不锈钢常用接头形式焊接操作指南
2025-01-20

不锈钢常用接头形式焊接操作指南

不锈钢常用接头形式焊接操作指南
编辑推荐下载

热门文档 不锈钢常用接头形式焊接操作指南
格式:pdf
大小:801KB
页数:4P
人气:93
 4.3
4.3
 焊接速度对奥氏体不锈钢接头性能的影响
焊接速度对奥氏体不锈钢接头性能的影响 对3mm厚304奥氏体不锈钢板进行了熔化极气体保护焊接(mig)试验。在焊接中发现,在适当范围内提高焊接速度有利于减小焊缝和热影响区宽度,增加接头强度的稳定性;但是焊接速度过快会导致焊缝区气孔的产生,从而降低接头强度的稳定性和耐蚀性。通过控制焊接速度可以保证304奥氏体不锈钢焊接接头具有良好的力学性能和良好的耐腐蚀性能。
格式:pdf
大小:106KB
页数:1P
人气:93
4.4
不锈钢焊接接头的脆化现象 不锈钢的焊缝在高温加热一段时间后,出现冲击韧性下降的现象称为脆化。(1)475℃脆性。含有较多铁素体相(超过15%~20%)的双相焊缝金属,经过350℃~500℃加热后,塑性和韧性会显著降低,即性质脆化。由于在475℃时脆化速度最快,故称为"475℃脆性"。铁素体越多,这种脆化越严重。已产生475℃脆化的焊缝,可经900℃淬火消除。
格式:pdf
大小:244KB
页数:3P
人气:93
4.5
不锈钢的发展及其焊接接头腐蚀问题 文章介绍了不锈钢的发展,并阐述了不锈钢焊接接头的腐蚀问题及其预防措施。
格式:pdf
大小:2.9MB
页数:3P
人气:93
4.7
不锈钢同种焊接接头组织及性能 采用填加或不填加1cr18ni9ti焊丝,对1cr18ni9ti奥氏体不锈钢和1cr13马氏体不锈钢进行直流钨极氩弧焊试验。采用金相显微镜、万能拉伸试验机和显微硬度仪、扫描电子显微镜等分析测试手段研究了焊接接头各区域的显微组织、接头的力学性能、断口形貌特征等。并通过对两种材料所形成的同种组织焊接接头组织和性能的对比,确定了不锈钢板的焊接工艺。
格式:pdf
大小:38KB
页数:1P
人气:93
4.5
不锈钢焊接接头的脆化现象 不锈钢的焊缝在高温加热一段时间后,出现冲击韧度下降的现象称为脆化。(1)475℃脆性。含有较多铁素体相(超过15%~20%)的双相焊缝金属,经过350℃~500℃加热后,塑性和韧性会显著降低,即性质脆化。由于在475℃时脆化速度最快,故称为"475℃脆
精华文档 不锈钢常用接头形式焊接操作指南
格式:pdf
大小:247KB
页数:5P
人气:93
4.7
焊接实操实训报告 学院系别:机电工程学院 专业班级:机电一体化zb421002 学生学号:2010091147 设计学生:杨秀贵 指导老师:田建、李超 设计时间:2011年11月7日---13日 焊接实操实训报告 1.掌握焊接的原理和焊接是工作过程。 2.掌握焊料和焊剂的选择和使用。 3.掌握电烙铁的分类和使用方法。 4.掌握焊接过程中:元件整形,弯曲和the和smt焊接过程的区别,在实际过程中 提高焊接工艺。 二、焊接实习的内容: 锡焊分类主要分为三类:熔焊、接触焊、钎焊 1.熔焊:熔焊是指在焊接过程中,将焊件接头加热至熔化状态,在不加外压力的情况 下完成焊接的方法。如电弧焊、气焊等 2.接触焊:接触焊是指在焊接过程中,必须对焊件施加压力(加热或不加热)完成焊 接的方法。如超声波焊、脉冲焊、摩擦焊等。 3.钎焊:钎焊是指在焊接过程中,将焊件和
格式:pdf
大小:381KB
页数:4P
人气:93
4.3
低碳不锈钢点焊接头的耐腐蚀性能 目前对焊接接头耐腐蚀性能的研究比较少,对点焊凸焊接头的耐腐蚀性能的研究更少。本文主要研究点焊凸焊对低碳不锈钢00cr18ni9的耐腐蚀性能的影响,通过运用电化学方法,即主要比较焊前和焊后低碳不锈钢00cr18ni9的自腐蚀电位、极化曲线和电化学阻抗谱(eis),再通过电化学腐蚀原理进行分析。研究结果表明:低碳不锈钢00cr18ni9焊缝区域的耐腐蚀性能反而比母材的耐腐蚀性能要好,主要原因可能是因为在点焊过程发生的组织转变引起的。
格式:pdf
大小:926KB
页数:5P
人气:93
4.6
钛合金与不锈钢扩散焊接头断口分析 通过对ta17/0cr18ni9ti相变超塑性扩散焊接头拉伸断口的观察分析,研究了其接头的组织结构,断裂机制。分析表明,在焊接过程中,由于钛合金/不锈钢两侧的ti、fe、cr等原子的互扩散,在接头界面处形成了β-ti、feti、fe2ti、σ等物相。由于界面处缺陷的存在以及钛合金侧拉向残余应力的存在,使拉伸断裂主要发生在β-ti和feti中。分析还发现,接头对缺陷很敏感,焊接端面上的倒角、划痕及孔洞会使接头的强度降低。
格式:pdf
大小:1.6MB
页数:7P
人气:93
4.5
不锈钢激光-电弧双面焊接头熔化特征分析 在4mm厚不锈钢激光-电弧双面焊接试验的基础上,研究了激光功率、电弧电流对接头形貌特征和接头特征量的影响规律,并对熔化效率进行了分析。结果表明,在较小的能量匹配下,双面焊接头呈现出激光焊与电弧焊的混合特征,随着热输入的增大,混合特征消失;增大激光功率,可使激光侧焊缝熔宽增加,而电弧侧焊缝熔宽减小,增加电弧电流,可使电弧侧焊缝熔宽增加,而对激光侧焊缝影响很小;激光功率和电弧电流增加都对焊缝中部最小熔宽有明显的增加;中部最小熔宽的深度随激光功率增加而增加,而电弧电流则起到相反的作用。在非熔透条件下,激光对电弧焊的熔化效率影响很明显,而电弧对激光焊的影响很小;在熔透条件下,增加激光功率、电弧电流对激光电弧双面焊的熔化效率都有显著的提高。
格式:pdf
大小:1.3MB
页数:4P
人气:93
4.7
钛合金/不锈钢钎焊接头的组织特征 采用金相显微镜、电子显微镜、x射线能谱仪、显微硬度、力学试验等检测手段,对ta17钛合金/ag95cunili/0cr18ni10ti不锈钢钎焊接头的组织特征进行了分析。结果表明:钎缝中不锈钢/钎料一侧,形成了三层金属间化合物钎缝组织;在钛合金/钎料一侧,形成两个组织区域;同时,银沿钛合金晶间扩散;在凝固钎焊接头的钎缝中,靠近不锈钢一侧出现了ti、cu的富集;靠近钛合金一侧cu原子的含量明显升高,钎缝中心区基本上是纯银;钎缝中除不锈钢/钎料扩散层外,其他各微区的显微硬度并没有增加;从钎缝断口分析也证明钎缝中靠近不锈钢一侧是接头最薄弱的位置。
最新文档 不锈钢常用接头形式焊接操作指南
格式:pdf
大小:3.7MB
页数:16P
人气:93
4.6

钢筋焊接操作手册 一、基本要求 1.1钢筋焊接时,各种焊接方法的适用范围见表1.1的规定。 表1.1钢筋焊接方法的适用范围 注:1、电阻点焊时,适用范围的钢筋直径指两根不同直径钢筋交叉叠接中 较小钢筋的直径; 2、电弧焊含焊条电弧焊和co2气体保护电弧焊; 3、在生产中,对于有较高要求的抗震结构用钢筋,在牌号后加e(例如: hrb400e,hrbf400e)可参照同级别钢筋施焊。生产中,如果有hpb235钢筋需要 进行焊接时,可参考采用hpb300钢筋的焊接工艺参数。 1.2细晶粒热轧钢筋hrbf335、hrbf400、hrbf500施焊时,可采用与hrb335、hrb400、 hrb500钢筋相同的或者近似的,并经试验确认的焊接工艺参数。 1.3电渣压力焊适用于柱、墙、构筑物等现浇混凝土结构中竖向受力钢筋的连接; 不得在竖向焊接后横置于梁、板等构件中作水平钢筋
格式:pdf
大小:16KB
页数:1P
人气:93
4.8
威欧丁(天津)焊接技术有限公司 技术网站:www.***.***电话:022-28196887 前言:不锈钢的焊接我们最先想到的肯定是熔化极或者非熔化极氩弧焊,这个属于熔 焊的范畴也是我们通常采用的焊接方法,广泛应用于民用化生产制造和工业化焊接加工, 今天我们提到不锈钢的低温焊接的前提背景是在相当多的不锈钢加工制作中有些特殊的 要求,特殊的结构,特殊的材料等等至使熔焊在这些场合下显得力不从心,这就是我们说 的低温焊接。 不锈钢的低温焊接原理:软钎和硬钎,热源根据不同的现场要求选取 优点:操作灵活,可选择性强,技术要求比较低,变形量可以控制好,对于母体的热 影响小,美观 焊接方法如下: 1)低温的we88c焊丝配合we88c-f的焊剂焊接。 这个时候根据被焊母材的结构和焊接要求来选用合适的焊接工具,比如没有特别要求的, 粘上就行的就可以用烙铁焊接,因为

格式:pdf
大小:21KB
页数:2P
人气:93
4.5
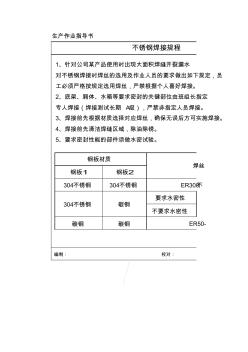
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试
格式:pdf
大小:241KB
页数:2P
人气:93
4.4
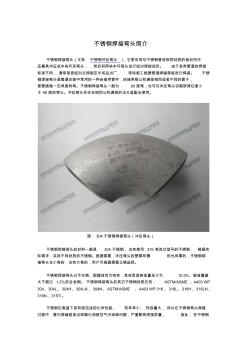
不锈钢焊接弯头简介 不锈钢焊接弯头(又称不锈钢冲压弯头),它是采用与不锈钢管材相同材质的板材用冲 压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接 标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接。不锈 钢焊接弯头是管道安装中常用的一种连接用管件,连接两根公称通径相同或者不同的管子, 使管路做一定角度转弯。不锈钢焊接弯头一般为90度弯,也可对冲压弯头切割获得任意小 于90度的弯头。冲压弯头往往与相同公称通径的法兰盘配合使用。 图:304不锈钢焊接弯头(冲压弯头) 不锈钢焊接弯头的材料一般是304不锈钢,也有使用316等其它型号的不锈钢,根据实 际需求,采用不同材质的不锈钢。根据需要,冲压弯头的壁厚有薄的也有厚的,不锈钢焊 接弯头也小弯的,也有大弯的,用户可根据需要正确选择。 不锈钢焊接弯头以不生锈、耐
格式:pdf
大小:110KB
页数:8P
人气:93
4.7
. . 天然气公司员工安全教育培训记录 培训时间: 培训地点: 培训人: 参训人员: 培训题目:天然气pe管焊接操作技能培训 培训资料-----pe管焊接知识 第一节:热熔焊接 一、特点: 1、管道熔接为分子本体之间的结合无需任何其它辅助粘合剂,因而接口极为可靠。 2、该方法只需使用专用设备,无须任何辅助材料,因而成本低廉。 3、操作方法简单,易学易懂。 二、所使用的主要设备和工具:液压站、焊机机架、铣刀、加热板 三、影响连接质量的三个要素:加热板温度、加热压力和加热时间。 1、加热板温度:对现行pe100管材的焊接温度采用:215±10℃。薄壁管材温度适当升高,靠上限; 厚壁管材温度适当降低,靠下限;大风或寒冷天气温度适当升高,必须采取必要的保温措施。 2、加热时间和加热压力: p(mpa) 0.15 0.01 0.00t(s) . . 图:热熔焊
格式:pdf
大小:1.2MB
页数:8P
人气:93
4.6
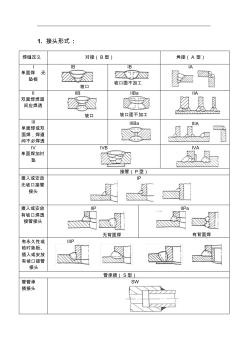
1.接头形式: 焊缝定义对接(b型)角接(a型) i 单面焊无 垫板 ib 坡口 ib 坡口面不加工 ia ii 双面焊焊道 间应焊透 iib 坡口 iiba 坡口面不加工 iia iii 单面焊或双 面焊,焊道 间不必焊透 iiibaiiia iv 单面焊加衬 垫 ivbiva 接管(p型) 插入或安放 无坡口接管 接头 ip 插入或安放 有坡口焊透 接管接头 iip 无背面焊 iipa 有背面焊 有永久性或 临时垫板、 插入或安放 有坡口接管 接头 iiip 管承插(s型) 管管承 插接头 sw 2.焊接位置 对接焊缝角接焊缝 平焊:试板位于水平位 置,由上面熔敷 填充金属 1 g 船形焊:试板的配置使焊缝位于水 平位置,焊缝喉部位于垂 直位置。 1f 横焊:试板位于垂直位 置,焊缝轴线位 于水平位置 2
格式:pdf
大小:101KB
页数:5P
人气:93
4.7
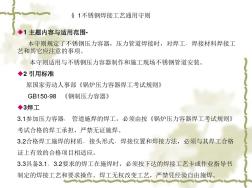
不锈钢软管接头全位置焊接工艺 南京晨光集团有限责任公司 陈正标 陆元柱 文摘 介绍了不锈钢软管接头的特殊焊接结构、全位置自动管焊设备及自动钨极氩弧焊 工艺。对焊接接头的质量和性能进行了分析,并做了焊接工艺评定。 主题词 软管接头 焊接 工艺 1 引言 我厂产品不锈钢软管规格从通径dg4~ 102mm,共14种,焊接壁厚从δ1.5~3.5 mm,软管接头焊缝要求致密、耐高压、耐高 温和抗腐蚀。以往采用手工钨极氩弧焊,焊接 接头内易出现未焊透、夹钨及气孔等缺陷,影 响软管质量的稳定性。为了确保软管接头的 焊接质量,引进一台全位置自动管焊机。经对 自动焊头的改装,夹头的改进及大量的工艺 试验,摸索出一套切实可行的装配工艺及焊 接工艺参数,实现了软管接头的自动氩弧焊 接。焊缝内、外部质量均优于手工焊,确保了 软管质量稳定可
文辑创建者
我要分享 >
职位:投标预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐