不锈钢厨具拉伸成型工序机器人系统设计与实现
2025-02-17
为了提高不锈钢厨具冲压生产的自动化水平,改善现场工作环境,文章采用"PC+运动控制卡+PLC"的开放式数控系统构架,应用LAAS三层体系结构,构造了不锈钢厨具拉伸成型工序机器人系统。该系统以工业机器人为基础,在Visual C++环境中运用MFC开发了机器人控制软件。实验表明,该系统设计合理,满足生产自动化要求。
编辑推荐下载
格式:pdf
大小:349KB
页数:未知
人气:74
 4.8
4.8

 不锈钢厨具巧选择
不锈钢厨具巧选择 不锈钢是由铁铬合金再掺入其他一些微量元素而制成的。由于其金属性能良好.并且比其他金属耐锈蚀,制成的器皿美观耐用,因此,越来越多地被用来制造厨具,并逐渐进入广大家庭。太钢不锈钢工业园的靳军告诫大家:不锈钢厨具的选购与使用同样重要。
格式:pdf
大小:82KB
页数:1P
人气:74
4.6
不锈钢厨具正确使用法 如今,不锈钢餐具越来越多地进入寻常百姓家。不锈钢是由铁铬合金再掺入其他一些微量元素制成的,由于其金属性能良好,并且比其他金属耐锈蚀,制成的器皿美观耐用,所以备受人们的喜爱。但是,如果使用者缺乏有关方面的知识,使用不当,不锈钢中的微量金属元素同样会在人体中慢慢累积,当达到某一限度时,就会危害人体健康。所以,使用不锈钢厨具、餐具时必须注意以下几点:
热门文档 不锈钢厨具拉伸成型工序机器人系统设计与实现
格式:pdf
大小:94KB
页数:1P
人气:74
4.4
合理使用不锈钢厨具 不锈钢是由铁铬合金再掺入镍、钼、钛、锰等微量金属元素而制成。由于其金属性能良好,并且比其它金属耐锈蚀,制成的器具美观耐用,因此,越来越
格式:pdf
大小:444KB
页数:19P
人气:74
4.7
百度文库 1 《不锈钢厨具》行业标准(征求意见稿)编制说明 1任务来源 qb/t2174-95《不锈钢厨具》行业标准(以下简称95标准)自1995年修订发布实 施以来,对规范我国不锈钢厨具市场,提高产品质量、保护消费者利益,促进国内外贸 易等方面发挥了积极的作用。十年来,我国不锈钢制品包括不锈钢厨具在产品的外观设 计上,内在质量和外观质量上均有较大的提高和进步。 随着市场及行业发展的要求,不锈钢厨具95标准已不能满足行业和市场的需求。 民以食为天,不锈钢厨具作为一种人民日常生活中不可缺少的用具,每日都在使用,它 的质量好与劣与每个用户息息相关,直接关系到每个厨房质量及卫生和安全,为了更好 地规范我国厨具市场,进一步提高产品的质量,及时修订不锈钢厨具标准是非常必要的。 为此全国日用五金标准化中心上报了该项标准的修订计划,中国轻工业联合会于 二oo四年下发了中轻综联[2004
格式:pdf
大小:14KB
页数:7P
人气:74
4.4
不锈钢厨具的基本知识 厨具,厨房用具的通称。 一、厨房用具主要包括以下5大类: 第一类是储藏用具,分为食品储藏和器物用品储藏两大部分。食品储藏又分为冷藏和非 冷储藏,冷藏是通过厨房内的电冰箱、冷藏柜等实现的。器物用品储藏是为餐具、炊具、器 皿等提供存储的空间。储藏用具是通过各种底柜、吊柜、角柜、多功能装饰柜等完成的。 第二类是洗涤用具,包括冷热水的供应系统、排水设备、洗物盆、洗物柜等,洗涤后在 厨房操作中产生的垃圾,应设置垃圾箱或卫生桶等,现代家庭厨房还应配备消毒柜、食品垃 圾粉碎器等设备。 第三类是调理用具,主要包括调理的台面,整理、切菜、配料、调制的工具和器皿。随 着科技的进步,家庭厨房用食品切削机具、榨压汁机具、调制机具等也在不断增加。 第四类是烹调用具,主要有炉具、灶具和烹调时的相关工具和器皿。随着厨房革命的进 程,电饭锅。高频电磁灶、微波炉、微波烤箱等也开始大量进入家庭。 第五
格式:pdf
大小:131KB
页数:3P
人气:74
4.4
daeden戴德 daeden戴德厨具---生活源于品味 20世纪60年代,在风景秀丽的德国莱恩河畔,一个怀揣梦想的 年轻人daeden创立了自己的钢铁工厂,追求完美的个性与雷厉风行 的作风他在钢铁行业崭露头角。 danden对工艺流程的不断改新,以及对产品质量的近是完美的苛 刻要求,使他很快在业内声名鹤起,工厂随之迅猛发展,一跃成为当 时的有名的炼钢企业。 20世纪70年代,随着欧洲人生活水平的逐步提高,注重生活细 节的danden凭着敏锐而独到的眼光,注意到了人们对品质居家的需 求,怀着改善人们生活细节质量的理念,利用其在炼钢业积累的雄厚 经验,开始着手创办自己的餐厨品牌,不断专研与改进,聘用业务知 名的设计师设计产品。 凭着先进的技术与超前的理念,迅速占领市场,获得消费者的一 致认可,成为当时欧洲、日本、北美高端餐厨用具市场冉冉升起的一 颗新星。 daeden公司
精华文档 不锈钢厨具拉伸成型工序机器人系统设计与实现
格式:pdf
大小:104KB
页数:1P
人气:74
4.7
不锈钢厨具模具制作核心问题略议 本文中详细介绍了模具的制作过程,以及在这其中应该注意的问题和参考方面。厨具模具的制作过程大多一样,本文中作者具体根据不锈钢锅模具的制作,分析了各种厨具的特性所在,让读者深刻认识到这其中的原理和特点,并且模具制作过程极其简单合理,实用性很强,适合各种厨具的制作过程,拉深方式新颖,选材方面也是优先考虑的经济适用,还有最重要的一点,就是保持模具寿命长。
格式:pdf
大小:72KB
页数:7P
人气:74
4.7
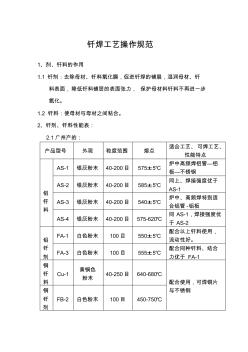
钎焊工艺操作规范 1、剂、钎料的作用 1.1钎剂:去除母材、钎料氧化膜,促进钎焊的铺展,湿润母材、钎 料表面,降低钎料铺层的表面张力,保护母材料钎料不再进一步 氧化。 1.2钎料:使母材与母材之间粘合。 2、钎剂、钎料性能表: 2.1广州产的: 产品型号外观粒度范围熔点 适合工艺、可焊工艺、 性能特点 铝 钎 料 as-1银灰粉末40-200目575±5℃ 炉中高频焊铝管—铝 板—不锈钢 as-2银灰粉末40-200目585±5℃ 同上、焊接强度优于 as-1 as-3银灰粉末40-200目540±5℃ 炉中、高频焊特别适 合铝管-铝板 as-4银灰粉末40-200目575-620℃ 同as-1,焊接强度优 于as-2 铝 钎 剂 fa-1白色粉末100目550±5℃ 配合以上钎料使用, 流动性好。 fa-3白色粉末100目555±
格式:pdf
大小:91KB
页数:未知
人气:74
4.5
不锈钢厨具 认清铬、镍含量再购买 不锈钢厨具主要由铁、铬、镍等重金属制成。硬度强,又不生锈,是家庭必备的厨具之。但部分企业为了降低成本,打着不锈钢的旗号,其产品里却既没有铬,也没有镍。
最新文档 不锈钢厨具拉伸成型工序机器人系统设计与实现
格式:pdf
大小:170KB
页数:2P
人气:74
4.6
5批次不锈钢厨具餐具不合格 抽查范围:太原、吕梁市生产、经销单位的40个批次的不锈钢厨具餐具。抽查结果:合格35个批次,抽样合格率为87.5%。抽查问题:牢固度不符合相关标准要求。
格式:pdf
大小:254KB
页数:未知
人气:74
4.6
不锈钢厨具认清铬、镍含量再购买 不锈钢厨具主要由铁、铬、镍等重金属制成。硬度强,又不生锈,是家庭必备的厨具之一。但部分企业为了降低成本,打着不锈钢的旗
格式:pdf
大小:9KB
页数:1P
人气:74
4.3
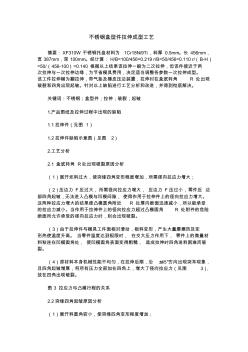
不锈钢盒型件拉伸成型工艺 摘要:xf310w不锈钢托盘材料为1cr18ni9ti,料厚0.5mm。长456mm, 宽387mm,深100mm。经计算:h/b=100/456=0.219r/b=50/456=0.110r/(b-h) =50/(456-100)=0.140根据以上结果该拉伸一般为二次拉伸,但该件接近于两 次拉伸与一次拉伸边缘,为节省模具费用,决定适当调整各参数一次拉伸成型。 该工件拉伸模为翻拉伸,带气垫及橡皮压边装置,拉伸时在盒底转角r处出现 破裂和四角出现起皱。针对以上缺陷进行工艺分析和改进,并得到彻底解决。 关键词:不锈钢;盒型件;拉伸;破裂;起皱 1.产品图纸及拉伸过程中出现的缺陷 1.1拉伸件(见图1) 1.2拉伸件缺陷示意图(见图2) 2.工艺分析 2.1盒底转角r处出现破裂原因分析 (1)展开坯料过大,使突缘四角变形程度增加,所需
格式:pdf
大小:186KB
页数:6P
人气:74
4.7
拉制不锈钢厨具表面质量和模具材料的关系初探 拉制不锈钢厨具表面质量和模具材料的关系初探
格式:pdf
大小:482KB
页数:未知
人气:74
4.5
拉制不锈钢厨具表面质量和模具材料的关系初探 论述了铁基合金模具在拉制不锈铜厨具的生产过程中,易使产品表面出现划痕拉伤;并分析了出现上述缺陷的原因及影响因素。为避免出现划痕拉伤,提高拉制质量,从而提出使用铜基合金模具而取代铁基合金模具的预防对策.
格式:pdf
大小:100KB
页数:15P
人气:74
4.5
1 《不锈钢厨具》行业标准(征求意见稿)编制说明 1任务来源 qb/t2174-95《不锈钢厨具》行业标准(以下简称95标准)自1995年修订发布实 施以来,对规范我国不锈钢厨具市场,提高产品质量、保护消费者利益,促进国内外贸 易等方面发挥了积极的作用。十年来,我国不锈钢制品包括不锈钢厨具在产品的外观设 计上,内在质量和外观质量上均有较大的提高和进步。 随着市场及行业发展的要求,不锈钢厨具95标准已不能满足行业和市场的需求。 民以食为天,不锈钢厨具作为一种人民日常生活中不可缺少的用具,每日都在使用,它 的质量好与劣与每个用户息息相关,直接关系到每个厨房质量及卫生和安全,为了更好 地规范我国厨具市场,进一步提高产品的质量,及时修订不锈钢厨具标准是非常必要的。 为此全国日用五金标准化中心上报了该项标准的修订计划,中国轻工业联合会于 二oo四年下发了中轻综联[2004]143
格式:pdf
大小:85KB
页数:3P
人气:74
4.5
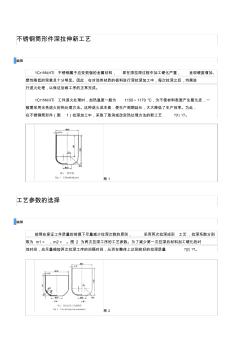
不锈钢筒形件深拉伸新工艺 编辑 1cr18ni9ti不锈钢属于应变很强的金属材料,即在深拉深过程中加工硬化严重,呈现硬度增加、 塑性降低的现象且十分明显。因此,在对该类材质的板料进行深拉深加工中,每次拉深之后,均需进 行退火处理,以保证后续工序的正常完成。 1cr18ni9ti工件退火处理时,加热温度一般为1150~1170℃,为不使材料表面产生氧化皮,一 般需采用光亮退火的热处理方法。这种退火成本高,使生产周期延长,大大降低了生产效率。为此, 在不锈钢筒形件(图1)拉深加工中,采取了取消或改变热处理方法的新工艺?[1]??。 图1 工艺参数的选择 编辑 按照在保证工件质量的前提下尽量减少拉深次数的原则,采用两次拉深成形工艺,拉深系数分别 取为m1=,m2=。图2为两次拉深工序的工艺参数。为了减少第一次拉深后材料加工硬化的时 效时间,应尽量缩短
格式:pdf
大小:136KB
页数:4P
人气:74
4.7
不锈钢器皿拉伸用模具材料 本文详细探讨了模具材料与不锈钢器皿表面划伤的关系。通过应用实例和分析确认铜基合金是拉伸不锈钢器皿的理想模具材料。
格式:pdf
大小:196KB
页数:3P
人气:74
4.5
不锈钢尖角面板拉伸模设计 通过对消毒柜面板的工艺分析,设计了1副在单动液压机上工作的拉伸复合模,既满足了面板零件的工艺要求,又解决了尖角工件拉伸的难题,给纯平面板的拉伸提供了设计参考
格式:pdf
大小:81KB
页数:1P
人气:74
4.6
江门不锈钢餐厨具出口态势良好 不锈钢餐厨具是江门市出口传统大宗商品之一,2008年出口值高达3.3亿美元。2009年1月,虽然受金融危机和春节假期的影响,但江门不锈钢餐厨具出口仍然迎来开门红的大好局面。
文辑创建者
我要分享 >
职位:隧道工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐