不锈钢焊接工艺设计技术要点和焊接工艺设计规程
2024-06-08
WORD资料可编辑 专业整理分享 不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。 一般,厚焊件用粗焊条, 薄焊件 用细焊条。立焊、横焊和仰焊的焊条应比平焊细。 平焊对接时焊条直径的选择如 表 4-3 所示: 表 4-3 焊条直径的选择( mm) 工件厚度 2 3 4 ~7 8 ~12 ≥13 焊条直径 1.6 ~2.0 2.5 ~3.2 3.2 ~4.0 4.0 ~5.0 4.0 ~5.8

word完美格式 ..整理分享.. 不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8

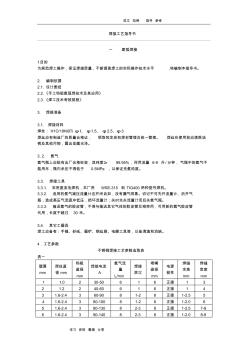
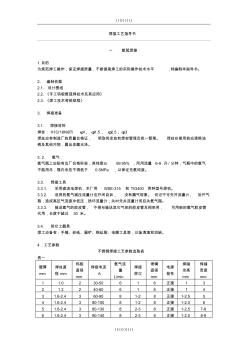
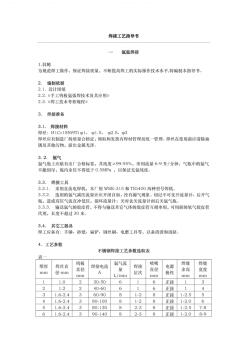
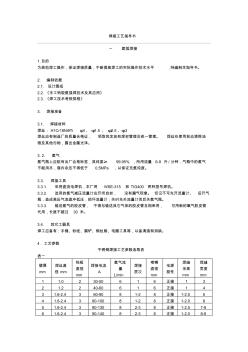
焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不 能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊机。 3.3.2.选用的氩气减压流量计应开闭自如,没有漏气现象。切记不
编辑推荐下载
格式:pdf
大小:276KB
页数:32P
人气:84
 4.5
4.5
不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8 2.焊接电流和焊接速度 焊接电流是影
格式:pdf
大小:276KB
页数:32P
人气:84
4.5
不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8 2.焊接电流和焊接速度 焊接电流是影
热门文档 不锈钢焊接工艺设计技术要点和焊接工艺设计规程
格式:pdf
大小:230KB
页数:13P
人气:84
4.5
范文范例指导参考 学习资料整理分享 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不 能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊机。 3.3.2.
格式:pdf
大小:38KB
页数:4P
人气:84
4.4
附件1 不锈钢焊接工艺规程 1总则 1.1本规程适用于铬镍奥氏体不锈钢的手工电弧焊、埋弧自动焊、氩弧焊的焊 接。 1.2本规程为通用工艺文件,当无专用工艺文件或具体规定时,均以本规程为 准。 2坡口准备 2.1坡口型式按图样或“压力容器焊缝坡口型式选用规程”选用。 2.2坡口的加工,根据板厚可采用剪切、等离子切割、机械加工等方法。若采 用等离子切割的方法,切割后用砂轮将切割面修磨光滑,去掉硬化层。 2.3坡口表面及两侧的油污等污物应清理干净。 3焊接材料 3.1焊条、焊丝、焊剂、氩气、钨极等必须有质量合格证明书。如证明书不全 或图纸有特殊要求时应进行复验,合格后方可使用。 3.2焊条、焊丝、焊剂应存放在干燥通风的仓库内,分类码放整齐,不得混放, 以免使用时用错。 3.3焊条、焊剂在使用前必须进行干燥处理。钛钙型药皮焊条应经150℃烘干1~2 小时,低
格式:pdf
大小:235KB
页数:13P
人气:84
4.3
))))))))) )))))))))) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气 不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊
格式:pdf
大小:308KB
页数:5P
人气:84
4.5
 不锈钢焊接性分析与焊接工艺设计专家系统
不锈钢焊接性分析与焊接工艺设计专家系统 针对不锈钢焊接建立的专家系统,可对各类不锈钢按照不同的焊接方法进行焊接性分析,焊接人员可方便地查询到分析结果,同时还可以对系统提供的焊接性分析结果进行浏览、修改、添加、删除。焊接性分析可以为后续的焊接工艺设计打下良好的基础。焊接工艺设计采用正向推理机制,根据焊接方法、母材及其厚度等条件推理出焊接所需的焊接工艺参数,最后生成工艺指导书。系统不但可以针对不同的焊接方法和待焊母材进行工艺查询,还可以针对设计日期和工艺编号进行工艺查询,而且具有修改、删除和添加焊接工艺参数的功能。
格式:pdf
大小:147KB
页数:9P
人气:84
4.7
山东电建一公司金属结构厂 焊接工艺过程卡 规程编号:h01 产品编号:lx02-01项目:压力容器 制造编号:1用户: 编制人:图纸编号:13-0182 审核人:名称:汽供热联箱 焊接工艺 过程卡 焊接材料汇总表 母材 焊条电弧焊(d)埋弧焊(m)气体保护焊 焊条/规 格 烘干温 度/时间 焊丝/规 格 焊剂 烘干温 度/时间 焊丝/规 格 保护 气体 纯度 116mnre5015350h10mnsihj431300h10mnsiar99.99 216mnr/20e4315350h10mnsiar99.99 316mnr/q235ae4315350 420/20e4303
精华文档 不锈钢焊接工艺设计技术要点和焊接工艺设计规程

格式:pdf
大小:626KB
页数:17P
人气:84
4.7

. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
格式:pdf
大小:17KB
页数:7P
人气:84
4.6
不锈钢的及焊接及应用 几乎所有的不锈钢都可以使用目前在工业上使用的大多数焊 接方法,包括激光、等离子焊以及在汽车制造中发展起来的电子 束焊接。然而,由于不锈钢与碳钢以及合金钢不同,焊接技术也 有所变化。 首先,要按照工艺规程操作,保持焊缝区以及直接与焊缝相 邻的部位的耐腐蚀性,该部分又被称为热影响区(haz);第 二,最好是保持连接处最佳的力学性能;第三,必须采取某些步 骤使热变形产生的问题最小。 不锈钢和其他钢种的主要不同在与合金含量,它提供了耐腐 蚀性能。在焊接中,必须选择合适的焊条,尽可能选择耐腐蚀性 能与基金属几乎相同或比基金属耐腐蚀性更好的焊接填充金属, 这一点并不总是像所期望的那么明显,例如,308钢焊条通常被 指定焊接304钢,300系列的焊条常常被用于连接400系列的 钢,最好的建议是按照美国焊接协会(aws)对焊条的选择(同 样也是焊接工艺规程)或向焊条制造厂
格式:pdf
大小:626KB
页数:17P
人气:84
4.6

. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口

最新文档 不锈钢焊接工艺设计技术要点和焊接工艺设计规程
格式:pdf
大小:138KB
页数:未知
人气:84
4.4
双相不锈钢焊接工艺分析 本文主要介绍了双相不锈钢s32205的焊接性和焊接工艺要点,控制铁素体和奥氏体的比例,保证接头的性能,是对s32205不锈钢焊接的基本要求。根据s32205不锈钢的焊接特点,采用合适的坡口形式,把握合理的焊接线能量,是s32205不锈钢焊接要求的关键,选用焊条电弧焊的方法,通过工艺评定获得适宜的焊接工艺参数,取得了满意的效果,可在相关工程中应用。
格式:pdf
大小:17KB
页数:7P
人气:84
4.5
不锈钢的及焊接及应用 几乎所有的不锈钢都可以使用目前在工业上使用的大多数焊 接方法,包括激光、等离子焊以及在汽车制造中发展起来的电子 束焊接。然而,由于不锈钢与碳钢以及合金钢不同,焊接技术也 有所变化。 首先,要按照工艺规程操作,保持焊缝区以及直接与焊缝相 邻的部位的耐腐蚀性,该部分又被称为热影响区(haz);第 二,最好是保持连接处最佳的力学性能;第三,必须采取某些步 骤使热变形产生的问题最小。 不锈钢和其他钢种的主要不同在与合金含量,它提供了耐腐 蚀性能。在焊接中,必须选择合适的焊条,尽可能选择耐腐蚀性 能与基金属几乎相同或比基金属耐腐蚀性更好的焊接填充金属, 这一点并不总是像所期望的那么明显,例如,308钢焊条通常被 指定焊接304钢,300系列的焊条常常被用于连接400系列的 钢,最好的建议是按照美国焊接协会(aws)对焊条的选择(同 样也是焊接工艺规程)或向焊条制造厂
格式:pdf
大小:19KB
页数:12P
人气:84
4.4
不锈钢焊接工艺 不锈钢焊接工艺技术要点 不锈钢焊管是在焊管成型机上,由不锈钢板经若干道模具碾压成型并经焊接而成。 由于不锈钢的强度较高,且其结构为面心立方晶格,易形成加工硬化,使焊管成 型时:一方面模具要承受较大的摩擦力,使模具容易磨损;另一方面,不锈钢板 料易与模具表面形成粘结(咬合),使焊管及模具表面形成拉伤。因此,好的不 锈钢成型模具必须具备极高的耐磨和抗粘结(咬合)性能。我们对进口焊管模具 的分析表明,该类模具的表面处理都是采用超硬金属碳化物或氮化物覆层处理。 激光焊接、高频焊接与传统的熔化焊接相比具有焊接速度快、能量密度高、热输 入小的特点,因此热影响区窄、晶粒长大程度小、焊接变形小、冷加工成形性能 好,容易实现自动化焊接、厚板单道一次焊透,其中最重要的特点是ⅰ形坡口对 接焊不需要填充材料。 焊接技术主要应用在金属母材上,常用的有电弧焊,氩弧焊,co2保护焊,
格式:pdf
大小:101KB
页数:6P
人气:84
4.7
焊接工艺指导书 氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不 能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.33.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊机。 3.3.2.选用的氩气减压流量计应开闭
格式:pdf
大小:6KB
页数:2P
人气:84
4.4
不锈钢压力容器焊接工艺守则 不锈钢压力容器焊接工艺守则 1总则: 本守则规定了奥氏体不锈钢制压力容器在制造过程中有关焊接的技术要求和工艺管理 2.引用标准 《压力容器安全技术监察规程》 gb150《钢制压力容器》 jb/t4709-2000《钢制压力容器焊接规程》 3.技术要求 3.1焊材要求 焊材应符合gb/t983《不锈钢焊条》.yb/t5092〈焊接用不锈钢丝〉yb/t5091〈惰性气 体保护焊角不锈钢棒及钢丝〉的要求。 3.2焊工 焊工应按〈锅炉压力容器压力管道焊工考试与管理规则〉进行考试,并取得相应项目的焊 工合格证,且在有效期内。 3.3焊接工艺 为防止奥奥氏体不锈钢在焊接过程中产生晶间腐蚀缺陷,在施焊过程中应注意以下几点: 3.3.1焊前有不锈钢坡口两侧各100mm范围内应涂上白垩粉,以防焊接飞濺物玷污焊件表 面。 3.3.2禁止随处任意打弧,
格式:pdf
大小:234KB
页数:13P
人气:84
4.4
焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气 不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊机。 3.3.2.选用的氩气减压流量
格式:pdf
大小:198KB
页数:11P
人气:84
4.4
受控状态文件编号: of/gyhj-01 发放编号00版本号:a 版 ? 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日 2/112/112 编号:pqr-01 焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 ? 3/113/113 一、焊接工艺评定任务书(表1) 母材 牌号0gr18ni9 接 头 示 意 图 规格d6
格式:pdf
大小:52KB
页数:12P
人气:84
4.6
深圳市瑞昌电力技术有限公司 不锈钢焊接工艺规范 生产部/质检部 不锈钢焊接工艺标准 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油锈 及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不能 用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机。 3.3.2.选用的氩气减压流量计应开闭自如,
格式:pdf
大小:12KB
页数:3P
人气:84
4.6
如文档对你有用,请下载支持! 二、 1、焊前:坡口及其附近必须清理干净,对于有油污不可以用钢丝刷和砂轮清理,用丙酮和 或酒精进行清理。 2、坡口加工或下料采用机械加工或炭弧气刨。 3、在搬用、坡口的制备、装配个过程,应避免损伤钢材的表面。 三、焊接工艺: 1、应采用快速焊、多道焊;焊接电流不易过大,焊接时尽量采用平焊位置,焊条最好不做 摆动或稍做摆动;且焊接过程中,应严格控制层间温度,待上一层焊道冷到60度以下在焊 下一道焊道。 2、焊条角度应正确,运条要稳,电弧不宜太长,与腐蚀介质接触的焊道应最后施焊。 3、在条件允许的时候,应采用强制冷却的方式冷却焊道。 四、焊后: 焊缝必须进行酸化和钝化处理。 焊接材料:不锈钢a002焊条,焊丝,焊条直径:3.2和4.0焊接电流(a)80-110a,110-150a 焊接电压(v)焊接速度 3.5焊缝返修 3.5.1焊缝
文辑创建者
我要分享 >
职位:门窗材料跟单员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐