不锈钢电炉渣门通道纯铜焊接工艺方案与制定
2025-03-26
本文针对不锈钢厂电炉渣门通道在焊接修复过程中,出现的焊缝金属熔合困难、成形差,以及焊后极易产生扩散性气孔、反应性气孔和热裂纹等问题,进行了原因分析和探讨,并制定了相应的防控措施和实施方案,解决了铜焊时常见的焊接缺陷,提升检修人员对有色金属焊接技术的掌控能力。

纯铜焊接工艺探讨 摘要:本文通过对纯铜的物理性能及焊接性分析,经过摸索试验,总结出一 套行之有效的纯铜手工氩弧焊焊接施工方法。 关键词:氩弧焊;预热;纯铜;焊剂 引言 纯铜是含cu量不低于99.9的工业纯铜,纯铜的密度为8.96g/m3,熔点为 1083℃,具有面心立方晶格的晶体结构,因此具有优良的导电性,在金属中仅次 于银,导热性仅次于金和银,在大气、海水中具有良好的耐蚀性及良好的低温塑 性,被广泛应用于导电元件或导体,常应用于电站的母线上。 1.纯铜焊接特点 由表1可看出铜焊接性有别于钢和铝,其焊接时主要存在以下几点问题: 1.1.未熔合、易变形 由表1可知铜的热导系数在20℃时约为铁的7.2倍,1000℃时约为铁的11 倍,焊接时热 量迅速从加热区传导出去,加热范围扩大,使母材与填充金属难以熔合,因 此焊接时要采用大功率热源,焊前要采取
编辑推荐下载
格式:pdf
大小:331KB
页数:未知
人气:65
 4.6
4.6
 不锈钢管与纯铜管的焊接工艺方法
不锈钢管与纯铜管的焊接工艺方法 某单位在设备使用中发现有三个不锈钢管与纯铜管焊接接头出现泄漏现象,严重地影响了正常生产。厂方领导十分着急,先后组织人员多次补焊,但由于工艺不当,均未成功,因此成了棘手的技术问题。根据此情况,我们采用“挖补镶焊”的工艺方法进行焊接技术攻关,使管道得以修复。
热门文档 不锈钢电炉渣门通道纯铜焊接工艺方案与制定
格式:pdf
大小:220KB
页数:未知
人气:65
4.4
纯铜焊接件清洗液的研发 比较几种酸对纯铜焊接件中氧化皮、表面杂质的去除能力,确定基础酸。选定几种表面活性剂与其配伍,通过比较除油效果,确定清洗液的最终成分和用量,同时确定焊接件清洗后的钝化处理方法,以达到保色防腐效果。结果表明,磷酸、氢氟酸、氟硼酸和柠檬酸可作基础酸,与聚醚npe-108配伍可达到清洗效果,苯并三氮唑与硅酸钠有理想的保色性。
格式:pdf
大小:392KB
页数:2P
人气:65
4.5
不锈钢电气控制柜焊接工艺 通过对不锈钢薄板焊接工艺的分析,选用了合适的脉冲熔化极活性气体保护焊,设计了较为合理的焊接工艺和焊后火焰矫形工装,从而有效地提高了不锈钢电气控制柜的焊接质量和生产效率。
格式:pdf
大小:117KB
页数:1P
人气:65
4.5
不锈钢与纯铜的钎焊工艺 我公司承接某电厂一产品,材质为06cr19ni10与纯铜,结构如附图所示。1.方案预定(1)按图样尺寸下1000mm×500mm×10mm的06cr19ni10钢,钻孔铣槽。(2)纯铜的作用是起导电作用,可以用堆焊或加塞焊接的方法得到。2.焊接性分析06cr19ni10属于奥氏体不锈钢,焊接时易出现晶
格式:pdf
大小:198KB
页数:11P
人气:65
4.4
受控状态文件编号: of/gyhj-01 发放编号00版本号:a 版 ? 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日 2/112/112 编号:pqr-01 焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 ? 3/113/113 一、焊接工艺评定任务书(表1) 母材 牌号0gr18ni9 接 头 示 意 图 规格d6
格式:pdf
大小:419KB
页数:2P
人气:65
4.7
用过渡法焊接不锈钢与纯铜 本文主要介绍了采用交流电焊机与气焊为焊接工具,使用低碳钢过渡环将中频炉水冷器的不锈钢外筒与纯铜隔板连接的过渡法焊接。保证焊接后不锈钢筒和纯铜板不变形,水冷器不渗漏,并使过渡环具备一定的抗腐蚀性能。
精华文档 不锈钢电炉渣门通道纯铜焊接工艺方案与制定

格式:pdf
大小:220KB
页数:8P
人气:65
4.4

1 不锈钢板焊接工艺 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总 厚度大于或等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按下表选取。 表—1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条 牌号 焊条型号焊条 牌号 焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31
格式:pdf
大小:626KB
页数:17P
人气:65
4.7

. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
格式:pdf
大小:17KB
页数:7P
人气:65
4.6
不锈钢的及焊接及应用 几乎所有的不锈钢都可以使用目前在工业上使用的大多数焊 接方法,包括激光、等离子焊以及在汽车制造中发展起来的电子 束焊接。然而,由于不锈钢与碳钢以及合金钢不同,焊接技术也 有所变化。 首先,要按照工艺规程操作,保持焊缝区以及直接与焊缝相 邻的部位的耐腐蚀性,该部分又被称为热影响区(haz);第 二,最好是保持连接处最佳的力学性能;第三,必须采取某些步 骤使热变形产生的问题最小。 不锈钢和其他钢种的主要不同在与合金含量,它提供了耐腐 蚀性能。在焊接中,必须选择合适的焊条,尽可能选择耐腐蚀性 能与基金属几乎相同或比基金属耐腐蚀性更好的焊接填充金属, 这一点并不总是像所期望的那么明显,例如,308钢焊条通常被 指定焊接304钢,300系列的焊条常常被用于连接400系列的 钢,最好的建议是按照美国焊接协会(aws)对焊条的选择(同 样也是焊接工艺规程)或向焊条制造厂
格式:pdf
大小:626KB
页数:17P
人气:65
4.6

. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
最新文档 不锈钢电炉渣门通道纯铜焊接工艺方案与制定

格式:pdf
大小:6KB
页数:2P
人气:65
4.7
不锈钢筛网的焊接和不锈钢丝网深加工的焊接工艺问题 在不锈钢网生产和深加工过程中经常需要使用各种焊接技术支持。 一方面,不锈钢电焊网的生产本身就是焊接工艺织造的不锈钢丝网产品,另一方 面,诸如一些不锈钢网片、网架、网框,深加工如不锈钢网篮、不锈钢网筒、不 锈钢过滤器,不锈钢网的拼接、镶边、镶框等,都需要各种不同的焊接技术实现。 不锈钢丝网中304材料是最通用的材料,304不锈钢筛网也是焊接中经常使用的 不锈钢筛网产品。304不锈钢一般具有良好的焊接性能,原则上不须进行焊前预 热和焊后热处理。 对相关304不锈钢丝网类制品进行焊接时:由于不锈钢本身所具有的特性(例如 304不锈钢的热膨胀系数是低碳钢和高铬系不锈钢的1.5倍;导热系数约是低碳 钢的1/3,而高铬系不锈钢的导热系数约是低碳钢的1/2;比电阻是低碳钢的4 倍以上,而高铬系不锈钢是低碳钢的3倍。),与普碳钢相比

格式:pdf
大小:74KB
页数:1P
人气:65
4.7
不锈钢闪蒸罐焊接工艺 本文探讨不锈钢闪蒸罐的焊接过程,分析了不锈钢材料进行焊接时的焊接性,介绍了焊接过程中采用焊接方法,制定了详细的焊接工艺,介绍了焊接时的操作要点,可用以指导实际操作。
格式:pdf
大小:138KB
页数:未知
人气:65
4.4
双相不锈钢焊接工艺分析 本文主要介绍了双相不锈钢s32205的焊接性和焊接工艺要点,控制铁素体和奥氏体的比例,保证接头的性能,是对s32205不锈钢焊接的基本要求。根据s32205不锈钢的焊接特点,采用合适的坡口形式,把握合理的焊接线能量,是s32205不锈钢焊接要求的关键,选用焊条电弧焊的方法,通过工艺评定获得适宜的焊接工艺参数,取得了满意的效果,可在相关工程中应用。
格式:pdf
大小:1.1MB
页数:33P
人气:65
4.6
受控状态:受控 1 第三部分 0cr18ni9系列 受控状态:受控 2 通用焊接工艺卡 编号 焊接工艺评定号hgp99-28 适 用 范 围 材料牌号0cr18ni9 焊接接点图 材料规格6 接头种类对接 坡口型式i 坡口角度/ 钝边/ 组对间隙0-2 背面清根碳弧气刨 焊接方法saw 电源种类直流 焊后 热处 理 种类/保温时间/ 电源极性反接加热方式/层间温度/ 焊接位置saw-1g-07/09温度范围/测量方法/ 焊接工艺参数 焊 层 焊材牌号 焊材直径 (mm) 焊接电流 a 电弧电压 v 焊接速度 cm/min 保护气体流量 l/min 备注 1h0cr21ni10φ2.5320-36030-3252-56 /hj260(φ4.0360-40031-
格式:pdf
大小:145KB
页数:5P
人气:65
4.5

百度文库 1 s0907007a51 sh07hll-122-gy-02 -1- 1.概述 “中化7”轮的货舱3舱和5舱左旁纵壁底部分别开有一个工艺孔,现需要恢复。本工 艺主要针对该处板材的焊接而制定。 2.焊接材料与焊前准备 焊接材料 该纵壁板厚为13.5mm,材质为316l+a级钢板的复合不锈钢板,新加的补板材质为 316l。根据板材材质,选用e309-16和e316l焊条。 焊前准备 (1)由于工艺孔的边缘是气割而来的,熔渣较多,所以焊前必须先将板边缘的熔渣 打磨干净,并开出坡口。坡口应采用机加工或磨削的方法,从复层(不锈钢)往基层方向, 坡口表面要求平整光洁无溅渣,打磨基层用的打磨片不得使用于复层。 (2)焊前需用机械方法或有机溶剂清除焊丝表面和焊接坡口两侧至少各30mm范围内 的油污、金属屑、氧化膜及其它污物。多层多道焊时,必须清除前道焊缝表面
格式:pdf
大小:17KB
页数:7P
人气:65
4.5
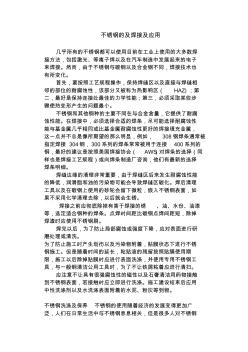
不锈钢的及焊接及应用 几乎所有的不锈钢都可以使用目前在工业上使用的大多数焊 接方法,包括激光、等离子焊以及在汽车制造中发展起来的电子 束焊接。然而,由于不锈钢与碳钢以及合金钢不同,焊接技术也 有所变化。 首先,要按照工艺规程操作,保持焊缝区以及直接与焊缝相 邻的部位的耐腐蚀性,该部分又被称为热影响区(haz);第 二,最好是保持连接处最佳的力学性能;第三,必须采取某些步 骤使热变形产生的问题最小。 不锈钢和其他钢种的主要不同在与合金含量,它提供了耐腐 蚀性能。在焊接中,必须选择合适的焊条,尽可能选择耐腐蚀性 能与基金属几乎相同或比基金属耐腐蚀性更好的焊接填充金属, 这一点并不总是像所期望的那么明显,例如,308钢焊条通常被 指定焊接304钢,300系列的焊条常常被用于连接400系列的 钢,最好的建议是按照美国焊接协会(aws)对焊条的选择(同 样也是焊接工艺规程)或向焊条制造厂
格式:pdf
大小:19KB
页数:12P
人气:65
4.4
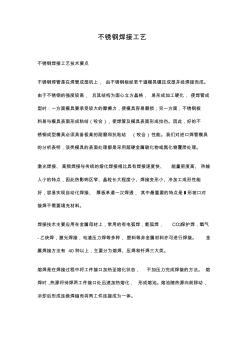
不锈钢焊接工艺 不锈钢焊接工艺技术要点 不锈钢焊管是在焊管成型机上,由不锈钢板经若干道模具碾压成型并经焊接而成。 由于不锈钢的强度较高,且其结构为面心立方晶格,易形成加工硬化,使焊管成 型时:一方面模具要承受较大的摩擦力,使模具容易磨损;另一方面,不锈钢板 料易与模具表面形成粘结(咬合),使焊管及模具表面形成拉伤。因此,好的不 锈钢成型模具必须具备极高的耐磨和抗粘结(咬合)性能。我们对进口焊管模具 的分析表明,该类模具的表面处理都是采用超硬金属碳化物或氮化物覆层处理。 激光焊接、高频焊接与传统的熔化焊接相比具有焊接速度快、能量密度高、热输 入小的特点,因此热影响区窄、晶粒长大程度小、焊接变形小、冷加工成形性能 好,容易实现自动化焊接、厚板单道一次焊透,其中最重要的特点是ⅰ形坡口对 接焊不需要填充材料。 焊接技术主要应用在金属母材上,常用的有电弧焊,氩弧焊,co2保护焊,
格式:pdf
大小:101KB
页数:6P
人气:65
4.7
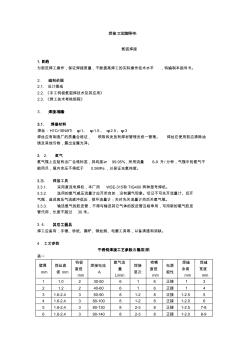
焊接工艺指导书 氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不 能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.33.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊机。 3.3.2.选用的氩气减压流量计应开闭
文辑创建者
我要分享 >
职位:园林工程资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐