板厚为20mm,接头为对接的16MnR钢的焊接工艺
2025-01-17
板厚为 20mm,接头为对接的 16MnR 钢的埋弧焊焊接工艺 班级 :xxxxx 姓名: xxxx 学号: xxxx 一、 16MnR 的化学成分及性能 二、 16MnR 的焊接性 三、焊接方法的选择 四、焊前准备 五、焊接材料 六、工艺参数的制订 七、焊机的选择 八、焊缝检查 16MnR 的化学成分及性能 σs∕MPa σb∕MPa δ(%) Akv∕ J/cm 340 450-655 19-21 ≥31 16MnR 的化学成分及性能 C Si Mn P S ≤0.20 0.20-0.55 1.2-1.6 ≤0.30 ≤0.20 16MnR 的焊接性 16MnR 钢是 Q345 级的低合金高强度结构用钢,是生产中应用最广的钢材料。它只比 Q235 号钢多加入约 1%的 Mn,屈服强度却提高了 40%~50%,而且冶炼、加工性能和焊接性能都 较好,常见交货状态为热轧或正火,

word完美格式 精心整理学习帮手 16mnr钢(板厚12mm)焊条电弧焊焊接工艺评定及焊接工艺 一、母材材质及技术情况 16mnr即为q345c,常作为在锅炉压力容器用钢。即在q235钢的基础上加 了1﹪的锰使屈服强度提高35﹪。16mnr属于低碳锰钢。ce=0.34﹪-0.49﹪。焊 接性能良好。 1.材质性能分析 (1)化学性能分析:表1 表116mnr钢化学成分(%) 成分csimnpsnicr 含量 0.12-0.2 0 0.20— 0.55 1.20-1.90≤0.045≤0.045-- (2)力学性能分析:表2 表216mnr力学成分 σb(mpa)σs(mpa)δ5(%)冲击试验板厚\mm 温度\akv\j 510-640≥345≥2120316-16 (3)焊接性
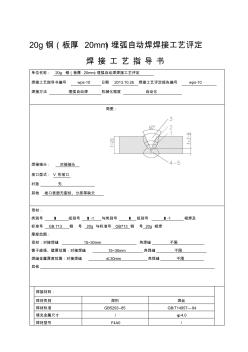
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
编辑推荐下载
格式:pdf
大小:179KB
页数:8P
人气:85
 4.5
4.5
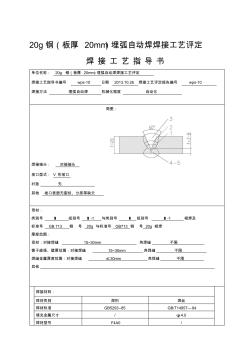
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:179KB
页数:8P
人气:85
4.3
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
热门文档 板厚为20mm,接头为对接的16MnR钢的焊接工艺
格式:pdf
大小:179KB
页数:8P
人气:85
4.3

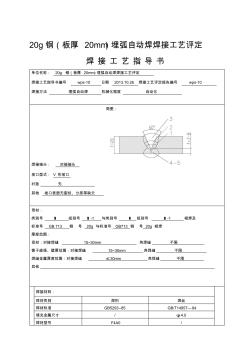
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:22KB
页数:3P
人气:85
4.3
20钢管-管对接的焊接工艺 摘要分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了 20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw) 填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要 求。 关键词焊接工艺;无损检测;压力试验 今年我公司承接了40多台天然气压缩机组。天然气压缩机组主要包括压缩 主机、缓冲罐、分离器和空冷器等设备。其中容器之间采用管子连接,管子材质 为20钢,管子直径在φ=89~168mm范围内,工作介质为天然气,工作压力3.4 mpa。因此,对20钢管对接的焊接工艺性能进行研究,对保证生产质量有着重 大的意义。 120钢管子焊接性分析 20钢管为输送流体用无缝钢管,制造标准gb/t8163,其化学成份(%):c 含量0.20%,si含量0.24%,mn含量0.53%,
格式:pdf
大小:85KB
页数:1P
人气:85
4.8
 20钢管-管对接的焊接工艺
20钢管-管对接的焊接工艺 分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw)填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要求。
格式:pdf
大小:140KB
页数:6P
人气:85
4.4
6mm板厚q235atig焊对接立焊焊接工艺 一、明确任务 1、制定板厚为6mm的q235atig对接立焊焊接工艺设计,q235a是屈服强 度最大值为235mpa的低碳钢,塑性、韧性良好,具有良好的焊接性能和热性能。 q235a化学成分见表1 表1q235a化学成分 牌号等级化学成分(质量分数) q235aa cmnsisp ≤ 0.14~0.220.30~0.50 0.300.0500.045 2、tig焊接的特点 ⑴可焊金属多,氩气能有效隔绝焊接区域周围的空气,它本身又不溶于金属, 不和金属反应。 ⑵适应能力强,钨极电弧稳定,不会长生飞溅,焊缝成形美观。 ⑶焊接生产率低,因tig焊电流小,焊缝熔深浅,熔敷速度小,生产率低。 ⑷生产成本较高,tig焊的惰性保护气体较贵。 3、分析任务 ⑴试件尺寸:300mm×100
格式:pdf
大小:322KB
页数:2P
人气:85
4.4
紫铜管与16MnR管板的焊接工艺研究 采用氩弧焊方法,对紫铜管与16mnr管板的焊接接头的焊接性进行分析与研究,并根据工艺试验与工艺评定的结果,介绍了一套可行的紫铜管换热器产品管板焊接的焊接工艺。
精华文档 板厚为20mm,接头为对接的16MnR钢的焊接工艺
格式:pdf
大小:1.5MB
页数:4P
人气:85
4.4

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:150KB
页数:9P
人气:85
4.7
6mm板厚q235atig焊对接立焊焊接工艺 明确任务; 制定板厚为6mm的q235atig焊对接立焊焊接工艺设计,q235a是屈服强 度最大值为235mpa的低碳钢。塑性,韧性良好,具有良好的焊接性能和 热性能。 表1 牌号等级化学成分(质量分数) q235aa cmnsisp ≤0.14~0.220.30~0.50 0.300.0500.045 tig焊特点: 1、可焊金属多,氩气能有效隔绝焊接区域周围的空气。它本身又溶 于金属,不和金属反应。 2、适应能力强,钨极电弧稳定,不会产生飞溅。焊接成形美观。 3、焊接生产率低,因为tig焊电流小,焊缝熔深浅,熔敷速度小,生 产率低。 4、生产成本高,tig焊惰性气体较贵。 1、分析任务 1、试件尺寸:300mm×100mm×6mm。 2、焊接要求:单面焊双面成形。
格式:pdf
大小:523KB
页数:4P
人气:85
4.8
16MnR焊接接头高能喷丸表面强化的研究 采用16mnr压力容器钢气体保护焊接头进行高能喷丸表面强化试验,利用金相显微镜、扫描电镜、硬度测试以及x射线衍射等方法对不同时间喷丸处理的表层组织形貌、变形层硬度以及晶粒尺寸进行了分析。结果表明,焊接接头的焊缝、热影响区和母材随着喷丸时间的延长,晶粒逐渐细化,表层硬度和硬化层深度逐渐增加,显微硬度随着距表层深度的增加而降低,当喷丸时间120min时,焊缝、热影响区、母材表层硬度可分别提高240hv、215hv、223hv。喷丸时间继续增加,硬度值增幅不明显。综合喷丸时间对表层组织、硬度和变形层深度的影响,焊接接头各区结果都显示120min喷丸处理的样品强化效果最佳。
格式:pdf
大小:109KB
页数:未知
人气:85
4.5
20钢蒸汽管道对接焊焊接工艺 焊接20钢的蒸汽管道时采用氩弧焊打底,焊条电弧焊盖面的焊接工艺,减少了气孔、夹渣和未焊透等缺陷的出现几率,提高了焊接质量和接头的合格率,为以后此类压力管道焊接提供了详实的资料,此工艺经济适用,很有推广价值。
![焊接工艺卡[对接]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB9klEQVQ4T7WUT0iTcRjHP++r01Kbf5p2iHWoTDGbLPpLsboEHgYxhtdUCJGtjA5Z0ugQKyuLmoF0S+oSGnqxOgQSHioWlcIoRBFaVM65tjVTt3ftjfcXQcOW2Oq5/n7fD8+f7/NINQ2+PEP5/BUV9YiEVMoKQkUNS0h3ZoMF7ZKl1XsDmRMr0P/uq0eyOLxhoCRLUEQDqVlChPz/gEybiqg0FjL8MkQ4liRfJ2PdV04wkmBkVOsA7DeVUFyUy4Ons2mFpGV0aOdaXE0bcfdO8fhFiF01erqcVURiCofPjArhvfMm3k0vcLpnIjOoTK9j4GIdgyMzePr8OO1G6ncb0Bfm0uj2EZ1TGOw00zPgp284kBmkvdw+W4uSTNFy+Q29rlpejX/BZqnA0+9nJpygs7WS5gs+pj4u/Bl0zG7EdmAdTW4fd89to+36W5z2DXwKxXkfWBQ9s3X8KPPXWDK1vVuLueTYwsNnQQ6ay7C2v+aodT31ewxMfpgnOpcUPVwWtDpfZqhrO/FEirHJGB23JthRrefa8Sq+Ln7jZr+fR8/TJ5bRR90nq6nbvEaI7j8JCBsMXTWjy5FpcI0JOyybkfZB80nBqhw+RxXiSkpoKkrzkGWYDi2F/HNnZ7204pxYHF4P0Jbl4nZLPw8b0PgX5yQCaIft1HcN4svVcEsFowAAAABJRU5ErkJggg==)
最新文档 板厚为20mm,接头为对接的16MnR钢的焊接工艺
格式:pdf
大小:709KB
页数:3P
人气:85
4.5
不同焊接热输入下B610CF与16MnR异种钢焊接接头性能分析 采用混合气体保护焊,对新开发的低焊接裂纹敏感性钢b610cf与16mnr钢进行对接焊,试验研究了不同焊接热输入下焊接接头的微观组织和力学性能。结果表明,随着焊接热输入的增大,使焊缝区贝氏体含量下降,而且晶粒变粗大,但对两侧热影响区组织影响不明显;焊缝区的冲击性能明显下降,但对两侧热影响区冲击性能以及焊接接头的强度和塑性影响不明显。
格式:pdf
大小:1.7MB
页数:6P
人气:85
4.4
焊接工艺对SMA490BW耐候钢接头腐蚀行为的影响 目的研究转向架焊接构架用sma490bw耐候钢及其在不同焊接工艺条件下制得的焊接接头在模拟工业大气环境下的腐蚀行为。方法采用周浸腐蚀试验方法,利用扫描电镜(sem)、x射线衍射(xrd)和能谱(eds)等方法,研究了腐蚀产物的表面形貌、锈层结构及相组成。结果在模拟工业大气环境条件下,sma490bw耐候钢母材、自动mag焊接头、手工mag焊接头的腐蚀失重率呈先增后减的变化规律,其中自动mag焊接头腐蚀失重率最小,手工mag焊接头腐蚀失重率最大,而sma490bw耐候钢母材居于两者之间。耐候钢母材及其焊接接头腐蚀产物的相组成均为γ-feooh、α-feooh、fe_2o_3和fe_3o_4。经过150h腐蚀后,耐候钢母材及其焊接接头腐蚀产物中cr、ni、cu合金元素含量有所差异,其中自动mag焊焊缝腐蚀产物中cr、ni、cu合金元素含量最高,分别为1.79%、0.23%、0.17%。cr、ni、cu合金元素将直接对耐候钢母材及其焊接接头耐腐蚀性产生影响。结论与手工mag焊接头相比,自动mag焊接头耐蚀性较高的主要原因是焊缝中主要抑制锈层腐蚀的cr、ni、cu合金元素含量较高。
格式:pdf
大小:77KB
页数:未知
人气:85
4.7
16MnR钢板埋弧焊接头侧弯开裂分析 对16mnr钢板焊接试板进行了金相分析。焊接线能量过大,焊丝选择不当是导致冷弯不合格的原因。改用焊丝和调整接工艺参数后,冷弯合格。?
格式:pdf
大小:126KB
页数:1P
人气:85
4.8
浅析板厚为6mm的0Cr18Ni9钢板采用焊条电弧焊的焊接工艺 本文通过一个焊接性性能来探讨0gr18ni9在低温压力容器中的各项性能。就是规格为6×150×300mm的两块0gr18ni9扳水平对接焊接方法就是手工电弧焊。针对这个试验做出完整的焊接工艺评定,并且根据评定要求对式样做相应的无损检验和力学性能的检验,从而来判定0cr18ni9的各项性能。
格式:pdf
大小:65KB
页数:1P
人气:85
4.7
钢结构“H”型钢接头焊接工艺的实施及控制 大庆石化总厂裂解分离装置钢框架由大庆石化设计院设计,大庆建筑安装集团有限责任公司预制安装。钢结构分为压缩机厂房,a、b、c、d、e、f、h、j、l、k等框架组成。钢框架的钢柱、主梁、垂直支撑全部采用"h"型钢,其中压缩机厂房主钢柱为组合""型钢,高22.34米,重8.49吨。钢框架热轧"h"型钢材质钢号为q235b及ss400,进口钢材ss400相当于国产低合金高强度钢。钢框架立柱采用分段对接方式连成一体,"h"型钢腹板之间、翼缘板之间连接采用对口焊接方式。一、材料介绍1、q235b化学成分见表1,力学性能
格式:pdf
大小:140KB
页数:未知
人气:85
4.4
20钢管与35CrMo钢管接头的焊接工艺 对35crmo钢和20钢管的焊接性进行了分析,在钨极氩弧焊的前提下,采用不同焊接材料和焊后处理措施,焊后对焊接接头进行无损检测和力学性能测试;完成了焊接工艺评定,确定出35crmo钢管接头与20钢管合理的焊接工艺。
格式:pdf
大小:432KB
页数:3P
人气:85
4.4
钢制凸形封头拼接焊接接头的焊接工艺评定 本文按照凸形封头的成形加工工艺、封头材料种类,封头拼接焊接接头的焊接方法和焊后热处理类别,分别叙述封头拼接焊接接头的焊接工艺评定所需项目。
格式:pdf
大小:783KB
页数:2P
人气:85
4.6
**资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:104KB
页数:4P
人气:85
4.4

钢结构柱接头现场焊接工艺的实施及控制 返回 摘要:本文简要介绍了q345c钢材的基本性能,在现场焊接时的焊接工艺及焊接操作基本要领。 关键词:q345c现场焊接工艺 河北定洲发电厂一期工程2×600mw机组的主厂房钢结构由河北电力设计院设计,三门峡水工机械厂制 造。主厂房钢结构分为:除氧煤仓间、加热器平台、汽机房a0-a列柱。钢架的主立柱、梁、垂直支撑全部 采用"h"型钢,母材材质为q345c(属低合金结构钢),钢架主立柱采用分段对接方式连成一体,其中"h" 型钢的腹板采用高强螺栓连接,翼缘板之间的连接采用对口焊接方式。 一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02
格式:pdf
大小:26KB
页数:1P
人气:85
4.7

1 2 4 5 6 7 8 9 10 11 12 13 14 轨道接头对接、接头焊接工时表单位:h/头 序 号 型号截面尺寸(mm) 顶宽×轨高×底宽宽 理论重量 (kg/m) 对接工时 (h/头) 焊接工时 (h/头) 焊后修磨 (h/头) 合计 (h/头) 3.9 p12250×780.730.734 p11(240×95) 2.5 0.680.7 0.824.5 300×85 p18(300×100)3.10.990.87 3p15 280×82 2.70.97 5 p22320×88 3.54 1.1715.7 p24360×98 6.5 p38400×1004.41.811.287.5 1.241.025.8 p30(360×110)3.921.461.12 8.1 p5070×152×1324.922.
文辑创建者
我要分享 >
职位:环境工程或给排水主人工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐