半自动FCAW下向焊接工艺在管道施工中的应用
2025-02-18
现阶段,在我国建筑工程施工过程中,应用非常广泛的一种技术焊接技术就是半自动FCAW下向焊接工艺,所谓FCAW,就是药芯焊丝电弧焊,其主要采用的焊接材料是药芯焊丝,不仅性能非常优良,同时还具有其他优势。这种焊法属于自保护焊法或者是熔化极气体保护焊法,在我国建筑工程管道施工中得到了广泛的应用,具有非常好的发展前景。本文主要对建筑工程管道施工中,半自动FCAW具体下向焊接工艺的实际应用进行研究,提出笔者的思考和建议,仅供参考。

i 18输配与应用2003.3 浅谈下向焊接 准哟应用 众元天然气工程有限公司何锐祁琨陈骋 一 、引言 在石油天然气长输管道施工中,每一步每一项工作都是十分重要的,而焊接质量的好坏 更关系着整个工程质量的好与坏,它是施工中的关键环节,是“重中之重”。因此,采用何种 焊接方法也就成为施工中的重点。象手工上向焊接,氩弧焊接等焊法都是以前常用的方法,。 而手工下向焊接对于我们来说还不是非常熟悉。它是在上世纪60年代引进我国的,经过这1 几十年的发展,我国己具有成熟的焊接技术。 二、下向焊接简介 下向焊接从总体上说有手工下向焊接.半自动下向焊接,全自动下向焊接之分。它们都 具有各自的特点: 1.手工下向焊接与传统上向焊接相比具有焊缝质量好,电弧吹力强,挺度大,打底焊时 可单面焊双面成形,焊条熔化速度快,熔敷率高等优点。

1 论下向焊接技术在管道施工中的应用 姓名 山东工程机械钢圈厂有限公司 二零一一年十一月二日 2 下向焊接技术在管道施工中的应用 xxxxxx公司姓名 摘要:总结了全纤维素型、混合型、复合型三种手工下向焊接技术及半自动活性气体保 护焊、药芯焊丝自保护两种下向焊接技术在我县长输管道建设中的应用状况。指出了全自动 活性气体保护焊和全自动药芯下向焊将是我县长输管道下向焊接技术的发展方向。 关键词:下向焊接、长输管道、应用 1.引言随着我县热电厂供暖管道的铺设,向下焊接技术得到了广泛应用。管道下向焊接 技术自20世纪60年代引进中国以来,经过几十年的发展,目前我县已具有成熟的手工下向 焊接技术,正在普及半自动气保护焊接技术,全自动气保护焊接技术与下向焊接技术的结合 做为管道焊接技术发展的趋势将会在全县管道建设中大力推广。 2.手工下向焊接技术的应用与发展 手工下向焊接技术与传统
编辑推荐下载
格式:pdf
大小:857KB
页数:6P
人气:92
 4.3
4.3
 PWT自动根焊+药芯半自动焊管道焊接工艺
PWT自动根焊+药芯半自动焊管道焊接工艺 结合长输管道工程实践,分析并研究了国内外不同的管道焊接工艺。提出了pwt自动根焊+药芯半自动焊的管道新型焊接工艺。试验研究和应用实践的结果表明,该新型焊接工艺性能优异,焊接质量上乘,焊接速度快,经济效益显著,具有推广使用价值。
热门文档 半自动FCAW下向焊接工艺在管道施工中的应用
格式:pdf
大小:8.2MB
页数:80P
人气:92
4.4

内部资料,严格保密 南车青岛四方机车车辆股份有限公司 二00九年六月 南车青岛四方机车车辆股份有限公司技术工程部 2009年6月第1版 铝合金焊接工艺规范 编制:汪认 校对:韩德成 审核:方喜风孟立春 批准:刘胜龙 wps编号形式如下: sfw-×-××× 说明: sfw:四方股份公司焊接工艺规范 分类代号: a--铝合金/电弧焊用; c--碳钢、低合金钢/电弧焊用 s--不锈钢/电弧焊用 r—电阻焊用 顺序号:001~999 前言 为规范wps的编制,根据iso15609-1规定的内容,相应制定了wps模板
格式:pdf
大小:28KB
页数:2P
人气:92
4.4
co2半自动气体保护焊焊接工艺 co2半自动气体保护焊焊接工艺 本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接 变形小,适应性范围大,可进行薄板及中厚板件焊接,是高效焊接方法之一种,应普及推广使用。特订工 艺如下: 一、焊前准备 1.焊前接头清洁要求在坡口两侧30毫米范围内影响焊缝质量的毛刺、油污、水锈赃物、氧化皮必须清洁 干净。 2.当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前予热 范围为板厚的5倍,但不小于100毫米。 3.工件厚度大于6毫米对接时,为确保焊透强度,在板材的对接边缘应开切v型或x型坡口,坡口角 度α为60°钝边p为0~1毫米(见图1);当板厚差≥毫米时,应对较厚板材的对接边缘时行削斜处理 4.焊前应对co2焊机

格式:pdf
大小:250KB
页数:未知
人气:92
4.4
半自动焊接工装在翼箱焊接中的应用 为提高装载机前车架翼箱部件的焊接效率和品质,根据翼箱的结构特点,自行设计了翼箱背缝和圆搭半自动焊接工装。此工装结构简单,造价较低,使用方便,且可靠性好,可供诸多结构件半自动焊接工装做设计的借鉴参考。
格式:pdf
大小:242KB
页数:2P
人气:92
4.7
借鉴西气东输长输管线施焊技术,在城镇大口径供暖管道焊接中采用纤维素下向焊技术,提高焊接质量与施工效率。
精华文档 半自动FCAW下向焊接工艺在管道施工中的应用
格式:pdf
大小:93KB
页数:1P
人气:92
4.8
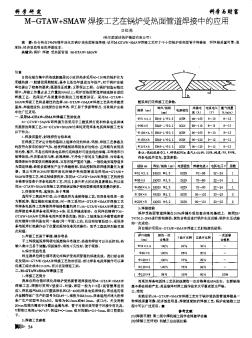
结合两台29mw循环流化床锅炉受热面管道焊接,证明m-gtaw+smaw焊接工艺对于中小型锅炉受热面管子焊接是一种焊接质量可靠、速度快、经济效益明显的焊接技术。
格式:pdf
大小:1.9MB
页数:12P
人气:92
4.5

中国石油天然气管道局企业标准 q/gd0220—1998 目次 前言 l 2 3 4 5 6 7 8 9
格式:pdf
大小:291KB
页数:5P
人气:92
4.4
随着天然气与石油工业的发展,长输管道越来越向大口径、高压输送发展,对施工中的焊接技术提出了更高的要求。文章简单地论述了国内引进的一些新焊接技术:手工下向焊、半自动气体保护焊技术以及全自动气体保护焊技术。
格式:pdf
大小:201KB
页数:未知
人气:92
4.8
金属管道全位置下向焊在长输管道施工中的应用 金属管道全位置下向焊在长输管道施工中的应用
最新文档 半自动FCAW下向焊接工艺在管道施工中的应用
格式:pdf
大小:96KB
页数:未知
人气:92
4.5
“下向焊”工艺方法在管道焊接中的应用及设备特点 就管道焊接中的高效焊工艺方法———管道下向焊的工艺特点及对弧焊机的特殊要求进行了剖析,介绍了适用该工艺方法的几种品牌焊机,对工程施工单位及焊机制造厂商具有一定参考价值。
格式:pdf
大小:482KB
页数:6P
人气:92
4.5
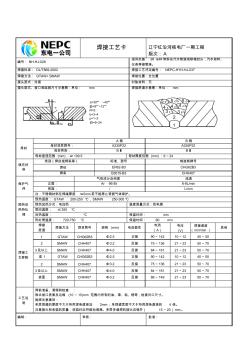
焊接工艺卡辽宁红沿河核电厂一期工程 版次:a 编号:nh-hj-028 适用范围:3#&4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准:dl/t869-2002焊接工艺评定编号:nepc-hyh-hj-037 焊接方法:gtaw+smaw焊接位置:全位置 接头型式:对接衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位:mm a=30°~40° β=8°~12° r=5 b=3~4 p=1~2 δ=9~24 r 焊接层道示意图:单位:mm 1 2 3132 414243 515253 母材 a侧b侧 母材材质牌号:a335p22a335p22 母材类别:bⅰbⅰ 母材直径范围(mm):≥109.5母材厚度范围(mm):9~24 填充材 料 类别(焊丝或焊条等)标准、型号制造商
格式:pdf
大小:303KB
页数:1P
人气:92
4.5
纤维素型焊条下向焊在长输管道施工中的应用 本文介绍了ф3.2纤维素焊条打底,ф4.0纤维素焊条盖面的管道下向焊接工艺技术。分析了在执行这一焊接工艺中可能出现的缺陷及其预防措施,论述了现场焊接施工过程,进一步谈到了纤维素型焊条向下焊的应用前景。
格式:pdf
大小:111KB
页数:3P
人气:92
4.3
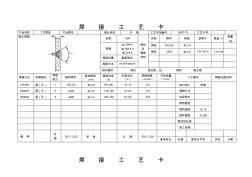
焊接工艺卡 产品名称工艺管线产品图号接头名称对接工艺评定编号qap-19工艺卡号1 接头简图: 材质20# 焊材 及 辅助 材料 名称牌号规格烘烤℃保温h用量 kg 规格 φ108*4 φ159*4.5 φ219*6 焊丝tig-50φ2.5 焊条j422φ2.5150~200℃1-2小时 焊接位置垂直固定 焊接方法gtaw+smaw 探伤要求探伤级合格,加探伤级合格 焊接方法电源极性 焊缝 层次 焊材牌号焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 气体流量 (l/min) 工艺要求焊接过程说明 gtaw直(正)1tig-50φ2.595-10013-154-5坡口加工机械 smaw直(正)2j422φ3.2115-12021
格式:pdf
大小:335KB
页数:6P
人气:92
4.6
5.6工艺管道焊接工艺要求 一、管道焊接施工要求 1、管道切口质量应符合下列规定: ⑴切口表面应平整、无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物、 铁屑等; ⑵切口端面倾斜偏差不应大于管子外径的1%,且不得超过3mm; ⑶有坡口加工要求的,坡口加工形式按焊接方案规定进行。 2、管道预制时应按单线图规定的数量、规格、材质等选配管道组成件,并 按单线图标明管道的系统号和按预制顺序标明各组成件的顺序号。 3、管道预制时,自由管段和封闭管段的选择应合理,封闭段必须按现场实 测尺寸加工,预制完毕应检查内部洁净度,封闭管口,并按顺序合理堆放。 4、管道对接焊缝位置应符合下列规定: ⑴管道位置距离弯管的弯曲起点不得小于管子外径或不小于100mm; ⑵管子两个对接焊缝间的距离不大于5mm. ⑶支吊架管部位置不得与管子对接焊缝重合,焊缝距离支吊架边缘不得小于 50mm; ⑷管子接口应避开
格式:pdf
大小:20KB
页数:15P
人气:92
4.6

管道、管件制作焊接工艺 编制人: 批准人: xx专业项目部 本工艺标准适用于一般建筑工程中管道、管件制作与安装手工电弧焊 焊接工程。 1.1材料及主要机具: 1.1.1电焊条:其型号按设计要求选用,必须有质量证明书。 按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计 无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随 用随取。酸性焊条与碱性焊条不准混杂使用。 1.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式 应与焊件相同。 1.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 1.2作业条件
格式:pdf
大小:125KB
页数:4P
人气:92
4.8
金属管道全位置下向焊在煤气管道施工中的使用 金属管道全位置下向焊技术对于煤气工程施工队伍来说不审从未涉足的领域,通过对煤气工程管道的施工,选定合理的焊接工艺,基本掌握了全位置下向爆操作技术,并提出了一些缺陷产生的原因及防止措施,证明该工艺方法能提同施工进度及,值得推广。
格式:pdf
大小:378KB
页数:6P
人气:92
4.6

焊接工艺卡 焊接工艺评定编号pqr-wd-015 焊接部件zq、zd 母材类别ⅲ-2 坡口形式:焊接方法gtaw/smaw 焊接位置管状水平固定(5g) 厚度(mm)δ=9、10、11、13 外径(mm)φ=194、219、273、325 焊条r307 焊丝tig-r30 焊前准备 清除坡口两侧20mm范围内所有油漆、铁 锈等杂质,检查坡口形式及对口情况。 预热层间 温度 (℃) 焊后热处理 加热 方法 加热温度 (℃) 加热 方法 升温速率 (℃/h) 加热温度 (℃) 恒温时间(h) 降温速率 (℃/h) 电加热200-300≯400电加热≯300670-700 δ=9、10、11时0.5h δ=13时0.5h ≯300 保护气体氩气,纯度为99.95%以上,流量为8~9l/min。
格式:pdf
大小:20KB
页数:2P
人气:92
4.6
pe管道的焊接工艺和验收规范 热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后, 移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接 (如图1-1所示)。其主要工艺过程为调整、加热、切换、合缝加压和冷却。对接时界面 上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制 一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中 调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及 环境条件等因素一起考虑,才能实现可靠的熔焊,要根据一般的规律和各自采用材料的 特性进行试验,评价熔接质量,达到系统标准后,确定各品种规格的工艺规程,按规定 的工艺参数方法和步骤进行焊制管件的生产和现场安装施工。 热熔对接的几个重要工艺参数 ●加热板温度指加热板表面温度,一般用表面温度
格式:pdf
大小:64KB
页数:3P
人气:92
4.5

江苏鹏华建设工程有限公司 焊接工艺卡 建设单位山东联盟化工股份有限公司 工程名称 山东联盟化工股份有限公司提温换热器改造工程程氨 合成系统 结点简图:焊接过程: 零部件名称提温换热器改造工程编号 60±5° 2-3 技术说明: 1、焊前应将坡口内外两侧20mm范围 内的水、铁锈、油污、积渣和其它有 害杂质清理干净。 2、焊接时应采用氩弧焊打底,电弧焊 填充盖面。 3、在室外焊接风速超过2m/s应设防 风棚,且管子内部一头堵死,防止穿 堂风。 4、引弧时应在坡口内,收弧时弧坑要 填满,多层焊层间接头要错开,操作 时应用短弧焊,每道焊缝应尽量一次 完成。 5、焊缝要与母材圆滑过渡,余高为 0-3mm,每侧增宽1-2mm,且无飞溅、 气孔。 6、每道焊缝施焊完毕后,将焊缝表面 焊渣、飞溅等影响表面质量的清理干 净,并进行外观自检合格。 焊接
文辑创建者
我要分享 >
职位:主任结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐