摆线齿轮泵外转子的加工工艺及工装设计研究
2025-02-18
转子是摆线泵中的重要组成件[1],是动力传递的核心部件,其加工精度直接决定着摆线泵的性能。摆线齿轮泵外转子零件结构看似简单,实则齿型面精度要求极高,加工难度大,转子型面的加工工艺方案及专用夹具设计成为技术难题,本文通过分析、试验,研究制定了外转子的加工工艺方案,重点介绍了齿型面加工关键工序及其专用夹具设计,通过现场加工应用验证,工艺方案可行,夹具设计合理可靠,解决了摆线泵外转子型面的加工难题,为同类产品的加工提供了思路。

摆线转子泵具有体积小、结构紧凑、零件少、重量轻、噪声低、工作平稳、自吸性强及良好的高转速特性等特点,广泛用于纺机、印机、机床、轻工机械等需低压连续润滑或间断供油润滑的机械设备上。分析了内转子齿廓为短幅外摆线圆内等距线,而不宜采用普通外摆线及长幅外摆线的原因,确定了磨削参数、机床的改装方法及专用工艺装备。
 真空泵转子加工工艺及工装改进设计的研究
真空泵转子加工工艺及工装改进设计的研究 根据真空泵转子在加工过程中存在的精度差、叶片槽底有振纹等问题,重新编排加工工艺规程,并设计铣叶片槽专用平口钳工装。基于此,本文以真空泵转子加工与改进作为研究对象,根据真空泵转子加工部分和精度要求,探究其加工工艺与工装改进,针对真空泵的铣叶片槽进行工装改进设计。
编辑推荐下载
格式:pdf
大小:65KB
页数:17P
人气:83
 4.7
4.7

11 目录 1引言................................................................2 2课程设计的目的............................................................2 3支架的工艺分析............................................................3 3.1支架的结构及其工艺性分析........................................3 3.2支架的技术要求分析..............................................3 4毛坯的选择...............................
格式:pdf
大小:1.3MB
页数:58P
人气:83
4.6

本科生毕业设计(论文) 1 摘要 泵在机械产品中的应用非常广泛,是特别重要的零件之一,它的重要地位是 无可取代的,所以我选择液压泵盖作为一个毕业设计的题目。本次设计主要包括 液压泵盖的加工工艺设计,零件的三维造型和零件的的分析,以及专用夹具设计。 具体确定毛胚尺寸,确定加工工艺过程以及加工余量,还有确定切削用量等等。 关键词:液压泵盖;专用夹具;工序卡;加工工艺; 本科生毕业设计(论文) 2 abstract pumpapplicationinmechanicalproductsisverywide,isoneoftheimportant partsinparticular,itsimportantstatusisirreplaceable,soichosethehydraulicpump coverasagra
热门文档 摆线齿轮泵外转子的加工工艺及工装设计研究
格式:pdf
大小:119KB
页数:17P
人气:83
4.7

下载可编辑 专业word文档 目录 1引言................................................................2 2课程设计的目的............................................................2 3支架的工艺分析............................................................3 3.1支架的结构及其工艺性分析........................................3 3.2支架的技术要求分析..............................................3 4毛坯的选择..................
格式:pdf
大小:119KB
页数:17P
人气:83
4.3

下载可编辑 专业word文档 目录 1引言................................................................2 2课程设计的目的............................................................2 3支架的工艺分析............................................................3 3.1支架的结构及其工艺性分析........................................3 3.2支架的技术要求分析..............................................3 4毛坯的选择..................
格式:pdf
大小:444KB
页数:10P
人气:83
4.4

齿轮泵体机械加工工艺规程 陕西国防工业职业技术学院 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称泵盖共1页第1页 材料牌号ht300毛坯种类 毛坯外形尺 寸 每毛坯件数 每台 件数 1 备 注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 05选料铸件铸造 10时效热处理 15铣 加工工件表面,保证工件上下表面厚度为64mm。粗铣— 半精铣—精铣。 金工siemens802d φ50mm面铣刀,夹具为通用夹具, 量具为游标卡尺。 20钻、攻丝加工工件m8的螺纹孔,钻—攻螺纹。金工siemens802d φ6.5mm钻头、m8mm螺纹丝锥,夹 具为平口钳、量具为游标卡尺。 25钻加工两个φ5的孔,钻。金工siemens802d φ5mm
格式:pdf
大小:403KB
页数:2P
人气:83
4.6
诸暨市博莱斯机电科技有限公司 诸暨市博莱斯机电科技有限公司专门生产直流无刷外转子风机 http://www.***.***/ 一、定义 通过输入直流电能,使直流电动机旋转以带动风机叶轮旋转,从而实现直流电能 向机械能转换过程的风机称直流风机。直流风机最大的特点是选配了直流电动机。 二、简介 目前直流风机多采用直流无刷电机,无刷直流电机由于省去了励磁用的集电环和 电刷,在结构上大大简化。同时不但改善了电机的工艺性,而且电机运行的机械可靠 性大为增强,寿命增加。 同时气隙磁密可大大提高,电机指标可实现最佳设计,其直接效果就是电机体积 缩小,重量减轻。不仅如此,较其它电机而言,还具有非常优异的控制性能。这是因 为:其一,由于永磁材料的高性能而使电机的力矩常数、转矩惯量比、功率密度等大 大提高。通过合理设计又能使转动惯量、电气及机械时间常数等指标大大降低,作为 伺服控制性能的主
格式:pdf
大小:226KB
页数:未知
人气:83
4.7
外转子变频洗衣机驱动系统设计 采用意法半导体公司的stm32f103c8t6为主控制器、仙童公司的fsbb20ch60f为智能功率模块设计出了一套外转子变频洗衣机驱动系统。系统对无刷直流电机进行稳定控制,主要完成电机硬件驱动及变频算法的设计,较同类系统在集成度和可靠性上都大有提高。经过测试,系统在功能上满足变频洗衣机的控制要求,所有模块均工作正常,可作为变频洗衣机的主控系统应用在相关领域中。
精华文档 摆线齿轮泵外转子的加工工艺及工装设计研究
格式:pdf
大小:26KB
页数:2P
人气:83
4.3
山东建筑大学毕业设计任务书 班级 机械工程 及自动化 学生姓名张晨铭指导教师赵文波 设计题目空压机减荷阀体加工工艺及工装设计 设计 原始 参数 技术参数: 阀体材料:ht200 硬度:190~210hb 年产量为4000件,设其备品率为4%,机械加工废品率为 1%。 设计 工作 内容 1、零件的工艺分析及工艺规程制订 2.专用夹具设计 3.翻译外文资料一篇 4.撰写约2万字的毕业设计说明书。 设计工作 基本要求 1.查阅文献,写出不少于3000字的文献综述; 2.提出可行性方案,并写出开题报告; 3.设计出合理的部件方案; 4.零件工艺规程设计、专用夹具设计 5.设计图纸应包括零件三维造型、专用夹具图等。 6.进度安排 6周零件的工艺分析 7-8周确定切削用量及基本工时 10-12周零件工艺规程设计 13-14周专用夹具设计 15-16周
格式:pdf
大小:745KB
页数:2P
人气:83
4.3
分析了侧板的形状结构、精度要求和加工特征;用2次回火工序消除加工应力,去除侧板平面变形;用加工中心、普通车床分别加工异形截面的侧板外形和内腔,保证了加工精度,提高了效率;根据多次试制经验,设计了侧板的加工工艺。实践证明其工艺设计合理,完全保证了侧板的技术质量和大批量生产要求。
格式:pdf
大小:891KB
页数:57P
人气:83
4.8
减速箱箱体机械加工工艺及工装设计 学生姓名: 学生学号: 院(系): 年级专业: 指导教师: 二〇一二年三月 沈阳理工大学应用技术学院 i 摘要 箱体零件是一种典型零件,其加工工艺规程和工装设计具有典型性。该箱体 零件结构复杂,零件毛坯采用铸造成形。在加工过程中,采用先面后孔的加工路 线,以保证工件的定位基准统一、准确。为了消除切削力、夹紧力、切削热和因 粗加工所造成的内应力对加工精度的影响,整个工艺过程分为粗、精两个阶段。 通过被加工零件的分析完成了机械加工工艺的设计及各加工工序机动时间的计 算。根据箱体零件的结构及其功能,运用定位夹紧的知识完成了夹具设计。 关键词箱体,工艺,夹具 沈阳理工大学应用技术学院 ii abstract thisboxmachineelementistypical,themanufacturingprocessandtooling
格式:pdf
大小:164KB
页数:31P
人气:83
4.7

题目:壳体机械加工工艺规程及工装设计 (年产量2000件) 序言 机械制造工艺毕业设计是我们学完了大学的全部课程之后进行 的.是一次关于我们能否将所学到的知识服务于实践的综合测试,是 一次理论联系实际的训练.因此,它在我们三年的大学生活中最重要 的地位. 就我个人而言,我希望能通过这次设计对自己以后将从事的工作进行 一次适应性的训练,希望在设计中能锻炼自己分析问题.解决问题的 能力,为自己今后参加国家的建设打下一个良好的基础. 由于能力所限,许多都是以书论理,与实际相差甚远,设计尚有不 妥之处.希望各位老师前辈给予指教.学生在此不胜感激. 一.零件的分析 (一)零件的作用 题目所给定的零件是精密平面磨床垂直进给机构的壳体.它位 于工作台的侧面.主要作用:一是保证蜗轮蜗杆传动的平稳性;二是保 证蜗轮蜗杆传动的精确性
格式:pdf
大小:562KB
页数:5P
人气:83
4.6
圆弧摆线齿轮油泵的齿廓曲线参数优化设计 分析了圆弧摆线齿轮油泵的结构特点,提出了以体积最小为目标函数的优化设计方法,研制出了该齿轮油泵的齿廓曲线参数优化设计软件包。
最新文档 摆线齿轮泵外转子的加工工艺及工装设计研究
格式:pdf
大小:469KB
页数:4P
人气:83
4.7
对通风系统与空调机组中外转子空调风机的几种常见故障类型作出归纳。结合实例对其成因作了分析。根据现有的样本资料提出了合理的选型方法。
格式:pdf
大小:1.2MB
页数:21P
人气:83
4.5
烟台汽车工程职业学院论文 齿轮泵盖数控加工 摘要 随着数控技术的发展,数控技术的应用不但给传统制造带来了革命性的变化,使制 造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,它对国计民 生的一些重要行业的发展起着越来越重要的作用。 本设计主要研究了齿轮泵盖数控加工工艺和加工方法,通过选择不同的工艺方案, 确定合理的加工刀具和加工方式及切削用量。其中着重介绍齿轮泵盖的数控加工工艺分 析,齿轮泵盖工艺分析,毛坯的分析与制作齿轮泵盖加工方案的选择与加工分析。在分 析和研究过程中,使用caxa数控铣软件进行建模和加工,并生成了加工g代码,并 确定了合理的加工方案,为实际数控加工提供了可靠的依据。 关键词:数控铣床,数控加工,铣削,齿轮泵盖 烟台汽车工程职业学院论文 目录 1绪论........................
格式:pdf
大小:110KB
页数:3P
人气:83
4.8

外转子轴流风机概述 (一)外转子轴流风机的分类 ywf系列外转子轴流风机分为单相异步电容运转和三相异步运转两种。单相电容运转电机为120v,60hz 或220-240v,50/60hz,三相异步运转电机为380v,50/60hz。我们也可以根据客户要求生产不同电压、频 率的电机。 外转子轴流风机根据风机叶轮直径的不同,从200mm到900mm,共有十三种型号。叶片数量有5片、7 片,材质有低碳钢和塑料材质,叶片角度多种,可选择的范围广。 根据风向的不同,风机也有吹风或吸风之分。吸风风向由风叶向网罩方向;吹风风向由网罩向风叶方向。 另外也可以依据外转子引出线端的叶片凹凸程度区分是吹风还是吸风,凹进去的吸风,凸出的是吹风。 根据防护等级不同,可以分为ip54、ip44以及全开式轴流风机。ip54轴流风机,主要用于保鲜冷库、 蒸发器、冷风机、冷水机、冷凝机
格式:pdf
大小:251KB
页数:3P
人气:83
4.5

齿轮泵是工程机械中广泛应用的液压元件,在工作中,齿轮泵吸油腔的内壁易产生"扫膛"而降低齿轮泵的容积效率。采用表面工程技术中的电刷镀技术对"扫膛"后的齿轮泵进行再制造,可充分利用失效齿轮泵的高值剩余有效价值,节能、节材、绿色环保。介绍"扫膛"后齿轮泵的表面强化电刷镀再制造工艺。
格式:pdf
大小:336KB
页数:4P
人气:83
4.4
圆弧-泛摆线齿轮油泵及其在罗茨泵上的应用 阐述了罗茨泵安装油泵的必要性,介绍了圆弧-泛摆线齿轮油泵的工作原理、特点、计算方法及安装结构。
格式:pdf
大小:437KB
页数:2P
人气:83
4.5
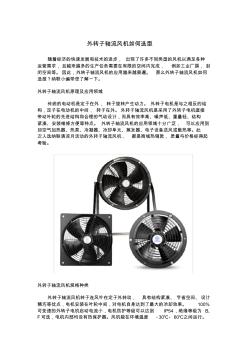
外转子轴流风机如何选型 随着经济的快速发展和技术的进步,出现了许多不同类型的风机以满足各种 运营需求,且越来越多的生产任务需要在有限的空间内完成,例如工业厂房,封 闭空间等。因此,外转子轴流风机的应用越来越普遍。那么外转子轴流风机如何 选型?纳联小编带您了解一下。 外转子轴流风机原理及应用领域 传统的电动机是定子在外,转子旋转产生动力。外转子电机是与之相反的结 构,定子在电动机的中间,转子在外。外转子轴流风机是采用了外转子电机直接 带动叶轮的先进结构和合理的气动设计,而具有效率高、噪声低、重量轻、结构 紧凑、安装维修方便等特点。外转子轴流风机的应用领域十分广泛,可以应用到 如空气加热器、热泵、冷凝器、冷却单元、蒸发器、电子设备送风或散热等。此 次入选纳联清凉月活动的外转子轴流风机,都是商城热销款,质量与价格经得起 考验。 外转子轴流风机规格种类 外转子轴流风机转子连风
格式:pdf
大小:302KB
页数:未知
人气:83
4.4
阿里奥利无底蒸化机的圆弧内摆线齿轮油泵的修复 我厂从意大利阿里奥利(arioli)公司引进的无底蒸化机一台,该机加热器的圆弧内摆线齿轮油泵损坏,为了不影响生产,利用厂内现有设备加工能力,设法将它修复,已投入正常运转,各种机构性能,燃烧效果,加温速度均达到原来的要求。现将我厂将此油泵修复技术和加工工艺介绍如下,供参考。
格式:pdf
大小:351KB
页数:22P
人气:83
4.5

wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuse
格式:pdf
大小:1.6MB
页数:3P
人气:83
4.6

本文针对小型齿轮泵轴齿轮加工效率低的难题,从轴齿轮的功能、结构、加工工艺以及设计方面进行分析,探讨改进轴齿轮的设计,以提高轴齿轮的加工效率。
格式:pdf
大小:1.7MB
页数:3P
人气:83
4.4

分析了齿轮泵齿轮的成型工艺特点,介绍了模具结构、工作原理及设计制造要点,重点对浇注及冷却系统、斜齿面镶件和弹板旋转顶出机构的设计进行了研究,在制造中对主要零部件的选材和加工工艺进行了分析。顶出机构在模架上添加了一个弹板机构。斜齿镶件设置一个360°旋转的轴承,可以同时进行旋转顶出动作。经生产实践证明:该模具的设计和制造提高了劳动生产率和产品质量,日产量达到3000模次,产品合格率达到99.8%,模具寿命达到35万模次以上,设计制造成本与同类产品相比,降低了30%以上,为类似产品的注塑模设计提供了参考。
文辑创建者
我要分享 >
职位:园林造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐