巴陵石化催化再生烟气余热回收系统改造节能环保
2025-01-21
中石化巴陵石化炼油事业部针对催化裂化装置再生烟气中CO(一氧化碳)化学能及显热没有完全得到回收的运行情况,实行节能、环保技术改造,再生烟气能量全部回收,每年新增过热中压蒸汽8.8万t,节约燃料320t,年综合效益1600万元,并实现锅炉尾气CO零排放,促进了长周期运行。

 烟气余热回收系统讲座
烟气余热回收系统讲座 烟气余热回收系统讲座——烟气余热回收系统讲座,摘要:设置烟气余热回收系统的目的,是让燃烧空气吸收烟气余热,降低排烟温度,提高加热炉热效率,大芳烃加热炉除f-2201~2204炉子外均设有烟气余热回收系统回收烟气余热。 烟气余热回收系统由高、低温两段...

兰州石化公司原料动力厂常减压装置随着加工能力的提高,加热炉预热器能力不够,并且由于腐蚀以及过热等原因,使许多热管破裂,导致热管式空气过滤器热效率下降,因此2002年和2003年分两次对热管式空气预热器进行局部改造,由于现场位置的局限性,改造采用利旧设备壳体,并分段采用不同新型热管的方案,改造后热管式空气预热器排烟温度由原来260℃降至180℃以下,加热炉热效率由原来84%提高至88.5%。
编辑推荐下载
格式:pdf
大小:463KB
页数:3P
人气:68
 4.5
4.5

前言山西兰花科创化肥分公司造气车间现有吹风气余热回收装置两套,其中1#吹风气回收装置概况为:φ3800×13625燃烧炉配10t/h余热锅炉,配套造气风机为d450型,一台风机配3台φ2610造气炉生产,制气循环时间为120秒,吹风时间为25-27秒,设计回收4台造气炉吹风气余热,但实际只能回收3台炉左右,2008年以后造气由原来的小籽煤改烧煤球,制气循环时间为130秒,吹风时间为28-30
格式:pdf
大小:90KB
页数:2P
人气:68
4.5

山西兰花科技创业股份有限公司化肥分公司造气车间有吹风气余热回收装置2套,其中1#吹风气回收装置为:ф3800mm×13625mm燃烧炉配10t/h余热锅炉,配套造气风机为d450型,1台
热门文档 巴陵石化催化再生烟气余热回收系统改造节能环保

格式:pdf
大小:146KB
页数:2P
人气:68
4.7
1改造前系统工艺状况山西兰花科技创业股份有限公司化肥分公司2~#吹风气余热回收系统(15t/h)原回收6台φ2610mm的造气炉吹风气。因燃烧炉燃烧空间不足、气体燃烧不充分、在设计时没有考虑到系统排灰装置,尤其在造气系统改烧型煤后,原除尘设备已远不能满足生产需要,造成换热器、锅炉列管堵塞,换热效果差,排烟温度高达200℃,系统正压严重,粉尘含量超标,无法满足生产和环保要
格式:pdf
大小:683KB
页数:2P
人气:68
4.4

天铁集团对高炉冲渣水系统进行改造,将高炉冲渣水的余热用于冬季供暖,取得了很好的余热利用节约能源的效果。
格式:pdf
大小:116KB
页数:2P
人气:68
4.6
烟气余热回收利用与节能分析 从热力学理论上系统分析锅炉烟气回收的合理性及经济性,得出理论节煤量及出水温度,对dzl4-1.25-aii锅炉进行实测分析,其结果与理论分析相吻合,这对锅炉在烟气余热回收的设计及改造上具有重要的参考价值。
格式:pdf
大小:1.0MB
页数:3P
人气:68
4.3
某钢厂蓄热式加热炉大量高温烟气,经常规烟道直接排入大气,造成能源浪费及环境污染,通过余热回收方法利用此部分烟气的热量,产生一定参数的蒸汽并入厂区管网进行综合利用,达到节约能源、保护环境的目的。
精华文档 巴陵石化催化再生烟气余热回收系统改造节能环保
格式:pdf
大小:2.1MB
页数:8P
人气:68
4.5

为尽可能地提高燃气供热能力,分布式热泵调峰技术在热力站处二次网侧采用热泵进行供热调峰,同时利用热泵原理降低一次网回水温度,为热源处低温余热回收创造有利条件,进而提高系统供热效率.为了评价分布式热泵调峰技术在集中供热系统中的可行性和应用效果,以一套二拖一大型9f级燃气蒸汽联合循环背压供热机组为例,对分布式热泵调峰型燃气热电联产烟气余热回收供热系统和常规燃气锅炉调峰供热系统在设计工况及运行工况下进行比较.在系统输入燃气量不变的前提下,新系统较低的回水温度有利于回收更多的烟气余热,在提高系统供热能力、降低供热能耗方面具有优势.节能性和经济性分析表明,该系统供热能耗降低6%,动态增量投资回收期为3.1a,可实现良好的节能、环保和经济效益.
格式:pdf
大小:122KB
页数:1P
人气:68
4.7
煤粉锅炉烟气余热回收的节能改造 我公司热电厂共有3台ug130/3.82-m4煤粉锅炉,自1992年投产以来运行近20年,设计的排烟温度为143℃。现3台锅炉的排烟温度平均在170~190℃左右,严重制约了锅炉的经济运行,同时大大增加锅炉燃烧污染物的排放。
格式:pdf
大小:177KB
页数:1P
人气:68
4.6
近些年,由于我国企业锅炉排烟温度高造成的耗能非常大,导致的污染也非常严重,这应该引起相关部门的注意,相
格式:pdf
大小:85KB
页数:3P
人气:68
4.7
烧结大烟道烟气余热回收节能效果分析 针对烧结大烟道烟气余热目前尚未充分回收和利用,提出应用内置式大烟道烟气余热锅炉回收技术,并将产生的蒸汽并入环冷蒸汽发电系统。结合宣钢3号烧结机上的应用,介绍了该技术的主要设备组成、工艺流程、技术特色和创新。通过对2017年全年蒸汽产量和各种能源介质消耗量统计,计算出年节能量7199.21tce,取得较好的经济效益和社会环境效益。
格式:pdf
大小:72KB
页数:3P
人气:68
4.4
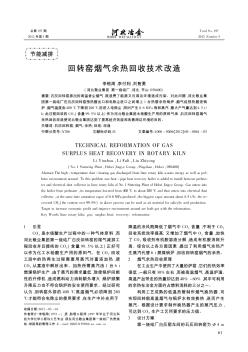
石灰回转窑排出的高温含尘烟气,既浪费了能源又对周边环境造成污染。对此问题,河北敬业集团第一烧结厂在石灰回转窑预热器出口和电除尘进口之间增上1台热管余热锅炉,烟气经预热器进锅炉,烟气温度由400℃下降到200℃后进入电除尘,同时产生0.6mpa饱和蒸汽,最大产气量达到4.5t/h;此过程回收的co2(含量99.5%以上)作为河北敬业集团水杨酸生产用的原料气体,石灰回转窑烟气余热回收改造使河北敬业集团达到了提高经济效益和改善周边环境的目的。
最新文档 巴陵石化催化再生烟气余热回收系统改造节能环保
格式:pdf
大小:92KB
页数:1P
人气:68
4.5

当前化工厂使用的余热回收系统一般是采用鼓、引风机的模式进行强制通风,利用挡板调节的同时导致大部分热量耗费在挡板上,并随着开度变小小耗能增加,以至于运行效率非常低下.本文结合化工厂余热回收系统加热炉的实际运行情况,分析其供暖节能存在的问题,提出对相关余热回收系统的改造和功能调整,确保化工厂余热回收系统的供暖节能高效和安全.
格式:pdf
大小:65KB
页数:2P
人气:68
4.6

简要介绍原吹风气余热回收系统存在的问题,针对存在的问题进行了技术改造。并介绍了改造后的工艺、设备及运行情况,还进行了效益分析。
格式:pdf
大小:225KB
页数:3P
人气:68
3
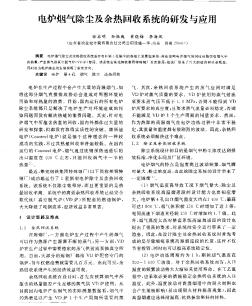
电炉烟气除尘及余热回收系统的研发与应用——电炉烟气除尘及余热回收系统是在电炉第4孔除尘的基础上发展起来的,其在治理电炉烟气的同时还能回收烟气中的热量,产生蒸气供真空脱气炉(vd炉)使用该系统在莱芜钢铁集团特殊钢厂首次使用,给该厂带来了巨大的经济和...
格式:pdf
大小:469KB
页数:3P
人气:68
4.6
对1号高炉热风炉余热回收系统的流程、工作原理、运行中存在的问题及改造的必要性进行了阐述,并对系统改造过程、改造后的实际运行情况进行了总结,系统改造达到了提高热风炉热效率、降低高炉纯水及焦炉煤气消耗的目的。
格式:pdf
大小:659KB
页数:3P
人气:68
4.6
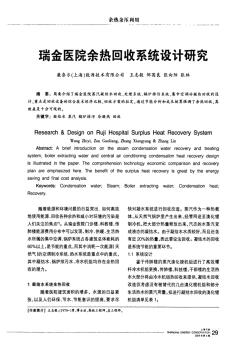
冷凝水回收罐余热回收系统的设计与应用 常压冷凝水回收罐温度较高,其溢流管直通大气,大量蒸汽从溢流管处喷出,造成大量的热能损失,为回收余热,设计了余热回收系统并付诸实施,取得了很好的效果。
格式:pdf
大小:998KB
页数:4P
人气:68
4.4
介绍了封闭的两相传热系统的工作原理,江苏沙钢集团淮钢特钢有限公司80t超高功率电炉除尘余热回收系统改造方案和封闭的两相传热系统布置方案,系统改造后,运行安全平稳,每小时回收蒸汽达15t,每年可节约标准煤7000t以上,减排二氧化碳约1.5万t,二氧化硫约150t,实现了环保和节能双赢。
格式:pdf
大小:83KB
页数:1P
人气:68
4.7
巴陵石化聚丙烯装置节能改造效果好 中国石化巴陵石化公司合成橡胶事业部聚丙烯装置异步缓冲式低压回收系统的节能降耗效果进一步显现,尾气乐缩机每天运行时间比改造前减少8h,日省电1080kw·h。在大量节电的同时,尾气回收气柜每天减少9t液相丙烯,每天尾气侧排火炬携带的丙烯减少60m3(标准),
文辑创建者
我要分享 >
职位:自动控制安全评价师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐