半椭圆表面裂纹焊接接头断裂参量的试验
2025-03-20
本文研究了半椭圆形表面裂纹最深点三维J积分的直接测试技术,并在此基础上,通过对高匹配焊接接头表面裂纹试样断裂力学参量J积分的试验测试,探讨了接头强度匹配对焊接表面裂纹扩展驱动力的影响。试验表明本文所采用的手段对于焊接表面裂纹断裂参量的测试是适用的,且结果也充分反映出焊接接头的力学性能不均匀性的影响作用。

 含表面裂纹非匹配焊接接头的断裂行为
含表面裂纹非匹配焊接接头的断裂行为 测试了两种超高强度钢低匹配接头母材、焊缝和热影响区的表面裂纹断裂韧性,比较了母材与热影响区的断裂韧度概率分布.同时采用有限元方法分析了匹配因子和裂纹位置对裂纹尖端张开应力和应力三轴度的影响.结果表明,当裂纹位于热影响区时,由于软焊缝使其应力三轴度降低,其断裂韧性明显好于母材;而当裂纹位于焊缝一侧时,匹配因子越高,距熔合线越远,则应力三轴度越低,断裂韧性越好;当裂纹位于焊缝中心时,两种匹配的断裂韧度相当.从而解释了试验结果.
焊接接头拉伸试验 原理 拉伸试验按gb/t228进行 除非另有规定,试验应在环境温度为23℃±5℃条件下进行。 样品制备 取样位置 试样应从焊接接头垂直于焊缝轴线方向截取,试样加工完成后,焊缝的轴线 应位于试样平行长度部分的中间,对小直径管试样可采用整管。相关标准或协议 未做特殊规定时,“小直径管”是指外径小于或等于18mm的管子。 标记 每个试件应做标记以便识别其他产品或接头中取出的位置。 如果相关标准有要求,应标记机加工方向。 每个试样应做标记以便识别其在试件中的准确位置。 热处理及/或时效 焊接接头或试样一般不进行热处理,但相关标准标准规定或允许被试验的焊 接接头进行热处理除外,这时应在试验报告中详细记录热处理的参数。对于会产 生自然时效的铝合金,应记录焊接至开始试验的间隔时间。 取样 一般要求 取样所采用的机械加工方法或加工方法不得对试样性能产生影响。 钢
编辑推荐下载
格式:pdf
大小:350KB
页数:2P
人气:92
 4.3
4.3
焊接接头纵向冷弯试验分析 焊接接头的弯曲试验有纵向弯曲、横向弯曲和侧面弯曲,本文仅讨论试件在常温下的纵向弯曲试验,或称冷弯试验。影响冷弯试验的参数有弯轴直径d、试件厚度a、弯轴直径与试件厚度的比值n、冷弯角α。冷弯试验参数决定了焊接接头冷弯检验的严格程度,应按照焊接产品的不同技术要求,选择合适的参数。
格式:pdf
大小:385KB
页数:未知
人气:92
4.4
基于断裂参量K因子的焊接接头等承载设计系统 以高效准确的获得含不同缺陷接头满足等承载时的形状参数为目标,结合断裂力学理论及专家系统思想,开发了基于断裂参量k因子的焊接接头等承载设计系统.结果表明,该系统不但可以高效准确的给出焊缝和母材都含缺陷以及焊缝含缺陷母材无缺陷的接头满足等承载时的形状参数,显著提高了等承载接头的设计效率及准确性,推广了等承载接头设计思想.而且能够计算含缺陷接头承受静载时的应力强度因子、j积分、裂纹尖端张开位移、临界载荷和临界裂纹尺寸以及含缺陷接头承受疲劳载荷时的许用载荷幅值和裂纹扩展速率等相关参量,为准确指导含缺陷接头形状设计及安全性评估提供了基础.
热门文档 半椭圆表面裂纹焊接接头断裂参量的试验
格式:pdf
大小:1.0MB
页数:4P
人气:92
4.5
异种钢焊接接头的裂纹分析 通过宏观检查、化学成份分析、硬度检测、金相检验、断口观察,本文分析超了超临界机组用高温过热器管屏中异种钢焊接接头裂纹产生原因,提出了相应的预防措施和建议。
格式:pdf
大小:16KB
页数:1P
人气:92
4.8
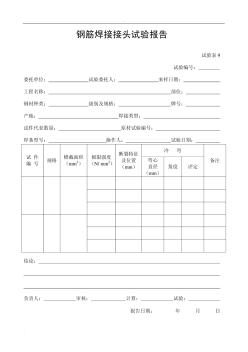
试验表9 委托单位:试验委托人:来样日期: 工程名称: 钢材总类:级别及规格: 产地: 焊条型号:操作人: 弯心直径 (mm)角度评定 结论: 负责人:计算:试验: 报告日期: 一、力学试验结果: 试验编号: 原材料试验编号: 审核: 钢筋焊接接头试验报告 试件 编号 部位: 牌号: 冷弯试验 断裂特征及位 置(mm) 极限强度 (n∕m)规格 横截面积 (m)备注 焊接类型: 试件代表数量: 试验日期:

格式:pdf
大小:23KB
页数:2P
人气:92
4.8
等级 电话 弯心 直径 (mm) 弯曲 角度 (°) 判定 备 注 审核 抗拉强度 (mpa) 实测值 抗拉强度 (mpa) 端口位置及判 定(mm) 拉伸试验 冷弯试验质量指标 样品数量 试验编号 工作令号 委托单位 见证单位 c10-12 钢筋焊接接头试验报告 □□□□□□□□□ 试件名称 工程名称 报告编号 工程部位 钢筋规格 焊接操作人 试 件 编 号 年月日 检验依据 委托项目 检验单位 样品状态 公称 直径 (mm ) 公称面 积 (mm2 ) 委托日期 (检测专用章) 签发日期:年月日 送样人 见证人/证号 钢筋牌号 焊接方法 施焊证号 代表批量 检 验 结 论 批准主检 12
精华文档 半椭圆表面裂纹焊接接头断裂参量的试验

格式:pdf
大小:393KB
页数:4P
人气:92
4.5
气化炉壳体焊接接头裂纹修补工艺 本文总结了作者参加一企业事故抢修,材质为bhw35的气化炉壳体下锥体与筒体焊接接头,运行中产生形成裂纹原因分析、修补。
格式:pdf
大小:174KB
页数:5P
人气:92
4.5
2003年增刊 ? 41 ? 机械动力学专集 静态或准静态加载的加载速度和试样变形速度 比较低,未计及其对断裂过程带来的影响。在高的加 载速度和试样变形速度情况下,材料变形和断裂的 性质发生了改变。当加载速度提高时,材料塑性变形 过程受到了约束和限制,使材料的屈服点升高,塑性 有可能降低,形变硬化过程也受到影响,从而增加了 材料的脆化倾向。对含缺口、裂纹等缺陷的构件,即 使加载速度并不高,在缺口、裂纹的尖端也能达到很 高的变形速度,此时同样会增加材料的脆化倾向。因 此,在高速冲击载荷作用下,焊接接头的冲击断裂韧 性应该与在静态或准静态载荷作用下有很大不同。 一、试验安排 试验利用hopkinson小气炮加载装置[1]对冲击 试样进行高速冲击加载。试验中子弹质量m1=3. 083kg,冲击杆质量m2=6.5kg。为了研究焊接组配、 冲击速度及焊缝不同区域对焊接接头
格式:pdf
大小:362KB
页数:未知
人气:92
4.8
异种钢焊接接头碳迁移试验现象的分析 针对奥氏体不锈钢和铁素体类耐热钢两类母材金属的特点以及相应的焊接工艺,为了研究时效因素对异种钢焊接接头碳迁移的影响规律,利用电子探针测定了铁素体母材一侧界面的碳分布状态,并为此设计了三个系列的试验,讨论了利用最小二乘法对试验数据进行拟合和对异种钢接头界面两侧碳迁移进行状态辨识的可能性,并从现象学上对碳迁移试验结果及拟合结果进行了分析。通过对试验结果的分析,发现随着服役温度的提高和时间的延长,碳迁移加剧,异种钢接头的增、脱碳层也逐渐变宽;对于这种接头的碳迁移,用最小二乘法拟合很难得到满意的结果
格式:pdf
大小:1.5MB
页数:4P
人气:92
4.4

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
最新文档 半椭圆表面裂纹焊接接头断裂参量的试验
格式:pdf
大小:79KB
页数:8P
人气:92
4.5
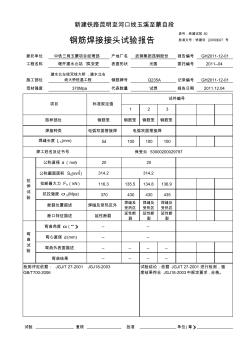
试验复核单位(章) 弯 曲 试 验 弯曲外表面描述 检测评定依据:jgj/t27-2001jgj18-2003 gb/t700-2006 试验结论:依据jgj/t27-2001进行检测,强 度结果符合jgj18-2003中规定要求,合格。 批准 ---- 弯曲结果-------- -------- 弯心直径d(mm)---- 弯曲角度α(°) 断口特征描述延性断裂 延性断 裂 延性断 裂 延性断 裂 断裂位置描述焊缝及受热区外 焊缝及 受热区 焊缝及 受热区 焊缝及 受热区 抗拉强度σb(mpa)370430430435 314.2314.2 拉断最大力fb(kn)116.3135.5134.8136.9 焊工姓名及证书号保受云53000200029797 拉 伸 试 验 公称直径a(mm)
格式:pdf
大小:82KB
页数:4P
人气:92
4.4
焊接接头横向拉伸试验结果分析 通过一系列对比试验,研究分析了q345焊接试板焊接接头横向拉伸性能与全焊缝和焊板母材之间的差异,探索接头横向拉伸所得屈服强度与断后伸长率的合理性。结果表明,接头横向拉伸所获得的屈服强度值介于母材与全焊缝的值之间,且试验结果受所用引伸计标距的影响较为显著;接头横向拉伸断裂位置虽在母材上,但抗拉强度值要高于母材强度近20mpa,断后伸长率则比母材低了近10%,但仍高于全焊缝的值。
格式:pdf
大小:21KB
页数:1P
人气:92
4.6

试件代表数量: 计算:试验: 试验委托人: 厂别: 横截面积 (mm2) 极限强度 (mpa) 断裂位置 及特征 (mm) 焊条型号:操作人: 直径 (mm) 试验日期: 原材试验编号: 工程名称:部位: 来样日期: 焊接类型: 钢筋焊接接头试验报告 钢筋种类:级别及规格: 试验表9 试件编号 委托单位: 负责人:审核: 报告日期:年 月 日 试验编号: 牌号: 结论: 冷弯 备注弯心 直径 (mm) 角度评定
格式:pdf
大小:16KB
页数:1P
人气:92
4.6

钢筋焊接接头试验报告 试验表9 试验编号: 委托单位:试验委托人:来样日期: 工程名称:部位: 钢材种类:级别及规格:牌号: 产地:焊接类型: 试件代表数量:原材试验编号: 焊条型号:操作人:试验日期: 试件 编号 规格 横截面积 (mm2) 极限强度 (n/mm2) 断裂特征 及位置 (mm) 冷弯 备注 弯心直径 (mm) 角度评定 结论: 负责人:审核:计算:试验: 报告日期:年月日
格式:pdf
大小:16KB
页数:1P
人气:92
4.7

钢筋焊接接头试验报告 试验表9 试验编号: 委托单位:试验委托人:来样日期: 工程名称:部位: 钢筋种类:级别规格:牌号: 产地:焊接类型: 试件代表数量:原材试验编号: 焊条型号:操作人:试验日期: 试件 编号 规格 横截面积 (mm2) 极限强度 (n/mm2) 断裂特征 及位置 (mm) 冷弯 备注弯心 直径 (mm) 角度评定 结论: 负责人:审核:计算:试验: 报告日期:年月日
格式:pdf
大小:16KB
页数:1P
人气:92
4.4
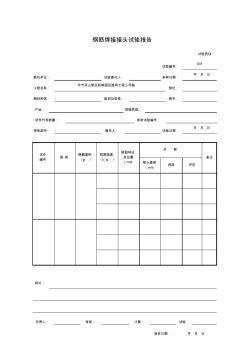
试验: 报告日期:年月日 结论: 负责人:审核:计算: 评定 试件 编号 规格 横截面积极限强度 断裂特征 及位置 (mm) 冷弯 备注 弯心直径 (mm) 角度 焊条型号:操作人:试验日期: 年月日 产地:焊接类型: 试件代表数量:原材试验编号: 工程名称: 毕节双山新区职教园区路网工程三号路 部位: 钢材种类:级别及规格:牌号: 委托单位:试验委托人:来样日期: 年月日 钢筋焊接接头试验报告 试验表9 试验编号: 001
格式:pdf
大小:25KB
页数:5P
人气:92
4.5

焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
格式:pdf
大小:354KB
页数:5P
人气:92
4.7
X70管线钢焊接接头断裂韧度试验 采用裂纹尖端张开位移(ctod)测试技术和金相显微组织分析,设计2种三点弯曲试样,测试了x70管线钢埋弧焊焊接接头低温-10℃的断裂韧性,比较接头焊缝、热影响不同区域金属断裂韧性,分析组织结构对力学性能的影响。结果显示,焊缝中心金属性能均匀,裂纹尖端张开位移平均值为0.346mm,断裂韧性小于热影响区稳定裂纹扩展的ctod值。热影响区组织不均匀,包括稳定裂纹扩展和中途失稳断裂,出现不同特征的ctod值。热影响细晶区组织为细小的多边形铁素体和珠光体,在-10℃环境下仍有良好的低温韧性。热影响粗晶区组织主要是板条状贝氏体和粒状贝氏体,而且晶粒尺寸粗大,该区域在-10℃时容易失稳断裂,呈现低温脆性。
格式:pdf
大小:144KB
页数:7P
人气:92
4.7

mag焊焊接接头的研究 通过理论分析和焊接对比试验,提出了适合mag焊焊接特点的焊接接头设计的一 些原则,这些原则对提高焊接生产率,降低成本,具有较大的实用价值。 1提出问题 mag(metalaativegasarewelding)焊是熔化极活性气体保护电弧焊的英文简 称。它是在氩气中加入少量的氧化性气体(氧气,二氧化碳或其混合气体)混合 而成的一种混合气体保护焊。目前我国常用的是80%ar+20%二氧化碳的混合气体, 由于混合气体中氩气占的比例较大,故常称为富氩混合气体保护焊。mag焊既有 氩弧焊的特点,如电弧稳定、飞溅少,易获得喷射过渡,又具有氧化性,克服了 纯氩弧焊时表面张力过大,液体金属粘稠,斑点漂移等问题,改善了焊缝成形。 同时在氩气中加入的二氧化碳,加剧了电弧中的氧化反应,氧化反应放出的热量, 增加了熔深,提高了焊丝熔化系数。因此mag焊现已在焊
文辑创建者
我要分享 >
职位:土建工程预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐