不锈钢管接头成形工艺分析及模具设计
2025-01-20
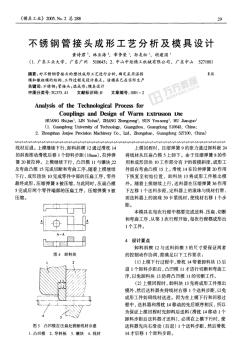
对不锈钢管接头的塑性成形工艺进行分析 ,确定采用温挤压—镦粗二次成形方案 ,并介绍了挤压模和镦粗模的结构、工作过程及设计要点。该模具已在实际生产得到验证。

 不锈钢管接头精密成形的工艺分析与实验研究
不锈钢管接头精密成形的工艺分析与实验研究 不锈钢管接头截面积变化大,成形和脱模困难。本文对其塑性加工工艺方案进行分析比较,并通过工艺实验,验证工艺分析结果。该零件采用温挤压成形可以获得较好的技术经济效益;一次正挤压效率高,工艺力大;正挤-镦粗复合工艺则工艺力小,但效率较低。
不锈钢管接头成形工艺分析及模具设计 作者:黄诗君,林业海,章争荣,孙友松,胡建国,huangshi-jun,linye-hai,zhang zheng-rong,sunyou-song,hujian-guo 作者单位:黄诗君,章争荣,孙友松,胡建国,huangshi-jun,zhangzheng-rong,sunyou-song,hujian- guo(广东工业大学,广东广州,510643),林业海,linye-hai(中山中炬精工机械有限公司 ,广东中山,527100) 刊名:模具工业 英文刊名:die&mouldindustry 年,卷(期):2005,""(2) 被引用次数:0次 参考文献(6条) 1.《冷挤压技术》编写组查看详情 2.吴诗悍冷温挤压技术1995 3.洪伸泽挤压工艺及模具设计1996
编辑推荐下载
格式:pdf
大小:1.0MB
页数:4P
人气:70
 4.5
4.5
不锈钢管接头的失效分析及其质量改进 通过实例对1cr18ni9ti钢管接头的泄漏事故进行了分析,结果发现,管接头的早期失效是由于其固溶处理不良所致。介绍了从表面产生沿晶腐蚀,晶粒相互脱离,大量沿晶裂纹形成,其中一些裂纹扩展,直至该管接头开裂失效的全过程。
格式:pdf
大小:763KB
页数:4P
人气:70
4.4
不锈钢管接头成形过程的有限元模拟与实验研究 根据不锈钢管接头的形状结构特点和材料成形性能,确定该零件可采用正挤压———镦粗二次成形和一次正挤压成形两种工艺进行加工。运用有限元软件deform3d对确定的成形工艺过程进行模拟分析,得到金属变形和载荷变化等规律,通过工艺实验,验证模拟分析结果。结果表明:采用正挤压———镦粗二次成形时工艺力较小、变形均匀性好,采用一次正挤压成形工艺力大。
热门文档 不锈钢管接头成形工艺分析及模具设计
格式:pdf
大小:1.2MB
页数:48P
人气:70
4.5
本科毕业设计说明书 题目:不锈钢餐盒成形工艺与模具设计 院(部):机电工程学院 专业:机械工程及自动化 班级:机械081 姓名:徐光宝 学号:2008071110 指导教师:李兆东 完成日期:2012年6月15日 山东建筑大学毕业说明书 i 目录 摘要................................................................................................................iv abstract.........................................................................................................v 1前言 1.1不锈钢餐盒拉深工艺的特
格式:pdf
大小:479KB
页数:4P
人气:70
4.7
不锈钢盖成形工艺与模具设计 分析了不锈钢盖零件的结构和工艺性,针对零件边缘凸起相对较高,成形过程中容易产生破裂的情况,采用2道工序,第1道工序为拉深锥形和凸起,第2道工序是翻边(浅拉深),用同一副模具成形不同高度的凸起。生产实践证明:不锈钢盖经过这2道工序加工成形,工艺合理,模具结构紧凑,产品质量良好,满足生产要求。
格式:pdf
大小:780KB
页数:5P
人气:70
4.6
热输入对双相不锈钢管接头力学和腐蚀性能的影响 采用两种焊接工艺对双相不锈钢管道进行全位置焊接,对比研究了不同热输入条件下焊接接头的组织、力学性能和抗腐蚀性能,并用扫描电镜分析了缝隙腐蚀后蚀坑的组织特征。结果表明,焊接热输入是影响焊接接头相比例的一个重要参数,焊接采用高热输入时,尽管会使凝固组织铁素体晶粒易长大,但却会促使较多的奥氏体转变。同时相比例又影响着焊接接头的拉伸、冲击韧度等力学性能。蚀坑扫描电镜结果显示铁素体相优先被腐蚀,露出管状的奥氏体组织,这是由于合金元素在两相中的分配比例不同造成的电化学势差,进而形成局部选择性腐蚀
格式:pdf
大小:679KB
页数:5P
人气:70
4.4
铜管接头冷挤镦工艺及模具设计 文中指出了采用冷挤镦工艺代替切削加工生产铜管接头的优点。对铜管接头进行冷挤镦工艺分析、制订冷挤镦件图 计算毛坯尺寸及冷挤压镦力。介绍了管坯制备处理及冷挤镦模具结构设计

精华文档 不锈钢管接头成形工艺分析及模具设计
格式:pdf
大小:1.0MB
页数:33P
人气:70
4.3

i 四通水管接头塑胶模具设计 摘要:四通管是平时日常生活的连接件,它被广泛用于建材行业, 尤其是现今社会提倡节能和技术创新,塑料管件将再一次掀起管件热 潮。分型面的的选择尤其重要,合理地选好分型面,为后面的工作带 来方便。本设计是通过翻阅模具相关资料和文献,结合cad、soliworks 等绘图软件对四通管进行初步的结构设计,通过对模仁的计算,选择 合适的模架,对模架进行合理的分布,采用一模两穴。最后对塑件和 模具进行校核。 关键词:注射模;一模两腔;校核 ii fourcrosspipeinjectionmold abstract:fourcrosspipefittingsareusuallyeverydaylife,itiswidely usedinbuildingmaterialsindustry,especiallyi
格式:pdf
大小:759KB
页数:42P
人气:70
4.3
目录 摘要 塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快 的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意 义。本模具设计的课题是圆管接头,针对其进行了相关的工艺设计和模具设计。设 计中利用cad软件对模具进行计算分析,提高了模具设计合理性。介绍了注射成 型的基本原理,特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基 本的设计原则;详细介绍了冷流道注射模具浇注系统和顶出系统的设计过程,并对 模具强度要求做了说明;最后对导柱和导套进行了参数化设计。本模具在节约模具 成本、缩短生产周期、提高模具寿命取得了较大的成就。 关键词:注塑模;圆管接头;冷流道;浇注系统;顶出系统; 目录 第一章绪论..................................................4 1.1课题研究背景介绍.
格式:pdf
大小:1.3MB
页数:37P
人气:70
4.7
第一章绪论 1.1输油管接头造型展示 图1.1三维图图1.2三维图 1.2课题研究的意义和目的 目前,世界模具市场仍供不应求。近年来,世界模具市场总量已超过700亿美元, 其中美国、日本、瑞士等国一年的出口模具约占本国模具总产值的三分之一。因此, 研究和发展模具技术,提高模具技术水平,对于促进国民经济的发展有着特别重要的 意义。美国工业界认为“模具工业是美国工业的基石”,日本把模具誉为“进入富裕 社会的原动力”,德国则冠之为“加工工业中的帝王”,在欧洲其他一些发达国家模具 被认为“磁力工业”由此可见模具在各国国民经济中的重要地位 [1] 。 经过本次毕业设计可以掌握机械工艺装备设计的一般方法及基本工序。巩固和加 强机械零件设计、机械制造工艺与装备、机械制图、模具设计和模具制造工艺等专业 理论知识在实际生产中应用的能力。巩固和加深对机械二维、三维的制图能力
最新文档 不锈钢管接头成形工艺分析及模具设计

格式:pdf
大小:622KB
页数:5P
人气:70
4.8
不锈钢水泵底架成形工艺及模具设计 分析了水泵底架原冲压成形工艺存在的问题,提出了新的成形工艺方案,介绍了新工艺中关键工序的模具结构以及模具加工、现场调试应注意的事项。经生产验证,改进后的工艺与模具结构合理,产品质量及生产效率大大提高。
格式:pdf
大小:871KB
页数:21P
人气:70
4.7

1 目录 摘要..............................................................................................................................................2 引言..............................................................................................................................................4 第一章、冲裁件的工艺性分析...............................................................................
格式:pdf
大小:323KB
页数:未知
人气:70
4.5
紫铜管接头冷成形工艺及模具 介绍了紫铜管接头在zj41—200型冷成形机上的成形工艺,从理论和实践上分析了镦锻成形的条件,并介绍了关键模具的设计。
格式:pdf
大小:150KB
页数:未知
人气:70
4.6
不锈钢管接头焊缝的清洗 不锈钢管件的焊接接头采用手工钨极氩弧焊焊接后,由于受高温作用,焊缝表面呈暗灰色,焊缝两侧的热影响区呈黑、蓝、黄三个颜色带,总宽度在50~70mm。为此在装璜作业中,需按施工要求进行清除。国内采用的清除办法,多数是以细砂布(纸)进行手工打磨。国外除用机械抛光轮打磨外,装璜器材店还出售一种专用清洗液,涂上即可消除其颜色。但是,在遇到处于空间位置狭小的管件焊缝时,抛光轮和手工打磨就难于进行,为了解决上述问题和提高工效,我们经过试验,研制了对不锈钢管接头焊缝进行清洗的酸洗液和钝化液配方,并制定了清洗工艺流程。经应用表明,效果较好,达到了技术要求。
格式:doc
大小:41KB
页数:5P
人气:70
4.8
 不锈钢管转换接头
不锈钢管转换接头 不锈钢管转换接头是一种用于连接不同尺寸或类型的不锈钢管的配件,常用于各种管道系统中以实现灵活的管道布局和改型。这种接头的主要优点是它的耐腐蚀性和高强度,使其在各种环境条件下都能保持良好的性能。
格式:pdf
大小:126KB
页数:未知
人气:70
4.7
不锈钢系形状记忆合金管接头 日本钢管公司开发了含铬9%~20%的不锈钢系形状记忆合金(sma),并制成管接头,用于大楼内配管系统的连接。该公司生产的sma管接头材料的典型化学成分为:9%cr5%ni,14%mn,6%si,余为fe。该sma合金的形状记忆特性属单向型,回复变形量最大值为4%,马氏体转变开始点为323k,奥氏体转变终止点为573k。耐点蚀性和耐均匀腐蚀性类似于430和420型铁素体不锈钢,表面具有稳定
格式:pdf
大小:215KB
页数:未知
人气:70
4.3
不锈钢管接头焊缝清洗工艺 新疆石河子经济技术开发区今年从意大利帕尔玛的芬口公司引进了一套年产1.2万t的番茄酱生产设备,在工程安装工作中遇到几百个铬镍不锈钢管件的焊接接头,按技术要求需进行焊后外部清洗处理。铬镍不锈钢管径从20~800mm不等。
文辑创建者
我要分享 >
职位:消防产品技术员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐