不锈钢管道实芯焊丝脉冲MIG焊接
2024-05-13
对0Cr18Ni10Nb不锈钢进行焊接性分析,详述不锈钢实芯焊丝脉冲MIG焊接工艺,包括保护气体的选择和坡口形式的选择。叙述不锈钢实芯焊丝脉冲MIG焊接工艺要点。

 实芯焊丝半自动MIG焊在不锈钢管道焊接中的应用
实芯焊丝半自动MIG焊在不锈钢管道焊接中的应用 在对347h型不锈钢的焊接性充分了解的基础上,通过对347h型不锈钢使用不锈钢实芯焊丝进行半自动mig焊接试验,确定了不锈钢实芯焊丝半自动mig焊焊接347h型不锈钢使用的焊接工艺,为不锈钢管道焊接提供了高效率的焊接方法。

编辑推荐下载
格式:pdf
大小:15KB
页数:1P
人气:91
 4.4
4.4
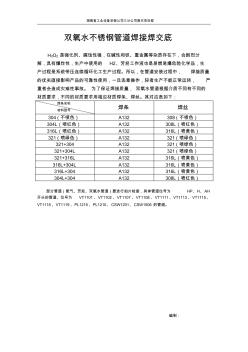
湖南省工业设备安装公司三分公司南天项目部 双氧水不锈钢管道焊接焊交底 h2o2是强化剂、腐蚀性强,在碱性和铁、重金属等杂质存在下,会剧烈分 解,具有爆炸性,生产中使用的h2、芳烃工作液也是易燃易爆危险化学品,生 产过程是系统带压连续循环化工生产过程。所以,在管道安装过程中,焊接质量 的优劣直接影响产品的可靠性使用,一旦违章操作,轻者生产不能正常运转,严 重者会造成灾难性事故。为了保证焊接质量,双氧水管道根据介质不同有不同的 材质要求,不同的材质要求用相应材质焊条、焊丝。其对应表如下: 焊条名称 材料型号 焊条焊丝 304(不喷色)a132308(不喷色) 304l(喷红色)a132308l(喷红色) 316l(喷红色)a132316l(喷黄色) 321(喷绿色)a132321(喷绿色) 321+304a132321(喷绿色) 321+304la1323
热门文档 不锈钢管道实芯焊丝脉冲MIG焊接
格式:pdf
大小:46KB
页数:3P
人气:91
4.6
第29卷第6期石油化工设备vol.29no.6 2000年11月petro2chemicalequipmentnov.2000文章编 号:100027466(2000)0620046201α 药芯焊丝在不锈钢管道氩弧焊打底应用 文安妍 (大连石油化工公司工程公司,辽宁大连116031) 关键词:药芯焊丝;不锈钢;氩弧焊中图分类号:tg47文献标识码:b 为了保证用于输送腐蚀性较强、易燃、易爆和有毒介质不锈钢管对接时的焊接质 量,打底。一般是用实芯焊丝i,面充氩气保护尚可,,则困难较大。欠佳的状态,拟采 用药芯焊丝进行焊接。 药芯焊丝是一种高科技产品。目前工业发达国家使用量占焊接材料总量的30%,而 我国仅占011%。该焊丝外观如普通焊丝,内装焊剂。焊接过程中,焊缝背面可形成 一薄层药皮,使熔池和熔滴免受氧化、氮化,辅助了焊缝
格式:pdf
大小:97KB
页数:4P
人气:91
4.8
不锈钢管道焊接连接施工作业指导书 1.总则 1.0.1.在管道直径dn≥125时,为使不锈钢管道在施工中采用焊接方 式连接,做到经济合理、安全适用、确保质量,特制定本指导 书。 1.0.2.本指导书适用于流体压力≤2.5mpa,温度≤110℃的管道系统,其 流体卤族元素离子浓度≤50ppm。 1.0.3.共同牌不锈钢管的管材、管件应符合:q/74364329-3.1-2008《低 压流体输送用薄壁不锈钢管》、q/74364329-3.2-2008《低压流体 输送用环压式不锈钢管件》的相关要求。 1.0.4.在管道系统施工中除应符合本指导书外,必须遵循国家 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 和jb/z261-86《钨极惰性气体保护焊的工艺方法》。 1.0.5.原则上是只能相同材质之间进行焊接;但允许采用高1级焊条 (丝)焊接低1级材质

格式:pdf
大小:14KB
页数:8P
人气:91
4.4
1/8 不锈钢管道焊接程序 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状
精华文档 不锈钢管道实芯焊丝脉冲MIG焊接
格式:pdf
大小:46KB
页数:8P
人气:91
4.6
实用标准文案 精彩文档 不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发 现裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后
格式:pdf
大小:6KB
页数:2P
人气:91
4.6
1、不锈钢材料吊运,不能与其他金属直接接触,应加垫木板或橡胶板等非金属 材料。 2、管子切割不允许用普通砂轮片切割,应采用不锈钢专用砂轮片或等离子切割。 3、不锈钢管材及管件定位焊时焊缝内侧应进行充氩保护。 4、起弧与收弧、起弧采用回焊法,收弧应填满弧坑。起弧必须在坡口内完成,禁 止在管道、管件母材表面打弧与起弧。若起弧与收弧处发现气孔、裂纹等缺陷应 及时处理干净。 5、不锈钢管道、管件以及不锈钢管道、管件与非不锈钢材质管道、管件的连接, 焊接的对接接头打底焊接前管内及空腔内应充满氩气保护,才能进行钨极氩弧焊。 6、多道多层焊的起弧、收弧处应相互错开。 7、不锈钢材料连续焊接时,其层间温度不超过60℃。 8、管道连接焊口处的焊缝,焊后要进行酸洗和钝化处理。 奥氏体不锈钢的焊接: 不锈钢焊接时存在焊接热裂纹、δ相脆变,铁素体含量控制等问题。焊接时采 用以下措施: ①采
格式:pdf
大小:42KB
页数:8P
人气:91
4.7
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合图样规
最新文档 不锈钢管道实芯焊丝脉冲MIG焊接


格式:pdf
大小:52KB
页数:5P
人气:91
4.6
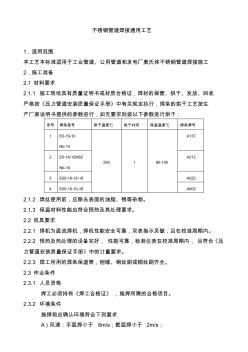
不锈钢管道焊接通用工艺 1.适用范围 本工艺本标准适用于工业管道、公用管道和发电厂奥氏体不锈钢管道焊接施工 2.施工准备 2.1材料要求 2.1.1施工现场具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收 严格按《压力管道安装质量保证手册》中有关规定执行,焊条的烘干工艺按生 产厂家说明书提供的参数进行,如无要求则按以下参数进行烘干: 序号焊条型号烘干温度℃烘干时间保温温度℃焊条牌号 1e0-19-10 nb-15 250180-100 a137 2e0-18-12m02 nb-16 a212 3e00-18-12-16a022 4e00-19-10-16a002 2.1.2焊丝使用前,应除去表面的油脂、锈等杂物。 2.1.3保温材料性能应符合预热及其处理要求。 2.2机具要求 2.2.1焊机为直流焊机,焊机性能安全可靠,双表指
格式:pdf
大小:596KB
页数:4P
人气:91
4.7
不锈钢管道焊接充氩保护 针对核电施工中出现的大批量不锈钢管道需要安装焊接的实际情况,从保证焊接接头根部焊接质量和降低施工成本出发,对用海绵加胶木板做堵头,用可溶纸做堵头,或者将可溶纸做成截面为u型的环状气室这3种充氩保护方式进行了对比研究。实践表明,这些保护措施不仅适用于不锈钢材质管道焊接接头根部的充氩保护,还可用于各种中、高合金钢材质管道焊接接头根部的充氩保护。
格式:pdf
大小:2.0MB
页数:4P
人气:91
4.5

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

格式:pdf
大小:45KB
页数:8P
人气:91
4.7
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合
格式:pdf
大小:42KB
页数:8P
人气:91
4.4
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合图样规
文辑创建者
我要分享 >
职位:甲级环境影响评价师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐