不同浇铸阶段IF钢连铸板坯洁净度
2025-02-18
对采用转炉-RH精炼-连铸工艺生产的IF钢连铸板坯在不同浇铸阶段(开浇、正常、两炉交接及浇铸末期)的铸坯洁净度进行了较为细致地研究和对比分析.由于浇铸初期存在二次氧化及较大程度地增碳,开浇坯[C],[O]T,[N]含量远高于其他时间段的铸坯,并存在较大尺寸的簇群状Al2O3夹杂.正常坯夹杂主要为尺寸较小(≤30μm)的块状及少量簇群状Al2O3夹杂(≤40μm),交接坯及尾坯仍以较小尺寸的块状Al2O3夹杂为主,但存在极少量大于100μm的复合夹杂.

 济钢中薄板连铸机铸坯洁净度分析
济钢中薄板连铸机铸坯洁净度分析 结合济钢中薄板连铸机的生产实践,采用图像分析仪、金相显微镜和扫描电镜能谱仪等检测分析方法,对铸坯的洁净度进行了分析。结果表明,全过程氧含量呈下降趋势,氮含量呈上升趋势,夹杂物沿铸坯厚度方向在中心和内外弧表面分布稍多,宽度方向上分布较均匀,大型夹杂物较少,以<10μm为主,球形夹杂物约占60%以上。提出了强化冶炼操作、铁水预处理、实现钢包下渣自动检测等工艺改进措施。
板坯连铸中间包钢液洁净度的水力学模拟和应用 为改善太钢1040mm×160mm连铸不锈钢板坯质量,通过水力学模拟研究了中间包内钢液的流动,并用直径0.5~1.0mm,密度0.99mg/mm3的聚苯乙烯塑料粒子模拟钢中直径50~100μm夹杂物的排除情况,确定了在中间包内设置挡渣墙和坝流控制方案,并进行409不锈钢1040mm×160mm连铸板的工业试验,结果表明:中间包设置挡渣墙和坝后,铸坯夹杂物总量比中间包无控流装置生产的铸坯降低66%。
编辑推荐下载
格式:pdf
大小:663KB
页数:5P
人气:91
 4.3
4.3
超低碳SPHE钢头尾铸坯洁净度浅析 通过对超低碳冲压钢头尾浇铸阶段铸坯洁净度进行了研究,结果表明:与正常坯t[o]和[n]相比较,头坯和尾坯t[0]均有不同程度的提高,头坯[n]升高的幅度很大,尾坯[n]变化很小;不同浇铸阶段铸坯的显微夹杂物均主要为:tin,al2o-3tin,球状钙铝酸盐类复合夹杂物;正常坯中大型夹杂物数量最少,为1.75mg/10kg,头坯的大型夹杂物最高为8.77mg/10kg,尾坯中大型夹杂物数量为5.71mg/10kg,铸坯中多数大型夹杂物含有na、k,这说明开浇和浇铸末期结晶器卷渣很严重。相比较其他浇铸阶段铸坯,尾坯中mso—al2o3夹杂物的数量没有明显的提高,这说明浇铸末期并未发生比较严重的中间包漩涡卷渣。说明需进一步提高铸坯质量。
格式:pdf
大小:1.0MB
页数:6P
人气:91
4.4
低碳铝镇静钢头坯洁净度研究 低碳铝镇静钢(lcak)常用于生产冷轧板,要求铸坯有高的洁净度。但连铸开浇阶段由于浇铸状态的不稳定,会严重恶化头坯洁净度。从铸坯成分和非金属夹杂物等方面系统研究了一定浇铸条件下低碳铝镇静钢头坯洁净度的变化,并讨论了头坯洁净度的影响因素。结果表明,头坯洁净度在开浇准数达到0.17后趋于稳定,这可为实际生产中铸坯质量评级提供帮助。研究发现恶化头坯洁净度的主要因素是中间包二次氧化,并且除了由空气造成的中间包二次氧化外,更大程度上的二次氧化是由中间包耐火材料及覆盖渣等因素造成的。还提出了几点改善头坯洁净度的措施,为生产实践提供一定的参考。
热门文档 不同浇铸阶段IF钢连铸板坯洁净度
格式:pdf
大小:915KB
页数:5P
人气:91
4.7
低碳钢头坯洁净度研究 采用氧氮分析、金相分析、大样电解分析、扫描电镜及能谱分析等,研究ld—ar站—cc生产的低碳钢头坯不同浇铸长度处的洁净度变化规律,并与正常坯洁净度水平进行对比分析。结果表明,头坯中t[o]和氮含量均随着浇铸长度的增加呈明显的下降趋势;头坯中显微夹杂物数量和大型夹杂物数量随着浇铸长度的增加大体都呈减少趋势;头坯中显微夹杂物主要来源于脱氧产物和二次氧化,大型夹杂物来源于二次氧化、结晶器卷渣、中间包卷渣和钢包引流砂;与正常坯洁净度相比较,头坯洁净度在浇铸长度大于3m以后与正常坯水平相一致。
格式:pdf
大小:118KB
页数:4P
人气:91
4.7
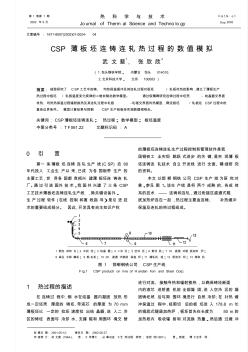
第1卷第1期 2002年9月 热科学与技术 journalofthermalscienceandtechnology vol.1,no.1 sep.2002 文章编号:1671-8097(2002)01-0024-04 收稿日期:2001-05-12;修回日期:2002-06-27. 作者简介:武文斐(1964-),男,工学博士,从事冶金工艺热过程研究;张欣欣(1957-),男,教授,博士生导师. csp薄板坯连铸连轧热过程的数值模拟 武文斐 1,张欣欣2 (1.包头钢铁学院,内蒙古包头014010; 2.北京科技大学,北京100083) 摘要:细致研究了csp工艺中连铸、均热保温缓冲及其连轧过程对板坯
格式:pdf
大小:240KB
页数:5P
人气:91
4.4
太钢三炼钢板坯连铸中包结构优化 采用数值模型方法对太钢第三炼钢厂板坯连铸用中间包内部结构几何参数进行了最优化虚拟实验研究,研究中使用的评价指标是钢液在中间包内平均停留时间等三项时间参数,这些参数值用虚拟的示踪剂的脉冲响应实验测量求得.按l16(215)正交表试验设计安排(四因子二水平)全因子实验.实验结果经方差分析、f检验,确定了有显著性影响的因子,按三项评价指标确定最佳工况是:挡墙位置前移至500mm,下口减少至200mm,墙和坝中心线距离仍维持322mm,坝高仍为272mm.虚拟实验结果表明现生产用中包流动情况良好,采用最佳参数后中间包钢液流动的死区将由现工况的4.80%减至4.37%,采用湍流抑制器后死区可进一步减至1.54%.
格式:pdf
大小:1.6MB
页数:6P
人气:91
4.5
船板钢CCSA板坯连铸二冷系统优化 针对船板钢ccsa板坯角部横裂纹发生率偏高的现象,在高温力学性能测试和铸坯表面温度测量的基础上,分析认为二冷系统造成的铸坯温度分布不合理是其主要成因。采取两项措施来优化二冷系统:改变部分喷嘴型号并调整喷嘴布置;利用修正的板坯连铸凝固传热数学模型对二冷配水进行优化。试验结果表明,二冷系统优化后,铸坯角部温度有了较大提升,角部横裂纹发生率由3.7%降至0.41%。
格式:pdf
大小:100KB
页数:3P
人气:91
4.4
连铸板坯中心裂纹对钢板分层形成的影响 对断面中心有裂纹缺陷的铸坯进行了探测和解剖分析,并对轧制后钢板进行探伤,依照探伤图谱,选择分层缺陷明显的部位,用扫描电镜等对其金相组织、缺陷形态和微区成分进行分析,得出分层部位的缺陷组织主要为沿轧向分布的铁素体带,在其内部沿轧向分布有条状或片状硫化物,是中厚板分层产生的主要原因。通过分析得出轧制时铸坯内部焊合及修复的边界条件:硫化物尺寸控制在5μm以下,硫含量降低到0.02%以下。
精华文档 不同浇铸阶段IF钢连铸板坯洁净度
格式:pdf
大小:349KB
页数:5P
人气:91
4.7
韶钢第三炼钢厂板坯连铸生产实践 针对新投产板坯铸机生产中出现的q345钢粘结漏钢频繁和包晶钢表面纵向裂纹多的状况,分析其原因,并采取相应措施,解决了粘结漏钢问题,提高了铸坯表面质量。
格式:pdf
大小:46KB
页数:1P
人气:91
4.8
首钢迁钢优质板坯连铸技术开发 编号:2010148获奖等级:壹等完成单位:河北省首钢迁安钢铁有限责任公司完成人:张涛、王炳宽、吕永博、王大龙、黄怀富、王建伟、贾建生、杜善国、毕泽阳、李志新、王国连、马威、张晓辉、张颖华、付苏刚项目简介:由首钢和奥钢联联合设计的首钢迁钢1号和2号板坯铸机,在设计上采用了多项先进技术,在投产后结合生产实际和冶炼高级品种钢需要,通过不断地改进、优化、创新,解决了铸机投产后设备功能逐渐退化、精度达不到标准的难题,稳定了炼钢生产、提高了产品质量、加快了品种开发步伐。主要技术创新内容如下:①开发了设备功能精度管理系统,对关键设备参数进行监控,制定了严格的设备精度控制标准,形成了离线精密点检技术、在线检测故障分析技术、电机专家诊断技术等平台,
格式:pdf
大小:104KB
页数:4P
人气:91
4.6
板坯浇铸Q345钢漏钢原因探讨及解决措施 通过研究板坯q345钢液相线温度低、固液两相区宽、初生坯壳收缩量小等凝固特征,系统分析了q345钢粘结漏钢的原因,从保护渣、结晶器、冷却水以及工艺操作等方面针对性地制定了措施,杜绝了粘结漏钢事故,稳定了生产。
格式:pdf
大小:17KB
页数:6P
人气:91
4.4
薄板坯连铸连轧(2)—珠钢csp http://www.***.***2006-12-19 珠钢是国内拥有第1条采用短流程工艺生产热轧薄板生产线的企业。总的生产规 模为160~180万t/a热带材。分两期建设,第一期设计能力约为80万t/a。该 生产线于1999年8月下旬正式投产,一期配备了公称容量为150t的电弧炉和lf 炉;一台薄板坯连铸机;一条直通式辊底炉;一条热连轧线。该厂的电炉csp流 程生产线具有显著特点,其工艺技术能特别经济地生产热轧带钢,经济效益高,投 资费用比采用普通工艺的设备低得多。eaf-lf-csp生产线的生产周期短,从投料 冶炼开始到最终成品,整个周期时间只需2.5h,这是传统生产工艺无法比拟的。珠 钢csp生产线自动化水平高,6机架精轧机组具有高精度的自动化控制系统,板形好 、厚差小、适宜
格式:pdf
大小:329KB
页数:7P
人气:91
4.8
薄板坯连铸连轧(7)—马钢csp http://www.***.***2006-12-19 马钢的薄板坯连铸连轧生产线采用了德国sms-demag集团的csp薄板坯连铸连轧技 术,年设计生产热轧板卷200万吨。 马钢csp产品品种 马钢csp设计的产品大纲:产品规格为:厚度0.8~12.7mm(其中≤2.omm的 占总产量的25%以上);宽度900~1600mm。生产的主要品种有:碳素结构钢、优质 碳素结构钢、地合金高强度结构钢、汽车结构钢、高耐候结构钢、管线钢和超低 碳钢。其中热轧产品的70~80%作为冷轧原料。产品中碳素结构钢(代表钢号 q195~q235)占总量的约50%以上,优质碳素结构钢(代表钢号08、08al、10~35 号钢)约占20%,低合金高强度结构钢(代表钢号q345~q460)约占10%,汽车结 构
最新文档 不同浇铸阶段IF钢连铸板坯洁净度
格式:pdf
大小:336KB
页数:3P
人气:91
4.5
唐钢薄板坯连铸区域二级控制系统 介绍了唐钢薄板坯连铸机二级控制系统的功能,详细阐述了各种功能原理,重点讨论了原理的实现方法。
格式:pdf
大小:752KB
页数:5P
人气:91
4.6
连铸板坯结晶器内钢水流场优化 主要阐述了承钢提钒钢轧二厂为提高产品质量,降耗增效,提出了结晶器流场存在的问题,围绕着改善结晶器流场的思路,重点从保护浇注、振动、浸入式水口方面入手对结晶器流场进行了优化,在生产中取得了显著效果。
格式:pdf
大小:374KB
页数:3P
人气:91
4.7
碳钢板坯连铸凝固模拟 采用开发的凝固模拟系统对0.07%~0.70%碳钢1500mm×150mm连铸板坯凝固过程进行了模拟。研究了化学成分、结晶器水量、二冷区水流密度、拉坯速度和浇注温度对液相穴深度(l)、液固两相区高度(h)、结晶器出口处和二冷区出口处的坯壳厚度(s1和s2)的影响。结果表明,随钢中c%由0.07%增至0.70%时,l值由400cm增至540cm,在0.17%c时h有最小值(100cm),s1和s2有最大值(18mm和52mm)。为保证结晶器出口处的已凝固的坯壳厚度(s1),增大结晶器冷却水流量和降低浇注温度具有明显的效果
格式:pdf
大小:184KB
页数:3P
人气:91
4.4
济钢厚板坯连铸热装直轧工程采用铁水预处理—转炉—精炼—连铸—加热炉—轧机六位一体的连续、高效、快捷的生产工艺,单线紧凑布置,连铸工序采用多项先进技术,使产品质量、生产成本、生产效率得到了优化。
格式:pdf
大小:282KB
页数:3P
人气:91
4.4
宝钢连铸板坯角横裂缺陷的改善 介绍了影响包晶碳钢角横裂的连铸工艺操作和设备。在过去的几年中,集中采取了一系列的措施,改善钢水在结晶器内和二冷区的冷却条件,减少作用在凝固坯壳上的机械应力,使得角横裂缺陷发生率明显减少。
格式:pdf
大小:141KB
页数:未知
人气:91
4.7
连铸板坯中钢的洁净度 在塞得勒钢厂对通过硫印证实存在夹杂物的板坯试样进行了系统分析,结果:钢厂采用新的生产工艺以减少钢中有害夹杂物的数量,这些生产工艺包括减少卷渣以及在钢包更换期间限制中间包液面的降低。
格式:pdf
大小:487KB
页数:未知
人气:91
4.7
邯钢薄板坯连铸连轧中的板带厚度控制 邯钢引进的薄板坯连铸连轧(csp)中,用长行程液压缸与阶梯垫板结合的热轧板带材生产厚度自动控制(hgc),提高了快速液压执行机构的稳定性和响应速度.文章对该hgc系统进行了分析,并提出了作者自己的见解.
格式:pdf
大小:625KB
页数:3P
人气:91
4.4
锯片钢75Cr1连铸板坯裂纹成因初探 通过光学显微镜、扫描电镜和电子探针,分析了锯片钢75cr1高碳钢生产过程中连铸板坯产生裂纹的原因。结果表明:板坯裂纹源产生于距连铸板坯表面30~50mm之间,裂纹产生和扩展与碳偏析、网状铁素体沿晶界析出及铸态高碳珠光体止裂能力差等因素有关。
格式:pdf
大小:568KB
页数:3P
人气:91
4.6
减少耐候钢连铸板坯纵裂技术新进展 针对纵裂十分敏感的耐候钢,采用数理统计工具与专业理论相结合的方法,分析并验证了影响宝钢1930mm连铸机板坯纵裂的多种工艺因素,找到影响纵裂的主要原因有钢种成分、精炼脱硫、板坯宽度、中间包钢水过热度等因素,采取降低碳含量、提高mn/s、降低中间包过热度、取消rh脱硫等措施,使得纵裂大幅度降低,实现连续4年纵裂漏钢为零的历史性突破。
文辑创建者
我要分享 >
职位:助理资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐