八钢热轧花纹钢板轧辊加工工艺的改进
2024-05-31
八钢热轧薄板厂自投产以来,由于疆内缺乏花纹钢板轧辊的加工能力,一直没有进行花纹钢板的生产。介绍了对热轧厂原来的CK84160重型数控车床进行改造,将原有车削功能改造成具有车和铣两大功能,在不改变原有功能的基础上,增加了铣削功能,使加工花纹钢板轧辊成为现实,热轧薄板厂也实现了花纹钢板的批量生产。
编辑推荐下载
格式:pdf
大小:106KB
页数:3P
人气:57
 4.8
4.8

 热轧花纹钢板的质量问题和预防措施
热轧花纹钢板的质量问题和预防措施 在攀钢钒1450热轧板厂热轧花纹板产量逐年增加的情况下,提高产品的质量尤为重要。而在生产过程中出现的翘头、轧辊边部剥落、掉肉等情况,大大影响了热轧花纹板的质量。本文通过分析其形成原因及危害,针对该厂提出了改进建议和预防措施。
格式:pdf
大小:76KB
页数:5P
人气:57
4.7
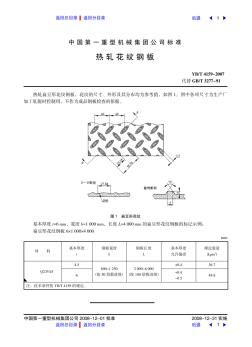
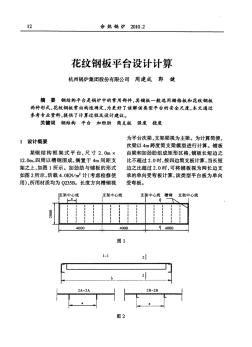
宝山钢铁股份有限公司企业标准 q/bqb390-2003 热连轧花纹钢板及钢带代替q/bqb390-1999 1范围 本标准规定了热连轧扁豆形花纹钢板及钢带的尺寸、外形、技术要求、检验和试验、包装、 标志及质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的扁豆形花纹热连轧钢带以及由此横切成的钢板, 以下简称钢板及钢带。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后 所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协 议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本 标准。 gb/t222-1984钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/t228-2002金属材料室温拉伸试验方
热门文档 八钢热轧花纹钢板轧辊加工工艺的改进
格式:pdf
大小:123KB
页数:6P
人气:57
4.7
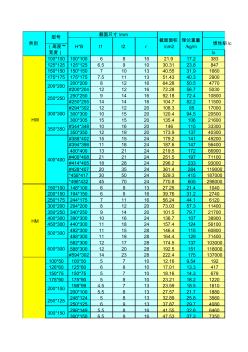
ix 100*100100*100681021.917.2383 125*125125*1256.591030.3123.8847 150*150150*1507101340.5531.91660 175*175175*1757.5111351.4340.32900 200*2008121664.2850.54770 #200*20412121672.2856.75030 250*2509141692.1872.410800 #250*255141416104.782.211500 #294*302121220108.38517000 300*300101520120.494.520500 300*305151520135.410621600 #344
格式:pdf
大小:17KB
页数:1P
人气:57
4.7

恒载活载 0.52 钢板长度(mm)钢板宽度(mm)钢板厚度(mm)设计值标准值 200050063.42.5 长宽比值弯矩系数(表)挠度系数(表)弯矩 40.10.110.085 强度验算(mpa)11.8055556满足 挠度验算(mm)0.38627068满足 说明:使用日期:2019/9/18 1.本程序用于选择花纹钢板厚度,黑底部分需要干预。 2.其中弯矩系数和挠度系数请查钢结构设计手册580页。 加劲肋翼缘宽b-chy2 1801749677 厚度(mm)t26加劲肋跨度弯矩均布荷载 高度(mm)h9020000.851.7 面积(mm2)1620 y靠上形心(mm)19 惯性矩(mm4)1197180 抵抗矩下(mm3)15547.79221 抵抗矩上(mm3)
格式:pdf
大小:865KB
页数:9P
人气:57
4.5

中华人民共和国国家标准 碳素结构钢 udc669.14.018.29 gb700-88 代替gb700-79 本标准参照采用is0630《结构钢》。 1主题内容与适用范围 .本标准规定碳素结构钢的技术条件。 .本标准适用于一般结构钢和工程用热轧钢板,钢带、型钢、棒钢。该产品可供焊接、绑接、栓接构件用,一般在供应状态 下使用。 .本标准规定的化学成分适用于钢锭〈包括连铸坯〉、钢坯及其制品。 2引用标准 .gb222钢的化学分析用试样取样法及成品化学成分允许偏差 .gb223钢铁及合金化学分析方法 .gb228金属拉伸试验方法 .gb232金属弯曲试验方法 .gb247钢板和钢带验收、包装、标志及质量证明书的一般规定 .gb2101型钢验收、包装、标志及质量证明书的一般规定 .gb2106金属夏比〈v型缺口〉冲击试验方法
格式:pdf
大小:163KB
页数:2P
人气:57
4.7
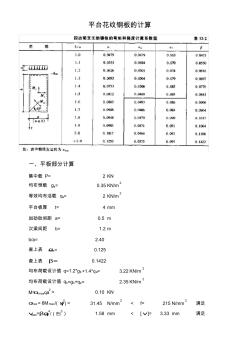
一、平板部分计算 集中载p=2kn 均布恒载gk=0.35kn/m 2 等效均布活载qe=2kn/m 2 平台板厚t=4mm 加劲肋间距a=0.5m 次梁间距b=1.2m b/a=2.40 查上表αmax=0.125 查上表β=0.1422 均布荷载设计值q=1.2*gk+1.4*qe=3.22kn/m 2 均布荷载设计值qk=gk+qe=2.35kn/m 2 m=αmaxqa 2 =0.10kn σmax=6mmax/(γxt 2 )=31.45n/mm 2 <f=215n/mm 2 满足 νmax=βqka 4/(et3)1.58mm<[ν]=3.33mm满足 平台花纹钢板的计算 二、带肋部分计算(钢板肋) 跨度l=b=1.2m 肋高h=50
格式:pdf
大小:24KB
页数:1P
人气:57
4.5
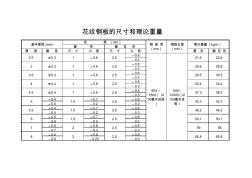
厚度偏差尺寸公差尺寸公差菱形扁豆形 ﹢0.8 ﹣0.3 ﹢0.8 ﹣0.3 ﹢0.8 ﹣0.3 ﹢0.8 ﹣0.3 ﹢0.8 ﹣0.3 ﹢0.4﹢0.7﹢0.8 ﹢0.5﹣0.2﹣0.3 ﹢0.4﹢0.7﹢0.8 ﹣0.5﹣0.2﹣0.3 ﹢0.5﹢0.7﹢0.8 ﹣0.6﹣0.2﹣0.3 ﹢0.5﹢0.8﹢0.8 ﹣0.7﹣0.3﹣0.3 ﹢0.6﹢0.8﹢0.8 ﹣0.8﹣0.23﹣0.365.8 花纹钢板的尺寸和理论重量 46.2 50.150.1 5958 34.4 37.338.3 42.342.3 22.6 25.626.6 29.530.5 2.5600-- 1800(以 50毫米进级 ) 600-- 12000(以 100毫米进 级) 21.6 33.4 46.2 6
精华文档 八钢热轧花纹钢板轧辊加工工艺的改进
格式:pdf
大小:163KB
页数:2P
人气:57
4.7
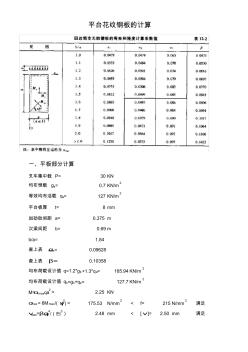
一、平板部分计算 叉车集中载p=30kn 均布恒载gk=0.7kn/m 2 等效均布活载qe=127kn/m 2 平台板厚t=8mm 加劲肋间距a=0.375m 次梁间距b=0.69m b/a=1.84 查上表αmax=0.09628 查上表β=0.10358 均布荷载设计值q=1.2*gk+1.3*qe=165.94kn/m 2 均布荷载设计值qk=gk+qe=127.7kn/m 2 m=αmaxqa 2 =2.25kn σmax=6mmax/(γxt 2 )=175.53n/mm 2 <f=215n/mm 2 满足 νmax=βqka 4/(et3)2.48mm<[ν]=2.50mm满足 平台花纹钢板的计算 二、带肋部分计算(钢板肋) 跨度l=b=0.
格式:pdf
大小:388KB
页数:2P
人气:57
4.6
花纹钢板平整技术的开发及应用 介绍了一种新型平整技术——热轧花纹钢板缺陷修复技术的开发研究及应用效果。该技术的开发成功,解决了热轧薄规格花纹板浪型缺陷的修复问题,使产品质量明显提高。

格式:pdf
大小:35KB
页数:2P
人气:57
4.6
花纹钢板的基本厚度及允许偏差和理论重量: gb3277-82 菱形花纹钢板 基本厚度mm纹高 mm 允许偏差mm理论重量 kg/m2基本厚度纹高 2.51.0±0.3 +0.5 -0.221.6 3.01.0±0.3 +0.5 -0.225.6 3.51.0±0.3 +0.5 -0.229.5 4.01.0±0.4 +0.5 -0.233.4 4.51.0±0.4+0.5-0.237.3 5.01.5 +0.4 -0.5 +0.5 -0.4 42.3 5.51.5 +0.4 -0.5 +0.5 -0.446.2 6.01.5 +0.5 -0.6 +0.5 -0.4 50.1 7.02.0 +0.5 -0.7 ±0.559.0 8.02.0 +0.6 -0.8±
格式:pdf
大小:543KB
页数:17P
人气:57
4.4
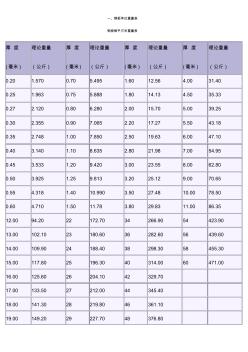
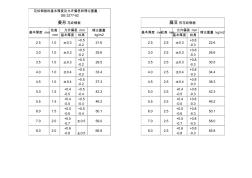
一、钢板单位重量表 钢板每平方米重量表 厚度 (毫米) 理论重量 (公斤) 厚度 (毫米) 理论重量 (公斤) 厚度 (毫米) 理论重量 (公斤) 厚度 (毫米) 理论重量 (公斤) 0.201.5700.705.4951.6012.564.0031.40 0.251.9630.755.8881.8014.134.5035.33 0.272.1200.806.2802.0015.705.0039.25 0.302.3550.907.0652.2017.275.5043.18 0.352.7481.007.8502.5019.636.0047.10 0.403.1401.108.6352.8021.987.0054.95 0.453.5331.209.4203.0023.558.0
最新文档 八钢热轧花纹钢板轧辊加工工艺的改进
格式:pdf
大小:78KB
页数:14P
人气:57
4.5
喜科墨(江苏)针状焦科技有限公司6 万吨年针状焦项目室外钢结构工程 花 纹 钢 板 施 工 方 案 江苏恒久钢结构建设集团有限公司 2014年2月 精品文档 . 室外管架钢结构工程花纹钢板专项施工方案 一、编写依据 1、依据本工程图纸 2、《建筑结构荷载规范》gb50009-2006 3、《钢结构设计规范》gb50017-2003 4、《碳素结构钢》gb700-88 5、《建筑钢结构焊接规程》jgj81-2002 6、《钢结构工程施工质量验收规范》gb50205-2001 二、适用范围 本施工工艺适用于本工程钢平台位置及其他平台位置 三、施工工艺流程 放线—下料—组装、焊接—校正—安装—检验—结束 三、施工工艺质量控制要求 1、花纹钢板切割磨边后,应平整后才能进行焊接。 2、原材料应使用机械切割,切割后应打磨毛刺,施工切割毛料一 律打磨
格式:pdf
大小:80KB
页数:14P
人气:57
4.6

喜科墨(江苏)针状焦科技有限公司6 万吨年针状焦项目室外钢结构工程 花 纹 钢 板 施 工 方 案 江苏恒久钢结构建设集团有限公司 2014年2月 2 室外管架钢结构工程花纹钢板专项施工方案 一、编写依据 1、依据本工程图纸 2、《建筑结构荷载规范》gb50009-2006 3、《钢结构设计规范》gb50017-2003 4、《碳素结构钢》gb700-88 5、《建筑钢结构焊接规程》jgj81-2002 6、《钢结构工程施工质量验收规范》gb50205-2001 二、适用范围 本施工工艺适用于本工程钢平台位置及其他平台位置 三、施工工艺流程 放线—下料—组装、焊接—校正—安装—检验—结束 三、施工工艺质量控制要求 1、花纹钢板切割磨边后,应平整后才能进行焊接。 2、原材料应使用机械切割,切割后应打磨毛刺,施工切割毛料一 律打磨光洁。 3、
格式:pdf
大小:8KB
页数:1P
人气:57
4.5

花纹钢板厚度(mm)5 肋板间距(mm)500 肋板宽度(mm)1600 肋板厚度(mm)5 肋板高度(mm)90 荷载设计值(n/mm2)0.00584 组合截面wx(mm3·m)10132 组合截面ix(mm4·m)686090 花纹板截面wx(mm3·m)4167 花纹板截面ix(mm4·m)10417 板弯矩38.08696<215 板挠度2.214806<3.333333 肋弯矩195.0052<215 肋挠度1.758425<6.4
格式:pdf
大小:28KB
页数:1P
人气:57
4.8
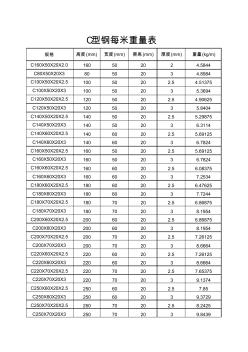
规格高度(mm)宽度(mm)唇高(mm)厚度(mm)重量(kg/m) c160x50x20x2.0160502024.5844 c80x50x20x380502034.8984 c100x50x20x2.510050202.54.51375 c100x50x20x3100502035.3694 c120x50x20x2.512050202.54.90625 c120x50x20x3120502035.8404 c140x50x20x2.514050202.55.29875 c140x50x20x3140502036.3114 c140x60x20x2.514060202.55.69125 c140x60x20x3140602036.7824 c160x50x20x2.5
格式:pdf
大小:281KB
页数:未知
人气:57
4.7
数控轧辊车床增加花纹钢板轧辊铣削功能 对数控车床进行改进,增加花纹板轧辊铣削主轴全闭环装置,结合原有数控车床的两个全闭环的线性轴(x、z轴),实现三轴二联动,使a轴具备准确分度,x轴、z轴具有自动移动功能,且在加工中断后可以准确续接,实现了花纹板轧辊数控全闭环铣削控制.改造后,数控车床具有车削和铣削两大功能.
格式:pdf
大小:249KB
页数:未知
人气:57
4.4
新型组合花纹钢板的研制 为了满足各部门对外形美观大方、性能优良的花纹钢板的需求,本溪钢铁公司与东北工学院联合进行了新型组合花纹板的研制,并于1989年9月在国产1700mm轧机上成功地生产出组合型花纹板,并取得了较好的经济效益和社会效益。
文辑创建者
我要分享 >
职位:给排水专业监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐