不锈钢阀芯零件的加工工艺分析与优化
2025-01-17
不锈钢阀芯零件的加工工艺分析与优化 摘要:为解决新型不锈钢阀芯初次加工不合格的问题,根据零 件形状与材料特点及加工难点,选择不锈钢专用刀具,设计制作简 易有效的夹具,通过 mastercam软件根据薄片高速切削加工策略对 曲面合理编制刀具路径,以保证工件的加工质量同时提高工件的加 工效率,制造合格零件。本文对此过程进行详细阐述。 关键词:不锈钢阀芯 加工工艺 刀具路径 在设计制造一台新型灌装设备的过程中,有一重要零件——灌 装头阀芯需要进行机床加工。初次加工的成品经检验叶片定位精度 不合格,对设备性能造成不良影响,以及表面粗糙,造成后续抛光 工序困难。对其加工过程进行了解,得知零件为不锈钢 304铸件, 虽然采用加工中心机床进行加工,但由于使用普通的高速钢刀具, 运用简单的 v 形块与平口钳进行装夹,而且刀具路径不合适,因而 最终效果不理想。由于阀芯零件对于灌装设备的运行效果起着关键 作用

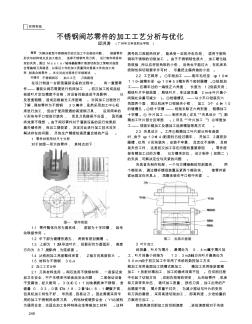
摘要:为解决新型不锈钢阀芯初次加工不合格的问题,根据零件 形状与材料特点及加工难点,选择不锈钢专用刀具,设计制作简易有 效的夹具,通过mastercam软件根据薄片高速切削加工策略对曲面 合理编制刀具路径,以保证工件的加工质量同时提高工件的加工效 率,制造合格零件。本文对此过程进行详细阐述。 关键词:不锈钢阀芯加工工艺刀具路径 在设计制造一台新型灌装设备的过程中,有一重要零 件——灌装头阀芯需要进行机床加工。初次加工的成品经 检验叶片定位精度不合格,对设备性能造成不良影响,以 及表面粗糙,造成后续抛光工序困难。对其加工过程进行 了解,得知零件为不锈钢304铸件,虽然采用加工中心机 床进行加工,但由于使用普通的高速钢刀具,运用简单的 v形块与平口钳进行装夹,而且刀具路径不合适,因而最 终效果不理想。由于阀芯零件对于灌装设备的运行效果起 着关键作用,而
不锈钢零件机加工工艺 1不锈钢材料加工难点 1.1切削力大,切削温度高 该类型材料强度大,切削时切向应力大、塑性变形大,因而切削力大。此外材料导热性极 差,造成切削温度升高,且高温往往集中在刀具刃口附近的狭长区域内,从而加快了刀具的 磨损。 1.2加工硬化严重 奥氏体不锈钢以及一些高温合金不锈钢均为奥氏体组织,切削时加工硬化倾向大,通常是 普通碳素钢的数倍,刀具在加工硬化区域内切削,使刀具寿命缩短。 1.3容易粘刀 论是奥氏体不锈钢还是马氏体不锈钢均存在加工时切屑强韧、切削温度很高的特点。当强 韧的切屑流经前刀面时,将产生粘结、熔焊等粘刀现象,影响加工零件表面粗糙度。 1.4刀具磨损加快 上述材料一般含高熔点元素、塑性大,切削温度高,使刀具磨损加快,磨刀、换刀频繁, 从而影响了生产效率,提高了刀具使用成本。 2不锈钢零件加工工艺 通过上述加工难点分析,不锈钢的加工工艺及相关刀具参数设计与
编辑推荐下载
格式:pdf
大小:434KB
页数:2P
人气:76
 4.4
4.4
 锻制不锈钢阀体加工工艺的分析与研究
锻制不锈钢阀体加工工艺的分析与研究 论述了锻制不锈钢阀体加工特点,通过加工工艺方案比较,给出了液压六角转塔机床加工阀体工艺。
格式:pdf
大小:182KB
页数:3P
人气:76
4.5
不锈钢薄壁螺母零件加工工艺设计 针对薄壁螺母零件刚性差、加工过程中容易产生变形、加工精度不高等问题,在仔细分析零件结构及加工要求的基础上,对加工工艺进行改进,重新设计工装,解决了工件的变形问题,克服了加工难点,保证了零件的加工品质。
热门文档 不锈钢阀芯零件的加工工艺分析与优化
格式:pdf
大小:295KB
页数:2P
人气:76
4.4
核电不锈钢组合孔类零件的加工 核电厂电气贯穿件端板为奥氏体不锈钢材料,组合孔结构复杂且数量多、精度要求高。根据端板所用材料——0cr18ni9不锈钢锻件的切削加工性以及零件的加工难点进行分析,研究出了一套适合端板组合孔加工的工艺路线,并对端板组合孔加工工艺中的关键工艺、切削参数等进行了详细介绍。
格式:pdf
大小:830KB
页数:3P
人气:76
4.5
不锈钢薄壁套类零件的加工 不锈钢具有韧性大、热强度高、导热系数低、加工硬化严重、切削热多、散热困难等特性,从而造成刀尖处切削温度高、容易产生积屑瘤,加剧刀具磨损、影响零件表面质量;薄壁套类零件刚性差、强度低、易变形,机械加工困难。通过对零件材质的切削性能及影响零件变形因素的分析,在工艺上采用粗精分开,并针对零件结构设计夹具;此外,合理选择刀具材料、几何参数、切削用量以及切削液等,从而使零件精度和外观都有明显提高。
格式:pdf
大小:324KB
页数:2P
人气:76
4.7
不锈钢零件内侧沉槽的倒锪加工 针对不锈钢零件,分析加工过程中的难点,从夹具、刀具、切削参数等多方面进行试验改进,采用倒锪加工保证了零件的技术要求
格式:pdf
大小:236KB
页数:2P
人气:76
4.5
不锈钢零件内侧沉槽的倒锪加工 我厂长期从事美国一家大型宇航公司的航空产品转包加工,其中有不少斜盘类零件,有很多斜盘上都有共同的内侧沉槽特征,如图1所示。在缺乏专用设备的条件下我们采用普通铣床倒锪的加工方法:将零件按图示在铣床上定位夹紧,刀杆由孔a导向伸入,然后将倒锪刀头装上刀杆,由内向外倒锪成形。
格式:pdf
大小:60KB
页数:2P
人气:76
4.4
如何加工不锈钢零件小孔? 不锈钢零件小孔是怎么加工的呢,这个问题其实也不难;随着现在经济技术的不断发展,各 企业对加工材料的多样性也是在不断转变、增加,为了帮助大家解决在工作中的一些问题, 下面小编给大家总结了不锈钢零件小孔怎么加工的一些技巧? 一、首先工艺路线的设计及加工刀具的选择: 根据不锈钢零件小孔要加工的实际情况,可以制定出以下工艺路线:粗车内外形 —半精车内外形—精车内外形—精车内孔环形槽—车端面槽。 刀具的选择,要根据不锈钢自身的特性,从各方面综合考虑选择合适的刀具。 包括以下四点: 1、为了避免出现工件脱落的现象发生,所以就要选择与螺纹胎具螺纹反向的右 手刀具。 2、要尽量选择刀具的形状及切削槽形中(不怎么通顺)切削力最小的,这样就可 以减少对零件刚性的影响。 3、刀尖的圆弧要适中。圆弧过大,会产生颤纹;圆弧过小,刀尖容易损坏,影响 了刀具的使用寿命。
精华文档 不锈钢阀芯零件的加工工艺分析与优化
格式:pdf
大小:103KB
页数:2P
人气:76
4.4
45钢阀芯零件淬火裂纹的工艺分析及改进 针对生产中45钢制零件出现的淬火裂纹问题进行分析,发现零件淬火裂纹产生的主要原因是由于零件尺寸处于淬火裂纹的敏感尺寸范围,同时钢中碳的质量分数影响了加热时奥氏体形成的相变点。经过不同的热处理工艺试验后,得到在790℃加热采用水-油淬火的方法可有效避免零件淬火裂纹的产生。
格式:pdf
大小:563KB
页数:3P
人气:76
4.8
不锈钢薄壁阀座零件的数控铣削加工与夹具 数控铣床批量生产零件时,每个零件的装夹都要保证零件的中心、圆周角度方向上的一致性,必须要设计一个简易的专用夹具,使定位精度和加工精度得到保证,零件的加工质量和生产效率得到提高。
格式:pdf
大小:409KB
页数:2P
人气:76
4.4
薄片砂轮间断磨削不锈钢零件的加工工艺方法 根据不锈钢材料的特点及加工性能,结合具体零件,通过几种加工工艺方法的分析比较,提出了对薄片砂轮进行工艺处理,进而采用薄片砂轮间断磨削方法加工不锈钢零件。
格式:pdf
大小:375KB
页数:7P
人气:76
4.6
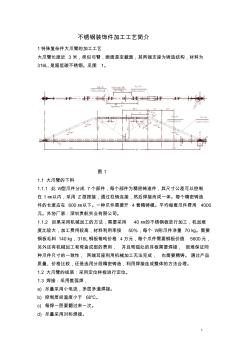
1 不锈钢装饰件加工工艺简介 1特殊复杂件大爪臂的加工工艺 大爪臂长度近3米,类似弓臂,断面是变截面,其两端支座为铸造结构,材料为 316l,是超低碳不锈钢。见图1。 图1 1.1大爪臂的下料 1.1.1此w型爪件分成7个部件,每个部件为精密铸造件,其尺寸公差可以控制 在1㎜以内,采用z型搭接,通过柱销连接,然后焊接而成一体。每个精密铸造 件的长度应在600㎜以下。一种爪件需要开4套精铸模。平均每套爪件费用4000 元。外协厂家:深圳贵航实业有限公司。 1.1.2如果采用机械加工的方法,需要采用40㎜的不锈钢板进行加工,机加难 度比较大,加工费用较高,材料利用率按50%,每个w形爪件净重70㎏。需要 钢板毛料140㎏,316l钢板每吨价格4万元,每个爪件需要钢板价值5600元, 另外还有机械加工和弯曲成型的费用,并且弯弧处的耳板需要焊接,
最新文档 不锈钢阀芯零件的加工工艺分析与优化
格式:pdf
大小:593KB
页数:3P
人气:76
4.5
不锈钢阀缸的失效分析 金相及电镜断口分析表明,1cr18ni9ti不锈钢阀缸的失效是由于尖角处应力集中和氯离子侵蚀所致,提出了改进措施。
格式:pdf
大小:467KB
页数:3P
人气:76
4.7
不锈钢冲压零件平面度保证方法 不锈钢零件的平面度一直困扰着车间,为了解决零件的平面度,我们以典型动盖板为试验突破口进行试验。通过对该零件每个环节试验进行分析,验证整形、退火等工序的必要性,以及加筋改变形状和调整模具间隙为小间隙等试验后,确定了合理的模具间隙和车工车制夹具,总结出合理的不锈钢
格式:pdf
大小:1.3MB
页数:6P
人气:76
4.4
铸造不锈钢阀体裂纹分析 对zg08cr18ni9不锈钢阀体的化学成分、力学性能、裂纹特征、阀体内部残留物质物相及金相组织进行了分析。分析结果表明,应力腐蚀开裂是造成阀体产生裂纹的根本原因,阀体材料成分中个别元素偏离标准及铸件缩松、夹杂物多且缺陷尺寸过大加速了裂纹的产生与扩展。最后提出了相应的预防措施。
格式:pdf
大小:182KB
页数:未知
人气:76
4.6
不锈钢阀芯零件的加工工艺分析与优化 为解决新型不锈钢阀芯初次加工不合格的问题,根据零件形状与材料特点及加工难点,选择不锈钢专用刀具,设计制作简易有效的夹具,通过mastercam软件根据薄片高速切削加工策略对曲面合理编制刀具路径,以保证工件的加工质量同时提高工件的加工效率,制造合格零件。本文对此过程进行详细阐述。
格式:pdf
大小:182KB
页数:未知
人气:76
4.6
不锈钢阀芯零件的加工工艺分析与优化 为解决新型不锈钢阀芯初次加工不合格的问题,根据零件形状与材料特点及加工难点,选择不锈钢专用刀具,设计制作简易有效的夹具,通过mastercam软件根据薄片高速切削加工策略对曲面合理编制刀具路径,以保证工件的加工质量同时提高工件的加工效率,制造合格零件。本文对此过程进行详细阐述。
格式:pdf
大小:173KB
页数:未知
人气:76
4.8
不锈钢阀芯零件的加工工艺分析及优化 为解决新型阀芯初次加工不合格的问题,根据零件形状与材料特点及加工难点,选择不锈钢专用刀具,通过比较mastercam软件不同曲面加工方法的功能与效果,合理编制刀具路径,保证工件的加工质量,同时提高加工效率,制造合格零件.本文对此过程进行详细阐述.
格式:pdf
大小:71KB
页数:未知
人气:76
4.5
不锈钢薄壁零件工艺优化 不锈钢薄壁零件常规的加工方式为:粗加工-热处理-精加工。粗加工再进行消除热处理后,零件变形量大,造成后续加工困难。通过取消粗加工后的热处理,缩短了加工周期,节约热处理成本。
格式:pdf
大小:126KB
页数:未知
人气:76
4.4
不锈钢零件端面窄深槽切削研究 研究了在普通车床上加工不锈钢零件端面窄槽的方法,可以加工窄至2×9mm的深槽,解决了用常规机械加工方法加工不锈钢端百窄深槽的难题,并论述了挖槽工具的设计和调整方法。
文辑创建者
我要分享 >
职位:化学工程与工艺
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐