不锈钢模具板化学蚀刻、抛光和电镀铬
2025-03-17
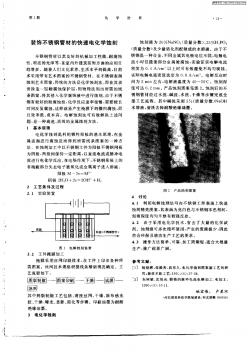
研究了不锈钢模具板的化学蚀刻、化学抛光和电镀铬工艺。分析了影响蚀刻、化学抛光和电镀铬质量的因素,得到了化学蚀刻、化学抛光及电镀铬最佳工艺参数和操作规范。该工艺可以用于各种类型不锈钢的化学蚀刻、化学抛光和电镀铬处理。


**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
**资讯http://www.***.***
编辑推荐下载
热门文档 不锈钢模具板化学蚀刻、抛光和电镀铬
格式:pdf
大小:392KB
页数:4P
人气:88
 4.7
4.7
 化学蚀刻法测定氚在不锈钢材料中的分布
化学蚀刻法测定氚在不锈钢材料中的分布 采用化学蚀刻法测定了氚在不锈钢材料中的纵向分布。结果表明,此法能较好地定量评估氚在不锈钢材料中的分布情况;在长期充氚不锈钢样品中,分布在晶格中的氚量以室温时的溶解度为限,其余的则以"气态氚"的形式被附近的陷阱捕获,"气态氚"含量比晶格中的固溶氚大许多倍。

格式:pdf
大小:897KB
页数:2P
人气:88
4.5
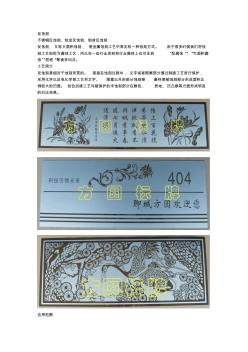
反蚀刻 不锈钢反蚀刻、钛金反蚀刻、铝材反蚀刻 反蚀刻,又称大面积蚀刻,是金属蚀刻工艺中常见的一种蚀刻方式。由于很多时候我们将蚀 刻工艺俗称为腐蚀工艺,所以在一些行业资料和行业媒体上也可见到“反腐蚀”、“大面积腐 蚀”“烂底”等诸多叫法。 工艺简介 反蚀刻是相对于蚀刻而言的。是指在蚀刻过程中,文字或者图案部分通过制版工艺进行保护, 采用化学以及电化学等工艺将文字、图案以外的部分蚀刻掉,最终使被蚀刻部分形成面积比 例较大的凹面。结合后续工艺与被保护的未蚀刻部分在颜色、质地、凹凸感等方面形成明显 的对比效果。 应用范围 标牌行业、奶箱信报箱、金属装饰行业、五金工艺品行业等。 工艺要求 跟普通的凹字蚀刻蚀刻相比,反蚀刻具有一定的难度和技术含量,随着人们审美水平和工艺 要求的提高,要保证蚀刻后的底子部分颜色一致,深度均匀、质地细腻等。受金属材质、蚀 刻工艺的影响,反蚀刻

格式:pdf
大小:460KB
页数:3P
人气:88
4.7
喷淋蚀刻模具钢的蚀刻深度研究 采用喷淋式蚀刻机,以fecl3基蚀刻液对模具钢进行喷淋蚀刻,通过测定不同蚀刻液温度、不同喷淋压力下的蚀刻深度,考察了几个独立因素对蚀刻深度的影响,得出蚀刻深度的规律性变化:蚀刻深度增长速率随蚀刻液温度的升高而增大,随喷淋压力的增大而先增大,后逐渐减小。分析了蚀刻深度呈此种变化规律的原因。
精华文档 不锈钢模具板化学蚀刻、抛光和电镀铬
格式:pdf
大小:141KB
页数:4P
人气:88
4.4
彩色不锈钢板装饰花纹的电化学蚀刻 采用先进的丝网印刷工艺技术在彩色不锈钢板上印制花纹屏蔽掩膜,以电化学方法有选择性的剥离不锈钢板表面的彩色氧化膜,用脉冲电流电解蚀刻出花纹图案。并在实验的基础上,总结出较为合理的工艺参数,获得了较好的效果。
格式:pdf
大小:219KB
页数:4P
人气:88
4.8
不锈钢化学抛光工艺的研究 为了消除传统的三酸抛光对环境和人体健康的危害,本文开发了一种磷酸体系的无烟不锈钢化学抛光工艺,研究了不锈钢化学抛光液的组成和抛光温度、时间等工艺参数对抛光效果的影响。利用电位-时间曲线对抛光过程进行了分析,确定了最佳的抛光工艺条件:120ml/l磷酸,60g/l硝酸钠,60ml/l盐酸,15ml/l添加剂,θ为60℃,t抛光为3~5min。
格式:pdf
大小:203KB
页数:2P
人气:88
4.5
不锈钢细长管件的化学抛光 针对不锈钢细长弯管的化学抛光,经过反复试验,筛选出性能较好的化学抛光添加剂,研制出一种简便易操作效果好的化学抛光工艺,并得到抛光此类材料的最佳工艺参数。
最新文档 不锈钢模具板化学蚀刻、抛光和电镀铬
格式:pdf
大小:660KB
页数:4P
人气:88
4.3
喷淋蚀刻中不锈钢的侧蚀研究 对1cr18ni9ti不锈钢板进行喷淋蚀刻,分析蚀刻深度h、蚀刻初始尺寸d、蚀刻速率、侧蚀率之间关系。实验结果表明,h0.4mm、d<0.5mm时,蚀刻速率随蚀刻深度的增加而减小,初始尺寸越小,减小趋势越明显;蚀刻深度与侧蚀率呈线性关系,而初始尺寸越大,蚀刻深度对侧蚀的影响就越小,并建立了三者之间的关系式。
格式:pdf
大小:1.3MB
页数:4P
人气:88
4.8
不锈钢激光模板精密电抛光工艺 不锈钢激光模板尺寸大、壁薄,对其抛光要求为变形小、孔壁光滑,且腐蚀量小于0.005mm。利用极化曲线、扫描电镜(sem)等方法,研究了预去毛刺、添加剂、精抛光工艺参数对抛光质量的影响,确定了精密电抛光溶液组成及精抛光工艺。结果表明,添加剂含量在15g/l时能有效抑制抛光的腐蚀量,提高抛光质量;在精抛光的参数电流密度为20~25a/dm2,温度60~65℃,时间1min条件下,钢片经去毛刺处理和精抛光处理能达到孔壁光滑、腐蚀量小于0.005mm的要求。
格式:pdf
大小:187KB
页数:3P
人气:88
4.6
不锈钢板装饰图纹的蚀刻 本文以奥氏体不锈钢(sus304)极为对象,采用丝网印刷法制作图纹屏蔽掩膜,以脉冲电解法蚀刻装饰图纹,加工速度较快(0.1mm/min),蚀刻出的图纹精度较高,线条最细可达0.1mm,刻深最大可达0.6mm。
格式:pdf
大小:187KB
页数:3P
人气:88
4.6
不锈钢电镀硬铬的研究 在不锈钢上电镀硬铬,研究了温度与电流密度对镀速、电流效率及磨损失重的影响,确定了各工艺因素对镀层性能的影响程度,得到了具有最佳耐磨性和较高电流效率的电镀硬铬工艺。实验结果表明:当温度为48~50℃,电流密度为25.0a/dm2时,镀层的外观良好、结构致密,镀速为14.8~15.4mg/(cm2·h),电流效率为18.3%~19.0%,镀层具有最高的耐磨性,且与不锈钢基体结合良好。降低温度或增加电流密度,有利于提高耐磨性和电流效率。

格式:pdf
大小:428KB
页数:未知
人气:88
4.7
一种不锈钢模具的复合抛光工艺 具有曲面结构的不锈钢模具较难抛光,利用磁力电解复合抛光机理,对材料0cr18ni9ti的不锈钢模具进行抛光实验。实验结果证明,磁力电解复合抛光方法可使模具表面粗糙度值达到ra=0.03μm,抛光效率和质量得到提高。
格式:pdf
大小:725KB
页数:未知
人气:88
4.6
正确选择模具不锈钢 当选择一种模具不锈钢时,有很多因素需要考虑。成品部件的要求是选择合适模具材料时要考虑的最重要因素。其他主要的考虑因素还包括:外观要求、树脂类型、填料含量以及预期的模具寿命。
格式:pdf
大小:478KB
页数:未知
人气:88
4.7
不锈钢花纹图案蚀刻技术 综述了用化学及电化学方法在不锈钢上蚀刻花纹图案的各种工艺技术及其应用情况,以及fecl3溶液蚀刻不锈钢的规律及其主要影响因素。
格式:pdf
大小:871KB
页数:21P
人气:88
4.7

1 目录 摘要..............................................................................................................................................2 引言..............................................................................................................................................4 第一章、冲裁件的工艺性分析...............................................................................
文辑创建者
我要分享 >
职位:幕墙设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐