不锈钢拉伸试验条件与断后伸长率测量值的关系
2025-04-06
采用单向拉伸试验研究了不同拉伸速度、不同试样规格对不锈钢冷轧薄板断后伸长率测量值的影响。结果表明:不锈钢的断后伸长率测量值随拉伸速度的提高而下降、随试样横截面的增大而提高。说明拉伸试验条件对不锈钢薄板的断后伸长率测量值影响较大,只有在拉伸试验条件一致的情况下,断后伸长率测量值才能作为选材的依据之一。


编辑推荐下载
格式:pdf
大小:417KB
页数:3P
人气:56
 4.6
4.6

 铝合金室温拉伸断后伸长率的研究
铝合金室温拉伸断后伸长率的研究 采用比例试样与50mm定标距的非比例试样对6005a-t6铝合金型材进行室温拉伸试验,并对两种类型试样测得的断后伸长率进行了研究。试验结果表明:采用比例试样测得的断后伸长率结果比较接近,能够反映材料的真实性能,且此时的断后伸长率具有可比性;采用非比例试样测得的断后伸长率结果相差较大,且对于同一试样,l0越大,a越小。
格式:pdf
大小:103KB
页数:1P
人气:56
4.7
不锈钢拉伸油 【性能和用途】 不锈钢拉伸油是一款高强度拉伸成型油,由多种极压、润滑、防锈添加剂组成,粘度适 中,附着性好,极压性强,用于中高强度钢、不锈钢等冲压拉伸加工。 【适用工艺及材质】 高碳钢、不锈钢等材质的拉伸、冲压成型加工。 【优点】 润滑性:粘度适中,附着性好,抗极压强,适于高碳钢、不锈钢等高强度拉伸冲压成型 加工。 防腐蚀性:采用中性配方,对金属提供有效保护,不会腐蚀变色。 【主要技术参数】 项目技术指标参照标准 外观黄色透明目测 气味低气味- 密度,(20℃)0.82~0.87比重计 粘度(40℃,mm2/s)70~75gb/t265 闪点(coc)>180℃gb/t267 机械杂质合格gb/t511 【使用说明】 本品为纯油性加工液,不需加水,直接使用即可。 【包装及储存】 规格:18l/桶、200l/桶 本品应贮存在干燥
热门文档 不锈钢拉伸试验条件与断后伸长率测量值的关系

格式:pdf
大小:61KB
页数:2P
人气:56
4.6
不锈钢拉伸 常用的不锈钢板材国内牌号为0cr18ni9.日本牌号是 sus304 这个材料的抗拉强度为520兆帕,屈服强度为205兆帕。因为材 料中含有较大的铬镍锰成分,使得不锈钢板材在拉伸成形过程中 加工硬化现象特别严重,这就是不锈钢板材拉伸最突出的特性。 在加工生产中如果拉伸系数给的较低时,零件拉伸完成时内部储 存了很大的内应力.在存放的几个小时后就会产生爆裂,切记在 选择拉伸系数时要考虑此因素。一般一次拉伸后采取的措施是 1150度光亮退火,目的是一.要消除材料内部的内应力。二.是造 就零件的再塑性。从以上所叙述的不锈钢特性,本文将从以下几 个方面加以分析,可以看出不锈钢材料的拉伸成形难度之大。 不锈钢拉伸模具制作,在冷冲模具材料的选择中,一般凸凹 模多选用cr12mov冷作模具钢,此模具材料制作的凸凹模在拉 伸过程中经常会出现刮花
格式:pdf
大小:28KB
页数:2P
人气:56
4.7
多维润滑油公司拉伸油所有产品型号对照表,用户可根据网站产品不完善的型号 将您选择的型号参数在此对照查阅,如有咨询请拨打贵公司400免费热线,润滑 油专业咨询免费为您解答和指导。 不锈钢拉伸油具有较高粘度,专为极高难度的金属拉伸而设计。具超凡的润滑性 和抗极压性,适用于任何超高强度拉伸、拉管冲压成型及冲剪、拉削等. 主要优点: 1、优异的润滑性能,从而保证产品加工的表面光洁度高。 2、极佳的润滑效果和适当的油膜强度,确保模具具有最长使用寿命。 3、含大量极压剂,有效防止工件不被划伤、擦伤、拖花、拉爆等现象。提高产 品质量,增加加工效率。 4、冷却性好,优化变形加工工艺。 5、亦可稀释作为普通钢材薄板冲压成型使用。 不锈钢拉伸油的特点. 1、不锈钢板材及其它黑色金属的拉伸、冲压、压延、攻牙、冷却头、辊轧等超 高难度的加工 2、适用于极高难度的不锈钢管材、棒材拉伸和板材的冲压
格式:pdf
大小:45KB
页数:未知
人气:56
4.7
不锈钢拉伸模用铜基合金的研制 不锈钢拉伸模用铜基合金的研制辽宁省丹东汽车制造厂孙凤桐王文杨择辉不锈钢制品精美大方,经久耐用,在轻工、化工、国防工业等部门获得广泛应用,但由于我国在这一领域的研究起步较晚,不锈钢制品拉伸模具材料一直沿用合金铸铁、球墨铸铁、或合金钢(cr2,w18c...
格式:pdf
大小:140KB
页数:5P
人气:56
4.5
不锈钢拉伸变形量与马氏体转变的关系 在室温条件下对s30408和s30403两种牌号的奥氏体不锈钢试样进行拉伸试验并测定马氏体相变量。结果表明,随着拉伸变形量的增加,均诱发产生了形变马氏体,且形变诱发产生的马氏体质量分数随着变形量的增加迅速增加,并在拉断前逐渐趋于饱和。不锈钢中常见的合金元素均使马氏体转变开始温度(ms)点降低,以碳的影响最为明显。马氏体的形成使形变强化指数不断提高,从而抑制裂纹的形成和扩展,使不锈钢在未发生明显裂纹或缩颈现象的情况下突然断裂。
精华文档 不锈钢拉伸试验条件与断后伸长率测量值的关系
格式:pdf
大小:8KB
页数:1P
人气:56
4.8

不锈钢拉伸模具材料选择 复制链接中国二手设备网2012-6-5文字选择:大中小 今日热点 ·废钢市场或还要经历较长时间低谷期 ·2015年四川电子废旧物处置率将达70% ·工程机械融资租赁风险形成与防范 ·俄可能在8月份启动汽车报废回收费 ·郑州再生资源回收利用建设规划通过 为减少拉深时出现粘结瘤的可能,提高工件质量和模具寿命,宜选用与不锈钢形成异名金属 材料组成摩擦副的材料,同时要考虑拉深件尺寸大小和生产批量。 1、对拉深尺寸大的不锈钢零件,在生产批量不很大时,为节省材料,宜选用铸铁ht300,qt600-2 等作为凸、凹模材料,也可采用特种耐磨铸铁。 2、对拉深中小尺寸零件,一般选用铜基合金作模具材料,如铝青铜、铝铁青铜、磷青铜等。 3、对较小尺寸的不锈钢零件拉深,可选用硬质合金yg8,yg15作凹模,w18cr4v作凸模,实践 证明拉深时在凹模圆角处和内壁
格式:pdf
大小:1.5MB
页数:7P
人气:56
4.7
冷轧薄钢板拉伸试样尺寸对断后伸长率和最大力总伸长率影响的对比 为了解决国内外冷轧薄钢板拉伸试验标准不统一,断后伸长率(a)受试样标距影响,没有直接可比性及换算的局限性,同时也为了满足车身设计人员提出的同一冲压级别的汽车板应采用同一种标准的伸长率表征力学性能的要求,采用大量试验验证了最大力总伸长率(agt)与试样标距无关。并根据拉伸试验机已能自动测出agt的现状,提出应将其列入汽车板标准力学性能表中。
格式:pdf
大小:96KB
页数:6P
人气:56
4.4
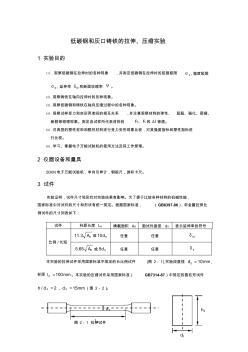
低碳钢和灰口铸铁的拉伸、压缩实验 1实验目的 ⑴.观察低碳钢在拉伸时的各种现象,并测定低碳钢在拉伸时的屈服极限s,强度极限 b,延伸率10和断面收缩率。 ⑵.观察铸铁在轴向拉伸时的各种现象。 ⑶.观察低碳钢和铸铁在轴向压缩过程中的各种现象。 ⑷.观察试样受力和变形两者间的相互关系,并注意观察材料的弹性、屈服、强化、颈缩、 断裂等物理现象。测定该试样所代表材料的fs、fb和l等值。 ⑸.对典型的塑性材料和脆性材料进行受力变形现象比较,对其强度指标和塑性指标进 行比较。 ⑹.学习、掌握电子万能试验机的使用方法及其工作原理。 2仪器设备和量具 50kn电子万能试验机,单向引伸计,钢板尺,游标卡尺。 3试件 实验证明,试件尺寸和形状对实验结果有影响。为了便于比较各种材料的机械性能, 国家标准中对试件的尺寸和形状有统一规定。根据国家标准,(gb6397-8

最新文档 不锈钢拉伸试验条件与断后伸长率测量值的关系

格式:pdf
大小:215KB
页数:2P
人气:56
4.5
不锈钢管拉伸试验的不确定度评定 根据jjf1059-1999《测量不确定度评定与表示》和gb/t228-2002《金属材料室温拉伸试验方法》的要求,对不锈钢无缝钢管1cr18ni9ti的力学性能三项参数(规定非比例延伸强度rp0.2、抗拉强度rm及断后伸长率a)进行了测量不确定度的评定,算出了95%置信度下该材料三项参数的不确定度。
格式:pdf
大小:522KB
页数:5P
人气:56
4.7
不锈钢管力学性能的拉伸试验 通过单向拉伸试验获得7种规格的21-6-9不锈钢管及3种规格的321不锈钢管的基本力学性能参数,21-6-9不锈钢管强度高、塑性差,其力学性能特征不利于拉深、弯曲等塑性成形;与21-6-9不锈钢管相比,321不锈钢管强度低、塑性好。分别通过弧形试样拉伸试验和管段试样拉伸试验,获取了φ1.25mm×0.02mm厚的规格21-6-9不锈钢管的力学性能参数,发现由管段试样获得的延伸率大于弧形试样获得的延伸率,其屈服强度及抗拉强度略小于弧形试样获得的屈服强度及抗拉强度。由于弧形试样拉伸过程中,试样受到的并不是单向应力状态,因此管段试样获得的结果更准确。
格式:pdf
大小:1.1MB
页数:5P
人气:56
4.6
1Cr18Ni9Ti奥氏体不锈钢薄板断后伸长率的换算 通过对不同宽度及标距尺寸的2mm厚1cr18ni9ti奥氏体不锈钢薄板进行拉伸试验,证明了oliver公式比bollu公式更适合该不锈钢薄板断后伸长率的描述,通过数据拟合得到了该不锈钢薄板的oliver表达式为a=0.84((2~(1/s))0/l00).18,并通过断后伸长率的换算验证了该表达式的合理性。
格式:pdf
大小:79KB
页数:3P
人气:56
4.7

不锈钢薄板拉伸时出现的问题及对策 ak47发表于:2007-10-2614:34来源:中国机械信息网 引言不锈钢产品以其精美的外表、优良的抗腐蚀性、抗高温氧化性及高低温强度而颇得人 们的青睐,愈来愈广泛地用于装饰、轻工、民用五金、厨房设备及用具等行业。由于这类 产品外观质量要求较高,在产品的整个加工过程中,要保证高光亮度的产品表面不划伤和 擦伤难度确实很大,特别是由于不锈钢薄板拉深特性所带来的模具选材、热处理、加工及 工艺润滑等问题直接影响到产品质金、产量、成本及模具寿命。1不锈钢薄板拉深特点及 粘结瘤由于不锈钢的屈服点高,硬度高,冷作硬化效应显著,不锈钢薄板进行拉深时其特 点如下:1)因导热性比普通低碳钢差,导致所需变形力大;2)不锈钢薄板拉深时,塑 性变形剧烈硬化,薄板拉深时容易起皱,满要较大的压边力;3)板料在拉深凹模圆角处 的弯曲和反
格式:pdf
大小:13KB
页数:8P
人气:56
4.3
不锈钢拉伸过程中常见问题一 不锈钢的延展率小、弹性模量e较大,硬化指数较高。不锈钢板拉深 开裂有时发生在拉深变形之后,有时是在当拉深件由凹模内退出时立 即发生;有时是在拉深变形后受撞击或振动时发生;也有时在拉深变 形后经过一段时间的存放或在使用过程中才发生。 不锈钢拉伸过程中常见问题分析: 1开裂形成的原因 奥氏体不锈钢的冷作硬化指数高(不锈钢为0.34)。奥氏体不锈钢 为亚稳定型,在变形时会发生相变,诱发马氏体相。马氏体相较脆, 因此容易发生开裂。在塑性变形时,随着变形量的增大,诱发的马氏 体含量也将随着变形量的增大而增高,残余应力也越大.残余应力与 马氏体含量的关系:诱发的马氏体相含量越高,引起的残余应力也越 大,在加工过程中也就越易开裂。 2表面划痕形成的原因: 不锈钢拉深件表面出现划痕主要是由于工件和模具表面存在相 对移动,在一定压力的作用下,致使坯料与模具
格式:pdf
大小:85KB
页数:3P
人气:56
4.5
不锈钢筒形件深拉伸新工艺 编辑 1cr18ni9ti不锈钢属于应变很强的金属材料,即在深拉深过程中加工硬化严重,呈现硬度增加、 塑性降低的现象且十分明显。因此,在对该类材质的板料进行深拉深加工中,每次拉深之后,均需进 行退火处理,以保证后续工序的正常完成。 1cr18ni9ti工件退火处理时,加热温度一般为1150~1170℃,为不使材料表面产生氧化皮,一 般需采用光亮退火的热处理方法。这种退火成本高,使生产周期延长,大大降低了生产效率。为此, 在不锈钢筒形件(图1)拉深加工中,采取了取消或改变热处理方法的新工艺?[1]??。 图1 工艺参数的选择 编辑 按照在保证工件质量的前提下尽量减少拉深次数的原则,采用两次拉深成形工艺,拉深系数分别 取为m1=,m2=。图2为两次拉深工序的工艺参数。为了减少第一次拉深后材料加工硬化的时 效时间,应尽量缩短
格式:pdf
大小:33KB
页数:3P
人气:56
4.7

stainlesssteel brushedstainlesssteelcomesinvariousfinishes.no.3andno.4aretypical.these finishesarehardtorepairwhenscratchesappears.anotherbrushfinishisthehairline finish.theadvantageofthisfinishisthatthegrainiscontinuousandrunsthelengthofthe sheet.theimportanceofcontinuouslonggrainhairlinefinishistoallowforrepairof minorscratches.on
格式:pdf
大小:96KB
页数:2P
人气:56
4.3
第24卷第4期 2006年7月 物理测试 physicsexaminationandtesting vol.24,no.4 july.2006 作者简介:张 卓(19692),男,大学本科,工程师; e2mail:zhangljl@yahoo.com.cn; 修订日期:2006202215 室温拉伸试验过程中拉伸速率的控制 张 卓 (钢铁研究总院质检中心,北京100081) 摘 要:研究了拉伸速率对钢铁材料下屈服强度的影响,讨论了gb/t22822002中拉伸速率规定的科学性。 关键词:拉伸试验;拉伸速率;下屈服强度 中图分类号:tg113.22 文献标识码:b 文章编号:100120777(2006)04
文辑创建者
我要分享 >
职位:安装预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐