八钢中厚板粗轧机差速器的改造设计
2025-02-08
针对八钢4200mm/3500mm中厚板粗轧机主压下同步差速器运行存在的问题进行了分析。采用板材轧机压下装置同步技术对厚板轧机主压下同步差速器进行改造,实现同步差速离合联轴器高效、平稳、安全运行。

介绍对中厚板粗轧机除鳞水系统、工作辊冷却水系统、支承辊冷却水系统进行了技术改造,生产的连续化和自动化水平取得进步和提高。

简要介绍对中厚板精轧机导卫装置与水冷系统、阶梯垫调整装置与测压仪装置、工作辊弯辊装置、液压agc装置、顶帽传感器进行了技术改造。使产品尺寸精度控制技术、板形控制技术、表面质量控制技术、力学性能控制技术、自动化控制技术、生产的连续化取得进步和提高。
编辑推荐下载
格式:pdf
大小:297KB
页数:3P
人气:88
 4.8
4.8

本文介绍了济钢中厚板厂3200mm四辊粗轧机主传动系统的改造过程,并介绍了交错式万向接轴的应用,这对于提高中厚板轧机主传动轴万向节的承载能力具有重要意义。
格式:pdf
大小:516KB
页数:4P
人气:88
4.4
 八钢中厚板轧后加速冷却系统简述
八钢中厚板轧后加速冷却系统简述 针对八钢中厚板厂轧线的实际情况,为了提高轧制生产效率和产品质量,扩充轧制钢种和规格,设置了一套中板轧后快速冷却系统。系统主要包括超高密度层流、中位水箱水量优化分配、高位水箱自动变频供水等先进技术,系统同时采用了高性能的西门子s7-400plc进行综合控制。系统功能完善、控制精度高。
热门文档 八钢中厚板粗轧机差速器的改造设计
格式:pdf
大小:340KB
页数:3P
人气:88
4.5
八钢中厚板MES系统设计与实践 以八钢中厚板mes系统为研究对象,阐述了八钢中厚板mes系统的功能,对系统的软件结构及作业流程进行了详细论述。阐明了八钢中厚板mes系统的设计实施,解析了中厚板mes系统对制造执行所起作用。
格式:pdf
大小:77KB
页数:1P
人气:88
4.3
2008年12月8日11时,随着宝钢股份副总经理、宝钢分公司总经理蒋立诚的一声令下,一块红彤彤的钢坯从加热炉缓缓驶向轧机,经过转钢及7个道次轧制后,顺利驶向精轧机,产出2块合同钢板。这一连串完美的运行标志着宝钢分公司厚板厂二期粗轧机改造项目热负荷试车一次成功。
格式:pdf
大小:336KB
页数:1P
人气:88
4.6
济钢中厚板精轧机材料跟踪系统 本文介绍了济钢中厚板轧机跟踪系统的构成和原理:分析了板坯和钢板的注册、注销方式:论述了自动同步、同步窗口和跟踪修正等系统功能。该系统试运行结果表明其完全可为生产控制提供有力保证。
格式:pdf
大小:246KB
页数:2P
人气:88
4.5
宽带粗轧机电流偏差的消除 针对莱钢1500mm宽带粗轧机上下辊电机电流偏差大的现象,优化雪橇轧制与负荷平衡控制,消除负荷不平衡造成的电流偏差。
格式:pdf
大小:306KB
页数:4P
人气:88
4.5
收稿日期:2003211220 基金项目:“十五”国家重大装备研制项目(no.zz0113a040201)? 作者简介:矫志杰(1976-),男,山东龙口人,东北大学博士研究生;王国栋(1942-),男,辽宁大连人,东北大学教授,博士生导师? 第25卷第5期 2004年5月 东北大学学报(自然科学版) journalofnortheasternuniversity(naturalscience) vol125,no.5 may2004 文章编号:100523026(2004)0520412204 首钢中厚板轧机过程控制系统 矫志杰1,何纯玉1,陈 波2,王国栋1 (1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳 110004
精华文档 八钢中厚板粗轧机差速器的改造设计
格式:pdf
大小:267KB
页数:5P
人气:88
4.5
快速控制冷却(acc)系统在八钢中厚板的应用 摘要八钢中厚板厂acc系统存在时有通讯中断、侧喷丢失、 数据传输交换问题、acc区域速度下降等问题。通过改进实际速度 与设定速度不一致和编码器的安装方式,修改精轧机控制程序等措 施,解决了存在的问题,满足了开发x60、jg670db等新钢种的要 求。 关键词快速控制冷却acc系统侧喷 一、概述 八一钢铁股份有限公司轧钢厂中厚板分厂(简称八钢中厚板分厂) 轧后快速控制冷却系统(acc)采用的是北京科技大公司的产品, 主要是通过最终受控轧制或热机轧制之后的钢板立即进行受控冷 却的方法,来促使晶粒细化以及增加珠光体和贝氏体的体积比,以 满足某些特殊钢材的要求。该系统于2011年7月份开始投入钢种 试验工作,由于系统存在时有通讯中断故障、信号交接故障、物料 跟踪故障等问题,经常造成钢板停在acc水幕下而被浇黑
格式:pdf
大小:189KB
页数:3P
人气:88
4.4
酒钢中厚板轧机工厂控制网络分析 设计良好的工厂控制网络为稳定生产提供了可靠保障。本文结合实际,通过对网络通讯设备的功能和数据交换技术的分析,阐述了工厂控制网络的技术要求,从理论上解释了配置工厂控制网络的方法,以期为同类系统的设计提供可借鉴的实例。
格式:pdf
大小:357KB
页数:16P
人气:88
4.5
1 精品轧钢粗轧机安装工法 中冶集团华冶资源公司邯郸机电安装分公司 尹莉峰张金平张存柱李占斌 1前言 精品轧钢粗轧机安装工法,主要是针对精品轧钢粗轧机本体、粗轧机主电机等设备的施工方法。 本工法是我单位在多年的同类或类似设备施工过程中,不断的总结施工经验,多次对施工方法进行 改进、提高和完善而形成的。 根据本工法施工的邢台钢铁有限责任公司建设的精品钢轧钢工程是邢台钢铁有限责任公司提升 产品档次,改善品种结构的重要举措之一。我单位在该工程中成功的运用了本工法,由于施工方法 得当,施工计划安排合理,在设备到货滞后近3个月的情况下,我单位仅用40余天的时间完成设备 及附属管道、液压润滑系统等的安装工作,从而确保了设备的按期投产,为各方面都取得良好的经 济效益和社会效益。邢钢精品钢轧钢工程荣获2009年河北省优质工程。 2工法特点 2.1施工技术完善,确保安装质量
格式:pdf
大小:248KB
页数:3P
人气:88
4.8
首钢中厚板厂升级改造四辊轧机主传动控制系统 结合首钢中厚板厂升级改造四辊轧机主传动控制系统,对交交变频调速系统的原理、构成及调速性能等方面进行分析和阐述。在该系统中,触发脉冲采用光纤传输形式,有利于提高系统的抗扰性能。
格式:pdf
大小:105KB
页数:3P
人气:88
4.7
济钢第二小型轧钢厂对横列式轧机进行连铸坯一火成材改造,增加540mm粗轧机,重新设计孔型系统和轧制道次,并进行参数校核计算。实践证明,改进工艺设计合理,轧机作业率提高
最新文档 八钢中厚板粗轧机差速器的改造设计
格式:pdf
大小:847KB
页数:4P
人气:88
4.3
中厚板轧机速度制度的优化设计 立足于国内大部分中厚板轧机的速度依赖于人工经验设定的现状,依据轧制过程中纯轧时间与间歇时间之间此消彼长的关系,建立了以保证终轧温度为主、以生产效率为次的双重目标最优化数学模型,并对咬入速度、稳定轧制速度和抛钢速度的临界值进行分析,将其作为目标函数的约束条件。现场在线应用结果表明:给出的速度设定模型具有很高的安全性,在将终轧温度控制在允许范围内的条件下,每块钢的平均轧制总时间较之前缩短了5.72s,具有良好的应用前景。
格式:pdf
大小:2.2MB
页数:2P
人气:88
4.5
bd2轧机设备是此生产线重要的工艺设备,可进行多孔型、多道次可逆轧制。由bd1开坯出来的轧件在此进行粗轧初步成形、方坯终轧成形,无论生产型钢、重轨或方坯,bd2轧机设备的状况对工艺的影响都非常关键。本文重点阐述bd2粗轧机机械设备的优化改造原因、内容、过程及效果。
格式:pdf
大小:318KB
页数:2P
人气:88
4.4
热轧带钢粗轧机后防撞引板的设计 为解决热轧带钢生产中粗轧出口轧件因扣头而撞坏机后辊道和导板问题,在轧机和机后第1个辊道之间增设了防撞引板,介绍了该引板的结构、动作原理和使用效果。
格式:pdf
大小:304KB
页数:2P
人气:88
4.7
南钢中厚板卷厂轧钢计划优化 对南钢中厚板卷厂轧钢生产计划安排上遇到的问题进行分析和优化,并对优化后的效果进行评价。
格式:pdf
大小:21KB
页数:1P
人气:88
4.6
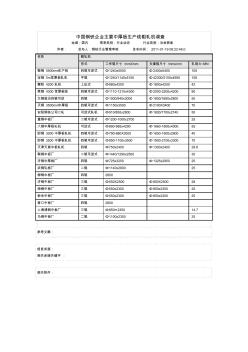
中国钢铁企业主要中厚板生产线粗轧机调查 地域:国内信息类别:行业动态行业类别:冶金装备 作者:发布人:钢铁行业管理审核发布时间:2011-01-1908:22:48.0 名称粗轧机 形式工作辊尺寸/mmxmm支撑辊尺寸/mmxmm轧制力/mn 鞍钢5500mm生产线四辊可逆式φ1240x5500φ2400x5400105 宝钢5m宽厚板轧机平辊φ1240/1140x5100φ42300/2100x4950108 舞阳4200轧机上压式φ980x4200φ1800x420042 莱钢4300宽厚板线四辊可逆式φ1110-1210x4300φ2000-2200x420090 太钢临汾四辊可逆四辊φ1000/940x3000φ1800/1680x280050 天钢3500mm中厚板四辊可逆式φ11
格式:pdf
大小:159KB
页数:未知
人气:88
4.5
包钢宽厚板粗轧机机架吊装技术 介绍了包钢宽厚板粗轧机在厂房±0地面上无法正常起吊的情况下,采用了一系列行之有效的措施,在工作辊换辊横移装置基础上水平摆放机架,然后将机架倾斜到-3280mm的支撑辊换辊基础上,最终安全顺利地将粗轧机两片机架直立吊装就位。
格式:pdf
大小:202KB
页数:未知
人气:88
4.6
八钢中厚板1#液压站抬升缸优化 八钢中板厂1#液压站系统可设定最高压力19mpa,现场设定为16mpa。通过控制1#、2#出钢机抬升装置等液压缸,抬升装置承接出料杆,实现炉子出钢功能。但在开发一些比较重的钢坯时,为保证抬升缸上升过程正常稳定,设备方将液压站系统压力由原来的16mpa提高到18.5mpa,运行约半年,接连发生抬升缸耳轴断裂、缸头断裂等事故。分析认为液压缸安全系数不够,为此对液压缸结构尺寸及材料进行了改进,运行至今不曾发生故障。
格式:pdf
大小:262KB
页数:未知
人气:88
4.5
铜带粗轧机的设计选型 通过对产能、生产方式、投资规模、工厂现实条件等方面进行综合分析,比较几种常见铜带粗轧机的机型特点,确定最合适的设计选型方案。同时对机组重要参数、功能配置、关键设备和系统进行了详细描述,为同类轧机提供设计选型参考和借鉴。
格式:pdf
大小:362KB
页数:4P
人气:88
4.7
粗轧机板坯头部弯曲变形的控制方法 对热轧生产线粗轧机产生板坯头部弯曲变形的原因进行了分析研究,并提出了采用自动化控制系统的控制方法。系统投入运行后,有效防止了粗轧板坯头部弯曲变形的产生,减少了此类事故对设备的损害,简化了操作过程,提高了生产效率。
格式:pdf
大小:109KB
页数:1P
人气:88
4.5
无垫铁安装技术在济钢中厚板厂四辊轧机中的应用 无垫铁安装技术在济钢中厚板厂四辊轧机中的应用
文辑创建者
我要分享 >
职位:暖通弱点电气工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐