不锈钢电化学机械镜面加工电解液研究
2024-06-27
在分析研究电化学机械光整加工机理和工艺特点的基础上 ,结合不锈钢镜面板自动化生产线的系统功能设计目标 ,对悬浮电解液的系统功能进行优化设计。研究了电解液循环系统、主盐及添加剂、磨料等因素对效率、质量、成本、环保及自动化程度的影响关系。经过实验研究 ,开发出了综合性能较优的GD3型悬浮电解液。

淄博拓新达新技术开发有限公司 淄博拓新达新技术开发有限公司 304不锈钢电解液配方 材质适应性的描述: 一款针对304不锈钢的电化学抛光液配方,通过适当调试,便可达到 高光亮效果,电解液可达到两年左右的换槽期。 配方 原料名称质量百分 比 原料要求配制方法工艺参数 磷酸51—55% 磷酸比重1.70 (含量85%)1、磷酸——硫酸,混合搅拌 溶解均匀 2、在上述混酸中,加入 “txd110光亮剂”搅拌溶解 均匀 技术探讨: 3技术探讨: 一五二六九三七零三六一 电解液工作温度:55—80℃ 整流后电压:7—9v 电流密度:8—15a/dm2 硫酸42—46% 硫酸1.84 (含量98%) 三羟甲基戊 醇聚氧乙烯 聚氧丙烯醚 3%三羟甲基戊醇 聚氧乙烯聚氧 丙烯醚型号: 说明 ●以上配方对201、202、304、304l、316、316l、
开拓创新诚信善达 开拓创新诚信善达 不锈钢电解光亮剂 产品用途 1、不锈钢材质电化学抛光液的镜面光泽“光亮添加剂”; 2、适用于各类不锈钢材质,对如下牌号的不锈钢可达到镜面光亮效果:201、202、304、304l、 316、316l、321、410、420、430等不锈钢或相近不锈钢; 3、要求电解液中不含六价铬、三价铬、总铬,且要求高光亮的场合,添加本剂配合磷酸、 硫酸使用,可实现无铬环保钝化; 4、要求大大延长电解液的使用寿命的场合,可选用本剂; 性能特点 ●使用本剂配合磷酸、硫酸使用,便可调配出性能稳定持久的环保电解液; ●清亮、高光、高亮的效果,清晰的影像镜面视觉; ●友好环保,不含铬酸酐、六价铬、三价铬、总铬等有害离子,无需复杂的水处理工艺, 即可安全排放; ●内含丰富的抗氧化剂、再生剂,性能稳定,使用寿命大幅度延长,维护良好的施工现场, 已创下25个月换槽期的
编辑推荐下载
格式:pdf
大小:50KB
页数:4P
人气:61
 4.6
4.6
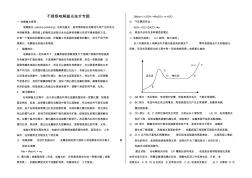
不锈钢电解抛光技术专题 一.电解抛光原理: 电解抛光(electro-polishing)也称电抛光,是利用阳极在电解池中所产生的电化 学溶解现象,使阳极上的微观凸起部分发生选择性溶解以形成平滑表面的方法。 它是一个复杂的阳极氧化过程,伴随着工件表面的溶解和和氧化,但又不同于阳 极氧化。电解抛光的抛光机理是: 1.黏膜理论: 电解抛光在一定的条件下,金属阳极的溶解速度大于溶解产物离开阳极表面 向电解液中扩散的速度,于是溶解产物就在电极表面积累,形成一层黏性膜,这 层黏性膜的电阻比电解液的大,而且可以溶解在电解液中,它沿阳极表面的分布 是不均匀的,在表面的微凸处的微黏膜厚度比凹处小,导致凸处的电阻也较小, 从而造成电流集中,与微凹处相比,微凸处电流密度较大,电位升高,从而使氧 气容易析出,有利于黏膜溶解扩散,加快了微凸部位金属的溶解。随着电解抛光 时间的延续,阳极表面上的微凸处被逐渐
格式:pdf
大小:453KB
页数:3P
人气:61
4.7
 316不锈钢电化学着色工艺研究
316不锈钢电化学着色工艺研究 采用两步法对316不锈钢进行着色处理:先在表面冲击预镀一层镍,然后用钼酸铵进行电化学着色.研究了钼酸铵浓度、电流密度、时间和ph值对着色膜性能的影响,获得最佳工艺条件,所得黑色膜耐磨性好,光亮.采用sem和电化学性能测试对膜的形貌,成分和耐腐蚀性能进行表征.结果表明,经着色处理后,耐蚀性能明显提高,着色膜呈块状分布,主要成分为moo2.
热门文档 不锈钢电化学机械镜面加工电解液研究
格式:pdf
大小:313KB
页数:3P
人气:61
4.6
不锈钢表面的电化学机械复合抛光 不锈钢板在生产和装饰材料中得到越来越多的应用,其表面粗糙度对产品质量有着重要影响。研究了不锈钢板的高效电化学机械抛光,介绍了一台由立式铣床改装的电化学机械复合抛光装置,讨论加工电压、磨轮压力与加工效率的关系以及加工电压对表面粗糙度的影响。研究结果表明,电化学机械复合加工可以得到更高的加工效率和更好的加工质量。
格式:pdf
大小:15KB
页数:1P
人气:61
4.3

产品整体特点 不锈钢镜面板是以不锈钢为底材,对不锈钢板表面进行镜面处理。采用研磨液通过抛光设 备在不锈钢板面上进行抛光研磨,以消除表面毛刺、平整水纹痕迹,使不锈钢表面的光线 散射减弱,成像清晰。板面像镜子一样光泽、清晰。同时也可对镜面进行镀色、蚀刻等处 理。 规格 (1)厚度0.2mm-3.0mm。(2)长度、宽度有:1219*2438mm;1219*3048mm;1000*2000mm; 1500*3000mm常规尺寸。(3)可根据客户要求定做非常规尺寸。 主要材质201、202、301、304、316、410、420、430等国产和进口不锈钢卷板和平板。 颜色 黑钛(黑金)、纯黑、黑玫瑰、宝石蓝、玫瑰金、钛金、玫瑰红、古铜、青古铜、黄古铜、 红古铜、酒红、香槟金、日本金、灰色、茶色、紫红、咖啡色、粉红色、紫罗蓝、七彩等 多种颜色,也可按客户样板调色加工。 材料产地:
格式:pdf
大小:507KB
页数:3P
人气:61
4.7
化学镀用不锈钢槽的电化学钝化 盛装化学镀溶液的槽一直是用聚丙烯或不锈钢制造的,需定期用稀硝酸钝化,保护其表面不被镀覆,这就限制了镀覆的产量,而且,至少需备两只镀槽保证生产,从而又增加了废酸的量及其处理费用。最近,美国引进了电化学系统,在准确控制的电位下,施加小的外加电流,在不锈钢上产生一层钝化膜,防止化学镀层析出,也无需每天给镀槽退镀。本文叙述了这阳极钝化的系统及其操作理论。
格式:pdf
大小:441KB
页数:4P
人气:61
4.7
不锈钢电化学抛光及着金黄色工艺 通过正交试验和单因素试验研究了不锈钢电化学抛光及着色工艺。结果表明,在用14gcro3、30mlc3h8o3、90mlh3po4、60mlh2so4和20mlh2o配制的抛光液中,控制温度约80℃、电流密度约15a/dm2,对不锈钢试片电化学抛光约10min,其光亮度可达1级;在用21gcro3、60mlh2so4和100mlh2o配制的着色液中,控制电流密度约0.60a/dm2、温度70℃,对不锈钢电化学着色约3min,其金黄色着色膜美观均匀、与基体结合力强、耐磨、耐腐蚀、耐高温。此工艺具有设备简单、可控性好、效率高、重现性好等优点。
格式:pdf
大小:745KB
页数:5P
人气:61
4.6
目的研制一种偏二甲肼电化学气体检测仪,以解决偏二甲肼电化学气体检测仪使用寿命短,适用温度范围窄的弊病。方法采用蒸汽压和冰点较低、沸点较高的烷酮类有机物作为溶剂,可溶性导电性盐作为溶质组成非水电解液,贵金属一体化扩散电极作为工作电极、对电极和参考电极,气体扩散电极采用喷涂法自制,以控制电位电解型气体传感器为核心研制偏二甲肼非水电解液电化学气体检测仪。结果对研制的偏二甲肼非水电解液电化学气体检测仪的测试结果表明,检测仪的使用寿命达到2年以上,各项性能指标基本满足技术指标要求,响应时间尚待改进。结论偏二甲肼非水电解液电化学气体检测仪可用于偏二甲肼的泄漏检测。
精华文档 不锈钢电化学机械镜面加工电解液研究
格式:pdf
大小:14KB
页数:5P
人气:61
4.6
不锈钢的电化学腐蚀与防护 字号:大中小 显示汉语拼音 打印 摘要:本文概述了不锈钢常见的腐蚀类型,分别为均匀腐蚀和局部腐蚀,后 者还可细分为晶间腐蚀,点腐蚀,缝隙腐蚀,应力腐蚀破裂等,其中多数腐蚀与 电化学腐蚀有关。同时阐述了极化曲线。同时针对不锈钢的各种腐蚀类型,总结 了不锈钢腐蚀的防护方法。并讨论了利用电化学腐蚀加速的方法来评价不锈钢电 化学腐蚀性能的优缺点。 关键词:不锈钢;腐蚀;电化学腐蚀;防护方法 中图分类号:tf764+.1文献标识码:a文章编号: 不锈钢的不锈特性是由于钢板表面特殊的钝化保护膜,首先简单介绍一下不 锈钢的耐蚀机理,即钝化膜理论。所谓钝化膜就是在不锈钢表面有一层以cr(铬) 与氧结合的cr2o3(三氧化二铬)为主的薄膜它是在金属表面形成厚度约100 万分之数mm的非动态皮膜。由于这个薄膜的存在使不锈钢基体在各种介质中 腐蚀
格式:pdf
大小:669KB
页数:2P
人气:61
4.6
关于电解抛光后工件上留有黑色及烧焦的挂点原因分析 挂点形成的原因: 首先可以肯定挂点并不是因为电解液的原因所造成的。而是因为所需电解的工件所需 消耗的电流较大,而挂具丝所能通过的电流有限,已超过挂具丝所能承受的最大电流, 所以导致挂具丝因通过的电流过大,而挂具丝在温度越高电阻越大的情况下发生过热 或烧红的现象,从而产生挂点。 解决方案: 1、选择导电性能较好的材料做挂具:一般来讲,铜的导电率是钛丝的20倍以上, 所以铜挂具的导电能力比钛挂具的导电能力要强,更不容易产生挂点。一般可以采用 有弹性及硬度较好的磷铜丝做挂具。当然还要考虑挂个的使用寿命问题,钛挂具在耐 腐蚀方面明显要优于铜丝。不同的电解液对铜的溶解能力不一,根据我的所见,有的 厂家电解液可能三五天内铜丝可能就完全溶解完了。也有的一个月左右。但在桃源牌 电解液中铜丝基本寿命可以达到3个月或更长时间再更换。所以换铜丝
格式:pdf
大小:695KB
页数:3P
人气:61
4.7

304不锈钢电解着色膜的耐蚀性及结构 第六图书馆 对304不锈钢电解着色膜的耐蚀性能及其结构进行了探讨。结果表明,不锈钢电解着色膜改善了阳极极化行为,使孔蚀电位升高,腐蚀率 下降。电解着色膜主要由α-fe2o3和cr2o3的氧化膜构成。电解着色膜中由于cr元素的富集,提高了表面膜的钝化能力,改善了其耐蚀 性能。对304不锈钢电解着色膜的耐蚀性能及其结构进行了探讨。结果表明,不锈钢电解着色膜改善了阳极极化行为,使孔蚀电位升高 ,腐蚀率下降。电解着色膜主要由α-fe2o3和cr2o3的氧化膜构成。电解着色膜中由于cr元素的富集,提高了表面膜的钝化能力,改善了 其耐蚀性能。304不锈钢电解着色耐蚀性表面膜结构材料保护梁成浩邵新荣大连理工大学腐蚀与表面工程研究所2000 第六图书馆 http://www.***.***第六
格式:pdf
大小:27KB
页数:3P
人气:61
4.5
森源化工专业生产不锈钢电解抛光液不锈钢钝化液不锈钢电解抛光设备铜材抛光液 森源化工专业生产不锈钢电解抛光液不锈钢钝化液不锈钢电解抛光设备铜材抛光液 不锈钢电解抛光常见问题分析 一.工件表面出现麻点 主要原因是电流密度分布不均,影响电流密度分布不均的因素也很多,主要有以下几种: 1.夹具结构导致电流密度分布不均,改善夹具结构使夹具与工件的接触比较平衡均匀,在保证夹具合格的情况下尽量增大夹具与工件的接触面积。 2.电解抛光液比重下降或超出最大值,如果超出所要求的比重范围,工件表面就容易产生麻点,电解液的最佳比重是1.72. 3.温度过高,温度高可提高电解液的电导率,增加工件的表面亮度,但容易造成电流密度分布不均而产生麻点。 4.返工零件,工件在第二次电解抛光时容易产生麻点。为了避免第二次产生麻点,二次电解抛光必须相应的减少时间和电流大小。 5.气体逸出不畅,气体逸出不
格式:pdf
大小:41KB
页数:5P
人气:61
4.4

不锈钢电解抛光技术专题 一.电解抛光原理: 电解抛光(electro-polishing)也称电抛光,是利用阳极在电解池中所产生的电化学溶解现象,使阳极上的微观凸起部分发生选择*溶解以形成平滑表面 的方法。它是一个复杂的阳极氧化过程,伴随着工件表面的溶解和和氧化,但又不同于阳极氧化。电解抛光的抛光机理是: 1.黏膜理论: 电解抛光在一定的条件下,金属阳极的溶解速度大于溶解产物离开阳极表面向电解液中扩散的速度,于是溶解产物就在电极表面积累,形成一层黏 *膜,这层黏*膜的电阻比电解液的大,而且可以溶解在电解液中,它沿阳极表面的分布是不均匀的,在表面的微凸处的微黏膜厚度比凹处小,导致 凸处的电阻也较小,从而造成电流集中,与微凹处相比,微凸处电流密度较大,电位升高,从而使氧气容易析出,有利于黏膜溶解扩散,加快了微 凸部位金属的溶解。随着电解抛光时间的延续,阳极表面上的微凸处被逐渐削平
最新文档 不锈钢电化学机械镜面加工电解液研究
格式:pdf
大小:249KB
页数:2P
人气:61
4.5
铝型材仿不锈钢电解着色工艺 采用二步电解着色法在铝型材上获得色泽均匀的仿不锈钢色,性能测试结果表明该着色膜具有良好的耐磨、耐蚀性.
格式:pdf
大小:915KB
页数:4P
人气:61
4.4
PEMFC用不锈钢极板的电化学表面改性研究 极板材料及其相关技术是质子交换膜燃料电池(pemfc)技术的核心之一,其性能高低对燃料电池的性能和成本都有着直接影响。通过电化学方法,对不锈钢金属极板进行表面改性处理;应用腐蚀性能实验、界面接触电阻测试和x射线光电子光谱(xps)分析等方法,研究了表面改性对不锈钢金属极板性能的影响。实验结果表明:电化学表面改性技术可以使不锈钢金属极板表面形成的氧化膜更薄,降低其界面接触电阻;有利组分cr的含量及其高价化合物cro3增加,不利组分fe的含量减少,使极板耐腐蚀性能得到提高,经过在pemfc模拟阴极/阳极环境条件下1000h耐久性评价后,腐蚀电流为10-6a·m-2数量级;因此电化学表面改性的不锈钢金属极板是pemfc极板材料的一种良好选择。
格式:pdf
大小:302KB
页数:4P
人气:61
4.7
北京抛丽斯科技有限公司www.***.*** 什么是不锈钢电解抛光 不锈钢电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到 电解槽中,通以直流电而产生有选择性的阳极溶解,工件表面逐渐整平,从而达 到工件增大表面光亮度的效果。 不锈钢电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中, 通以直流电而产生有选择性的阳极溶解,工件表面逐渐整平,从而达到工件增大表面光亮度 的效果。 原理: 不锈钢电解抛光原理被大家公认的主要为黏膜理论。该理论主要为:工件上脱离的金属离子 与抛光液中的磷酸形成一层磷酸盐膜吸附在工件表面,这种黏膜在凸起处较薄,凹处较厚, 因凸起处电流密度高而溶解快,随黏膜流动,凹凸不断变化,粗糙表面逐渐被整平的过程。 电解抛光优点: ⑴内外色泽一致,光泽持久,机械抛光无法抛到的凹处也可整平。 ⑵生产效率高,成本低廉。 ⑶增加工
格式:pdf
大小:22KB
页数:2P
人气:61
4.8

淄博拓新达新技术开发有限公司 淄博拓新达新技术开发有限公司 420不锈钢电解抛光液配方 配方基本叙述: 一款针对304不锈钢的电化学抛光液配方,通过适当调试,便可达到 高光亮效果,电解液可达到两年左右的换槽期。 配方 原料名称质量百分 比 原料要求配制方法工艺参数 磷酸51—55% 磷酸比重1.70 (含量85%)1、磷酸——硫酸,混合搅拌溶解 均匀 2、在上述混酸中,加入“txd110 光亮剂”搅拌溶解均匀 3、技术探讨: 一五二六九三七零三六一 电解液工作温度:55—80℃ 整流后电压:7—9v 电流密度:8—15a/dm2 硫酸42—46% 硫酸1.84 (含量98%) 三羟甲基戊 醇聚氧乙烯 聚氧丙烯醚 3%三羟甲基戊醇 聚氧乙烯聚氧 丙烯醚型号: 说明 ●以上配方对201、202、304、304l、316、316l、321、4
格式:pdf
大小:22KB
页数:2P
人气:61
4.6
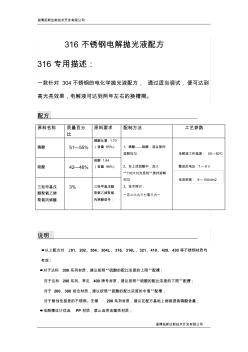
淄博拓新达新技术开发有限公司 淄博拓新达新技术开发有限公司 316不锈钢电解抛光液配方 316专用描述: 一款针对304不锈钢的电化学抛光液配方,通过适当调试,便可达到 高光亮效果,电解液可达到两年左右的换槽期。 配方 原料名称质量百分 比 原料要求配制方法工艺参数 磷酸51—55% 磷酸比重1.70 (含量85%)1、磷酸——硫酸,混合搅拌 溶解均匀 2、在上述混酸中,加入 “txd110光亮剂”搅拌溶解 均匀 3、技术探讨: 一五二六九三七零三六一 电解液工作温度:55—80℃ 整流后电压:7—9v 电流密度:8—15a/dm2 硫酸42—46% 硫酸1.84 (含量98%) 三羟甲基戊 醇聚氧乙烯 聚氧丙烯醚 3%三羟甲基戊醇 聚氧乙烯聚氧 丙烯醚型号: 说明 ●以上配方对201、202、304、304l、316、316l、321
格式:pdf
大小:65KB
页数:1P
人气:61
4.4
不锈钢的电化学腐蚀性能探析 本文研究304、316l不锈钢复杂腐蚀介质中的电化学腐蚀性能。结果表明:复杂腐蚀介质条件下,随温度升高,2种不锈钢的耐蚀性和抗点蚀能力都会降低.co2的通入对不锈钢的腐蚀过程影响较为复杂.相同腐蚀条件下,2种不锈钢的耐腐蚀能力由强到弱的顺序为:316l、304.
格式:pdf
大小:129KB
页数:未知
人气:61
4.6
不锈钢电解刷式抛光工艺研究 阐述了不锈钢电解刷式抛光的原理和工艺过程。以不锈钢筒体为研究对象,采用不锈钢刷式抛光工艺进行试验研究。该工艺可降低工件表面粗糙度,使其表面光滑、耐腐蚀。
格式:pdf
大小:297KB
页数:未知
人气:61
4.6
pH对316L不锈钢电化学性能的影响 采用动电位极化、电化学阻抗谱和mott-schottky曲线研究了316l不锈钢在硫酸溶液和氢氧化钠溶液中的电化学行为。结果表明,316l不锈钢在硫酸溶液和氢氧化钠溶液中钝化区间分别为0.1~0.9v和-0.25~0.7v;316l不锈钢在氢氧化钠溶液中的阻抗模值较大。随扫描电位正移,硫酸溶液与氢氧化钠溶液中的动电位电化学阻抗谱变化趋势差异明显;0.1v条件下形成钝化膜的mott-schottky曲线证明钝化膜由p型和n型两种氧化物组成。
文辑创建者
我要分享 >
职位:钢结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐