不锈钢地铁车底架端部的焊接制造工艺
2025-01-17
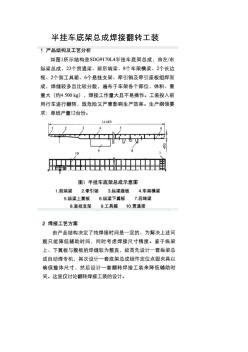
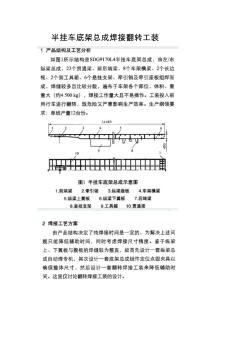
主要介绍了C型不锈钢地铁车底架端部组焊的工艺制造方案及工艺验证,分析设计结构通过控制单件公差、提高工装精度,预置焊接反变形、调修等工艺方法保证端底架平度及各尺寸要求,并摸索规律以推广到其他项目,为C型车平台提供宝贵的经验。

 80t不锈钢运煤敞车底架钢结构制造工艺
80t不锈钢运煤敞车底架钢结构制造工艺 分析了80t不锈钢运煤敞车底架钢结构的组装工艺,介绍了通过采用合理的工艺措施和使用必要的工艺装备来保证底架钢结构的质量。
印度新德里地铁机车双相不锈钢端部底架焊接工艺 介绍双相不锈钢焊接特点。通过选用合适的焊接工艺参数,完成双相不锈钢焊接工艺评定;采用端部底架焊接工装减少焊接变形;采用射线探伤(rt)、超声波探伤(ut)和铁素体含量检测(ft)对焊接进行探伤和检测。分析机车端部底架整体焊接性能,提出印度新德里地铁机车端部底架双相不锈钢焊接工艺,确定焊接方法、焊机及气体的比例。
编辑推荐下载
格式:pdf
大小:142KB
页数:3P
人气:69
 4.5
4.5
200t专用平车底架钢结构制造工艺 分析了200t专用平车的底架钢结构及其中、侧梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造工艺方法。
格式:pdf
大小:714KB
页数:2P
人气:69
4.4
快速客运电力机车底架制造工艺 通过对快速客运电力机车底架制造工艺的深入研究,系统地总结了快速客运电力机车底架制造的工艺特点、工艺难点等,同时给出了相对应的工艺方法,工艺措施,并且经过验证,这些具体的工艺方法具有很强适用性,为类似结构的底架制造提供有效的借鉴和应用。
热门文档 不锈钢地铁车底架端部的焊接制造工艺
格式:pdf
大小:689KB
页数:2P
人气:69
4.3
重载货运电力机车底架制造工艺 通过对一种重载货运电力机车车体底架钢结构进行分析,制定出车体底架的整体制造工艺流程,工艺特点、要点等,详细阐述了底架钢结构整体以及其部件的制造工艺方法和措施.经过批量生产验证,工艺方法和工艺措施合理、有效.
格式:pdf
大小:714KB
页数:2P
人气:69
4.6
快速客运电力机车底架制造工艺 通过对快速客运电力机车底架制造工艺的深入研究,系统地总结了快速客运电力机车底架制造的工艺特点、工艺难点等,同时给出了相对应的工艺方法,工艺措施,并且经过验证,这些具体的工艺方法具有很强适用性,为类似结构的底架制造提供有效的借鉴和应用。
格式:pdf
大小:424KB
页数:3P
人气:69
4.4
C80型铝合金运煤敞车底架钢结构制造工艺 分析了c80型铝合金运煤敞车底架及其中梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造方法。
精华文档 不锈钢地铁车底架端部的焊接制造工艺
格式:pdf
大小:649KB
页数:3P
人气:69
4.4
新型澳大利亚煤漏斗车底架钢结构制造工艺 介绍了新型澳大利亚煤漏斗车底架、牵中梁组成、侧梁与漏斗侧板的结构特点,制订了钢结构的组焊工艺,通过合理的工艺措施及必要的工艺装备保证了底架钢结构的制造质量。

格式:pdf
大小:228KB
页数:3P
人气:69
4.4
脉冲MIG焊接工艺在不锈钢机车制造中的应用 介绍了脉冲电流熔化极气体保护焊(migp)的工艺特点及逆变脉冲熔化极气体保护焊机350/500ag2的电源性能,以及该工艺在tcs铁素体不锈钢机车焊接制造中的应用。
格式:pdf
大小:1.1MB
页数:2P
人气:69
4.7
重载不锈钢车体制造焊接工艺研究 重点研究载重载荷为363t车体钢结构的制造焊接工艺,以重载不锈钢底架钢结构为例,详细了阐述了控制焊接变形的方法,满足了质量要求.
格式:pdf
大小:589KB
页数:3P
人气:69
4.6
澳大利亚不锈钢矿石车制造工艺 简要描述了出口澳大利亚不锈钢矿石车的产品结构,详细介绍了该车的制造工艺,包括冲压工艺、车体组装工艺以及转向架工艺,并针对实际情况提出了重点控制部位。通过试制生产进一步验证了该车制造工艺的可靠性。
最新文档 不锈钢地铁车底架端部的焊接制造工艺
格式:pdf
大小:139KB
页数:2P
人气:69
4.5
地铁车辆不锈钢车体制造工艺及车间布局 介绍了地铁车辆不锈钢车体的生产特点,阐述了焊接生产流程、车间布局、车间设备及车间特点。
格式:pdf
大小:30KB
页数:5P
人气:69
4.6
. 部分内容来源于网络,有侵权请联系删除! 不锈钢货架制造工艺手册 1制造环境 1.1不锈钢货架及受压元件的制造,必须有独立、封闭的生产车间或专用场地,不得 与黑色金属制品或其它产品混杂生产,不锈钢货架如附有碳钢零件,其碳钢零部件的 制造场地应与不锈钢制作场地分开。 1.2为了防止铁离子和其他有害杂质的污染,不锈钢货架生产场地必须保持清洁、干 燥,地面有铺设橡胶或木质垫板,零部件半成品、成品的堆放需配有木质堆放架。 1.3不锈钢货架在制作过程中应使用专用滚轮架(如滚轮衬有橡胶或用胶带、布条缠 绕等)、吊夹具及其它工艺设备。起吊容器或零部件的吊缆宜采用绳制吊缆或柔性材 料(如橡胶、塑料等)铠装的金属吊缆。进入生产现场的人员应穿着鞋底不得带有铁 钉等尖锐异物的工作鞋。 1.4不锈钢材料或零部件在周转和运输过程中,应配备必要的防铁离子污染和磕划伤 的运送工具。 1.5不锈钢货架的表
格式:pdf
大小:9KB
页数:4P
人气:69
4.6
不锈钢货架制造工艺手册 1制造环境 1.1不锈钢货架及受压元件的制造,必须有独立、封闭的生产车间或专用场地,不得 与黑色金属制品或其它产品混杂生产,不锈钢货架如附有碳钢零件,其碳钢零部件的 制造场地应与不锈钢制作场地分开。 1.2为了防止铁离子和其他有害杂质的污染,不锈钢货架生产场地必须保持清洁、干 燥,地面有铺设橡胶或木质垫板,零部件半成品、成品的堆放需配有木质堆放架。 1.3不锈钢货架在制作过程中应使用专用滚轮架(如滚轮衬有橡胶或用胶带、布条缠 绕等)、吊夹具及其它工艺设备。起吊容器或零部件的吊缆宜采用绳制吊缆或柔性材 料(如橡胶、塑料等)铠装的金属吊缆。进入生产现场的人员应穿着鞋底不得带有铁 钉等尖锐异物的工作鞋。 1.4不锈钢材料或零部件在周转和运输过程中,应配备必要的防铁离子污染和磕划伤 的运送工具。 1.5不锈钢货架的表面处理应有独立且配备必要环境保护措施的场地(远
格式:pdf
大小:303KB
页数:2P
人气:69
4.7
C_(80B)型不锈钢运煤敞车底架附属件装配工艺及改进 通过对c_(80b)型不锈钢运煤专用敞车底架附属件装配工艺现状分析,提出采用柔性底架附属件整体装配胎膜进行底架附属件装配,实现各底架附属件定位基准的一致性,进而保证各底架附属件的相对形状位置精度,提高整车底架附属件的装配质量。
格式:pdf
大小:94KB
页数:2P
人气:69
4.4

介绍了b型不锈钢车车顶的结构、制造工艺过程及工装和设备,选择典型部件进行工艺过程分析,从而掌握不锈钢车顶钢结构的制造工艺难点。
格式:pdf
大小:195KB
页数:2P
人气:69
4.7
激光焊不锈钢端部底架整体组装制造工艺 激光焊接技术的应用改善了不锈钢焊接变形大的诸多问题,但是激光焊在轨道车辆应用中还需要很多的探索和科学研究。本文撰写了激光焊不锈钢端部底架的整体组装制造工艺,为轨道交通不锈钢车辆研制提供参照依据。
格式:pdf
大小:195KB
页数:2P
人气:69
4.4
激光焊不锈钢端部底架整体组装制造工艺 激光焊接技术的应用改善了不锈钢焊接变形大的诸多问题,但是激光焊在轨道车辆应用中还需要很多的探索和科学研究。本文撰写了激光焊不锈钢端部底架的整体组装制造工艺,为轨道交通不锈钢车辆研制提供参照依据。
格式:pdf
大小:184KB
页数:未知
人气:69
4.3
全地形车底架40CrMnMo与Q420异种钢焊接工艺 全地形车底架采用中碳调质钢40crmnmo和低合金高强钢q420进行异种钢的焊接,分析了异种钢的焊接特点,设计了合理的40crmnmo与q420横角焊焊接工艺。结果表明:采用该工艺焊接的全地形车底架,焊接质量完全达到设计要求。
格式:pdf
大小:127KB
页数:3P
人气:69
4.6
铁路货车底架附属件考核标准研究 对比分析了俄罗斯标准和en12663—2—2010对底架附属件静强度及疲劳强度的考核情况,并对国内铁路货车底架附属件的考核提出了相关建议。
格式:pdf
大小:146KB
页数:未知
人气:69
4.6
不锈钢城轨车辆车体焊接 不锈钢城轨车辆车体焊接制造中应用了多种焊接方法,如电阻点焊、常规弧焊、激光焊接等。本文通过介绍各种焊接方法在城轨车辆中的应用特点,总结了实际应用中的工艺措施及焊接操作要点。
文辑创建者
我要分享 >
职位:电力工程造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐