种,对焊接试件采取破断试验,观察焊缝表面及根部缺陷情况,确定合适的焊接参数,为实际生产提供技术支持.
格式:pdf
大小:99KB
页数:2P
人气:81
4.7
16MnDR厚钢板焊接裂纹的分析与处理 16mndr是石油化工机械行业常用的低温压力容器用钢,最低使用温度在―40℃,其材料含碳量较低,硫、磷含量较少,具有良好的焊接性。但如果在厚板焊接时,焊接工艺设计不合理,也会出现大量的焊接热裂纹。对34mm厚的16mndr焊接工艺评定时出现裂纹,通过分析原因,提出了解决方法,及时修正了焊接参数,确保了产品按时按质完成。
热门文档 包钢Q690D钢板斜Y坡口焊接裂纹试验
格式:pdf
大小:187KB
页数:未知
人气:81
4.4
Q550D钢板焊接工艺研究 文中介绍了老挝某电站座环上、下环板与固定导叶的焊接,通过研究、实践,确定了q55od钢板的焊接方法,为高强度低合金钢板焊接提供一些经验。
格式:pdf
大小:363KB
页数:未知
人气:81
4.7
抗震加固工程中钢拉杆坡口焊接头 近几年来,随着地震理论研究的深入和抗震加固施工技术的发展,钢拉杆已被公认为一种有效的加固措施而广泛采用。钢拉杆接头处理的好坏将直接影响到抗震效果。我们认为,目前各地较多采用的花篮螺丝联结钢拉杆的方法有以下几点不足:1.钢拉杆接头多,力的传递复杂。2.无论是使用成品花篮螺丝还是自制代用花篮螺丝都会增加钢拉杆的费用。有的还需在钢拉杆端头车丝扣,机加工量很大。
格式:pdf
大小:165KB
页数:未知
人气:81
4.4
VVER核电站不锈钢管道T形坡口焊接 某核电工程核岛辅助工艺管道的连接完全是采用焊接方法来实现的,焊接接头形式以对接接头为主。所设计的不锈钢管道坡口形式为最常见的t形坡口,与既往核电项目相比较,不锈钢管道焊接接头的坡口及组对形式有所不同,所设计的t形坡口钝边大、间隙小,若采用常规大摇摆的焊接手法,难以保证根部焊缝焊透且易出现凹陷等缺陷,但这种坡口组对间隙小、工件变形量小、填充熔敷金属少、节约焊材、可提高工作效率。
格式:pdf
大小:242KB
页数:3P
人气:81
4.5
不锈钢复合钢板焊接裂纹 针对经常出现的复合板焊接裂纹问题,结合金相检验、理化试验,利用舍夫勒图进行原因分析。结果表明,过渡区马氏体组织的生成,异种钢接头的热应力是产生焊接裂纹的主要原因。减小熔合比是防止裂纹产生的关键。
精华文档 包钢Q690D钢板斜Y坡口焊接裂纹试验
格式:pdf
大小:719KB
页数:2P
人气:81
4.5
钢结构厚板焊接裂纹的补焊技术 针对某建筑钢结构焊接施工过程中出现的裂纹,分析了产生的原因,并在其补焊可行性分析的基础上,提出了切实可行的裂纹焊接修复工艺方案,补焊修复获得成功。
格式:pdf
大小:53KB
页数:未知
人气:81
4.5
钢板(Q345B)热切割、焊接裂纹分析 在起重机主梁焊接生产中使用的q345b钢板,厚度为28mm。其在下料热切割及焊接生产中,出现许多小裂纹,我们对出现裂纹和未出现纹的钢板,经材质化学成分检验,力学性能试验,均符合国家技术标准规定,再进行金相高倍组织检验分析,查找出钢板本身存在严重带状组织缺陷,为热切割及焊接后,钢板(母材)出现的裂纹,是由钢板本身存在严重带状组织所致。本文主要从金相高倍组织检验分析方面,作以介绍。
格式:pdf
大小:308KB
页数:4P
人气:81
4.5
郁金香坡口焊接接头焊后TIG重熔数值模拟 针对高速转向架构架上新设计的郁金香坡口焊接接头,运用abaqus有限元软件对该形式接头多道焊和焊后tig重熔处理进行了数值模拟,分别计算了多道mag焊和焊后tig重熔处理的温度场、残余应力场和应变,对比分析该接头形式mag焊后和tig重熔处理后在不同路径下的横向与纵向残余应力及应变分布。结果表明,tig重熔影响区产生的新残余应力值较多道mag焊时大幅增加且以拉应力为主,tig重熔产生的焊接变形主要在板厚方向,计算结果对结构设计具有一定指导意义。
格式:pdf
大小:58KB
页数:3P
人气:81
4.4
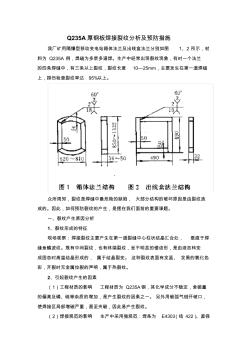
q235a厚钢板焊接裂纹分析及预防措施 我厂矿用隔爆型移动变电站箱体法兰及出线盒法兰分别如图1、2所示,材 料为q235a例,焊缝为多层多道焊。生产中经常出现裂纹现象,有时一个法兰 的四条焊缝中,有三条以上裂纹,裂纹长度10—25mm,主要发生在第一道焊缝 上,探伤检查裂纹率达95%以上。 众所周知,裂纹是焊缝中最危险的缺陷,大部分结构的破坏原因是由裂纹造 成的。因此,如何预防裂纹的产生,是摆在我们面前的重要课题。 一、裂纹产生原因分析 1、裂纹形成的特征 现场观察:焊接裂纹主要产生在第一道裂缝中心柱状结晶汇合处,垂直于焊 缝鱼鳞波纹。既有中间裂纹,也有终端裂纹,呈不明显的锯齿形,是由液态转变 成固态时高温结晶形成的,属于结晶裂变。这种裂纹表面有发蓝、发黑的氧化色 彩,开裂时无金属拉裂的声响,属于热裂纹。 2、引起裂纹产生的因素 (1)工程材质的影响工程材质为q2
格式:pdf
大小:203KB
页数:未知
人气:81
4.7
Q235A厚钢板焊接裂纹分析及预防措施 我厂矿用隔爆型移动变电站箱体法兰及出线盒法三分别如图1、2所示,材料为q235a钢,焊缝为多层多道焊。生产中经常出现裂纹现象,有时一个法兰的四条焊缝中,有三条以上裂纹,裂纹长度10~25mm,主要发生在第一道焊缝上,探伤检查裂纹率达95%以上。
最新文档 包钢Q690D钢板斜Y坡口焊接裂纹试验
格式:pdf
大小:16KB
页数:1P
人气:81
4.6
高强度钢板:q690c钢板q690c热轧钢板 将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即 成为:热轧钢板、平整热轧钢卷、纵切带等产品。 【热轧钢板】【执行标准】【化学成分】 【冷轧钢板】【力学性能】【特厚钢板】 0635-8887186135_6129_1801 【山东宝雷钢铁库存】 材质规格 山 东 宝 雷 钢 铁 库 存 q690c14*2200 q690c16*2200 q690c18*2200 q690c20*2200 q690c22*2200 q690c24*2200 q690c25*2200 q690c28*2200 q690c30*2200 q690c32*2200 q690c35*2200 q690c40*2200 q690c45*2200 q690c50*2200 q6
格式:pdf
大小:13KB
页数:8P
人气:81
4.5
q690高强度钢板的焊接工艺 q690高强度钢板气体保护焊焊接质量,对zy10000/26/25液压支架起到举 足轻重的作用,考虑到q690高强度钢板焊接接头的强度,焊前预热,选择 不同的焊接工艺方法和焊接材料,将直接影响焊接质量,本文主要从q690 高强度钢板在大采高支架顶梁方面的气体保护焊焊前准备及焊接过程等的 工艺方面论述,制定出合理的焊接工艺。 q690高强度钢板在屈服强度高,焊接性能好,主要应用于港口机械、起 重机、煤矿机械、挖掘机等。十一五规划中:煤炭行业的技术进步和结构 调整将对煤炭用钢提出新要求:一是钢材用量将有较大幅度提高,对钢材 质量性能提出了更高要求。木支护等落后开采式会被取代,锚杆支护是煤 炭巷道支护技术的发展方向,预计2010年锚杆支护用钢量将达350万吨以 上。为提高煤矿巷道安全性,高强度、高韧性、有一定抗冲击性的钢材(如 82b钢绞线等)需求
格式:pdf
大小:106KB
页数:未知
人气:81
4.6
掘锚机Q690高强度钢板的焊接工艺 q690高强度钢板气体保护焊焊接质量,对我公司生产的ebz150d机载掘锚一体机起到举足轻重的作用,考虑到q690高强度钢板焊接接头的强度,焊前预热,选择不同的焊接工艺方法和焊接材料。将直接影响焊接质量,本文主要从q690高强度钢板在机栽掘锚一体机滑动架的气体保护焊焊前准备及焊接过程等的工艺方面制定出合理的焊接工艺。
格式:pdf
大小:662KB
页数:8P
人气:81
4.5
随着海上石油开发逐步走向深海,海洋平台的建设和深水铺管作业对起重设备的性能要求越来越高。双八千起重机安装在深水半潜式铺管起重铺管船上,具有起重量大、工作幅度大等特点。臂架是整机的重要承载构件,须满足足够的强度、刚度和稳定性要求。因此,选用合适的钢材,开发合适的焊接工艺至关重要。针对这些特点,双8000t大型起重机臂架的材料采用屈服极限为690mpa的高强度钢,并对其进行了焊接工艺开发。通过显微硬度分析、拉伸、弯曲、冲击试验,评定焊接接头的性能。结果表明,在对加筋桁架和箱型组合结构的起重机臂架采用q690d高强度钢焊接工艺的研究中,攻克了高强钢的焊接工艺技术,控制了起重臂的自重变形和焊接变形,保证了整机的制造质量。
格式:pdf
大小:134KB
页数:未知
人气:81
4.3
厚板钢结构焊接裂纹控制措施 工业厂房框架钢结构构件较大、钢板厚、焊接熔敷金属量大、节点复杂、残余应力大、容易出现裂纹,影响焊接质量。为防止裂纹的产生,通过改善焊缝性能,焊前预热母材,采用合理的焊接工艺和节点设计等有效措施,确保了工程质量。
格式:pdf
大小:61KB
页数:3P
人气:81
4.4
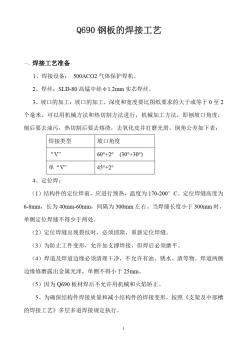
天晟结构件 q690高强度钢板的焊接工艺 1.个结构件在点组时必须按规定点组。点组时的定位焊缝焊脚高为 7mm-8mm,长为20mm-50mm,间隔为200mm-300mm。当焊缝长度不 足700mm时,单侧定位焊缝不得少于两处。 2.定位焊缝出现裂纹时,必须清除,重新定位焊缝。 3.防工件变形撑拉筋,按图示位置焊接。 4.焊道及焊道边缘必须清理干净,不允许有油、锈水、渣等物。焊 道边缘清理单侧不得小于20mm。 5.q690板材焊后不允许用压力机和火焰矫正,采用顶梁加两道被 筋,掩护梁两件背对背焊接。被筋用δ=40mm钢板下料,尺寸 见图。 6.当焊角高度大于10mm和焊接坡口深度大于12mm时采用多层多道 压焊的焊接方法。10mm-12mm焊缝,焊二层3道;14mm-16mm, 焊二层4道;18mm焊缝,焊三层7道;保护气体为80%ar+20
格式:pdf
大小:167KB
页数:2P
人气:81
4.4
S690Q高强钢焊接工艺探讨 为了研究s690q钢的焊接性,对s690q+s690q高强钢做斜y形坡口焊接裂纹试验,焊接方法采用80%ar+20%co2混合气体保护焊,焊丝使用sld-80,在不同的预热温度试验条件下,观察表面、断面裂纹率,确定焊接预热温度。根据得到的预热温度,采用sld-80焊丝进行熔透焊焊接的s690q钢对接试板,可以得到与母材等强的焊接接头,并且焊接接头具有优良的综合机械性能。
文辑创建者
我要分享 >
职位:幕墙门窗预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐