标准工时制、综合计算工时制、不定时工作制比较
2024-08-03
标准工时制、综合计算工时制、不定时工作制比较 总的来说,企业用工的工时共三种,分别是标准工时制、综合计算工时制、不定时工作制: 1、标准工时制 标准工时制也称为标准工作制,是由立法确定每天中工作时间长度,一周中工作日天数,并 要求各用人单位和一般职工普遍实行的基本工时制度。 标准工时,是我国运用最为广泛的一种工时制度,在标准工时制下,根据《劳动法》第三十 六条、《国务院关于职工工作时间的规定》第三条的规定, 工人每天工作的最长工时为 8小时, 每周最长工时为 40小时。并且根据《劳动法》第三十八条、第四十一条规定,标准工时制还有 以下几点要求: A用人单位每周应保证劳动者每周至少休息 1日; B因生产经营需要,经与工会和劳动者协商,一般每天延长工作时间不得超过 1小时; C特殊原因每天延长工作时间不得超过 3小时; D每月延长工作时间不得超过 36小时。 提醒:在标准工时制下,劳动者每天的


武汉市实行不定时工作制和综合计算工时工作制申请表 单位盖章:(公章) 单位名称社会保险登记号 行业类型在岗职工人数 法人代表人联系人联系电话 实行综合计算工时工作制实行不定时工作制 岗位或工种计算周期人数岗位或工种人数 合计--------合计 单位工会(或者职工代表)意见: 年月日(签章) 人力资源和社会保障行政部门意见: 本表一式三份
关于加强对用人单位实行不定时工作制和综合计 算工时工作制管理的通知 郑州市政府、郑州市劳动和社会保障局 郑人社〔2010〕3号 各县(市)区人事劳动和社会保障局,各有关单位: 为加强工时制度管理,维护职工合法权益,根据《劳动法》、《劳 动合同法》、《行政许可法》、《国务院关于职工工作时间的规定》、 原劳动部《关于企业实行不定时工作制和综合计算工时工作制的审批办 法》和省人力资源和社会保障厅《关于进一步加强用人单位实行不定时 工作制和综合计算工时工作制审批管理工作的通知》(豫人社 〔2009〕493号)有关规定,结合我市实际情况,现就实行不定时工 作制和综合计算工时工作制有关问题通知如下: 一、本市行政区域内企业、个体经济组织、民办非企业单位及外省 市企业在本市行政区域内设立的分支机构(以下统称用人单位)应当实 行职工每日工作8小时、每周工作40小时的标准工时制度。用人单位因 生产
编辑推荐下载
格式:pdf
大小:30KB
页数:2P
人气:86
 4.7
4.7

1/1 特殊工时工作制审批流程图 事项类型:行政许可法定期限:个工作日 办理部门:苏州市人力资源和社会保障局办理地点:政务服务中心 受理 窗口收到申请材料当场或个工作日内完成申请材料的受理工作 不属于本机关管辖范围的,不 予受理,告知申请人向有关部 门申请。 申请材料齐全、符合法定形式 的,出具《苏州市行政服务中 心承诺件通知书》,录入系统 后递送局经办部门审批。 审查 局经办部门对用人单位申报材料进 行审核,到用人单位开展实地核查 决定 局经办部门在收到申报材料之 日起个工作日内办结 作出不同意的书面决定,说明理 由,并告知依法申请复议、提起 行政诉讼的权利,送达用人单位 作出同意的书面决定,送达用人单位,同时 在网站公开 准予许可的,用人单位在收到许可通知书之 日起个工作日内向全体职工公示。 申请人申请 用人单位通过窗口直接申请、邮件、传真、电子邮件等方式将 特殊工时
格式:pdf
大小:437KB
页数:12P
人气:86
4.7
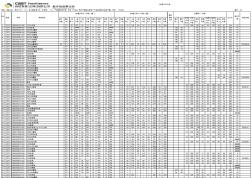
说明:准备工时,单位小时(h);标工指标准工时,单位秒(s);产能指标准产能,单位pcs/h;单件产能指完成单个产品后焊所对应的产量,单位pcs/h。版本:a3 贴片 点数 准备 工时 一线 标工 一线 产能 二线 标工 二线 产能 四线 标工 四线产 能 五线 标工 五线 产能 贴片 点数 准备 工时 一线 标工 一线 产能 二线 标工 二线 产能 四线 标工 四线 产能 五线 标工 五线 产能 插件 标工 插件 产能 冲切 ccd 标工 冲切 ccd 产能 后焊 标工 后焊 产能 贴滤 光片 标工 贴滤 光片 产能 测试 标工 测试 产能 1cctv0902000161168c016-1主板0.516228321148443122970.5231564678132771820512300138263012054672
热门文档 标准工时制、综合计算工时制、不定时工作制比较
格式:pdf
大小:280KB
页数:10P
人气:86
4.7
作业指导书 编号 版本/状态 标题:关于超产绩效奖金的实施办法 发行日期2014年09月18日 页码第1页共4页 □机密■一般 ***未经广东长盈精密技术有限公司许可不可翻印外传*** 修改履历 版次修订日期修订页次变更描述修订者核准 制定部门制定审核核准 工模部周能其 作业指导书 编号 版本/状态 标题:关于超产绩效奖金的实施办法 发行日期2014年09月18日 页码第2页共4页 □机密■一般 ***未经广东长盈精密技术有限公司许可不可翻印外传*** 一、目的 为了确保《工模部超产绩效奖金管理办法》在公平.公开.公正的环境下顺利实施,特制 定此细则。 二、适用范围 广东长盈机加工所有技术人员。 三、人员参与及各岗位职责 3.1以部门主管为主导,办公室负责对各工段实施数据的收集; 3.2
格式:pdf
大小:50KB
页数:1P
人气:86
4.3

工序数作业内容t1t2t3t4t5最大最小平均工时 1装压簧6.26.36.987.586.26.98 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 产能定员 标准工时测算记录表 标准工时
格式:pdf
大小:50KB
页数:1P
人气:86
4.7
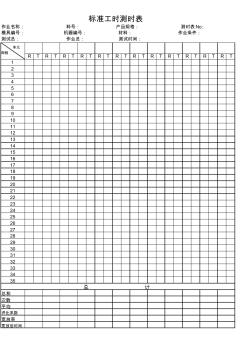
rtrtrtrtrtrtrtrtrtrtrtrt 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 总和 次数 平均 评比系数 宽放率 宽放后时间 作业名称:料号:产品规格:测时表no: 测试员:作业员:测试时间: 模具编号:机器编号:材料:作业条件: 总计 标准工时测时表 单元 周程
格式:pdf
大小:37KB
页数:1P
人气:86
4.7

人机12345678910人机标准时间备注 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 秒 代 表 符号修正数符号修正数 超级a+0.15a+0.13 优b+0.11b+0.10 良c+0.06c+0.05 平均d0d0 较差e-0.05e-0.05 劣f-0.16f-0.12 工序名称: 设备名称 产品名称 平均时间 评比 系数 标准时间 日期: 工艺参数: 零件编号: 作业班组: 材料规格:零件名称 观测者: 设备型号 很多犹豫不诀,动作有些笨拙较差 超级动作绝对顺畅,难以分清动作之间的分界 动作特点 平均 代表 优 良 动作组合尚佳,犹豫不诀难以发现 熟练程度评比系数表 no作业单元 人机关系作业 人数 测定时间 标准时间 努力程度评比系数表 工作慢 工时
格式:pdf
大小:686KB
页数:11P
人气:86
4.5
foxconninternationalholdingsltd. ※※本文件之著作權及營業秘密內容屬於fih﹐非經公司允許不得翻印※※ 系統名稱system: 泛經管系統 主題subject: smt標准工時制定細則 文件編號documentno: page1of11reva ※※目錄※※ no內容頁次 目錄1 修訂履曆2 1.目的3 2.適用範圍3 3.名詞解釋3 4.指導原則3 5.參考文件3 6.權責3 7.作業流程4 8.作業細則4~6 9.附件目錄6 10.附件7~10 簽核欄 核准 (approved) 審核 (checked) 製作 (prepared) 發行單位 (
精华文档 标准工时制、综合计算工时制、不定时工作制比较
格式:pdf
大小:38KB
页数:1P
人气:86
4.3
123456789101112 1焊配线565.746.295.766.62 2焊hdb五金58.462.254.256.663.460.148.253.855.154.147.373.156.6165.10 3p2端17.517.91819.825.218.816.819.617.219.121.320.118.9321.77 4p3端38.122.338.526.726.522.516.918.717.220.219.923.223.5227.05 5挑线44.226.328.533.72927.63125.826.428.1292828.7733.08 6剪线芯2.582.713.034.973.844.874.2
格式:pdf
大小:783KB
页数:8P
人气:86
4.3
标准工时管理办法 文件编号版本/修订发出部门生效日期页码总页数 **-wi-003r01/05ie部2017-04-1第1页共8页 文件更改历史 编制/更改日期版本号更改内容修订 2012.1.1r01/01完善各部门职责 2013.5.28r01/02完善部门职责与修改参考文件名称 2013.6.18r01/03修改参考文件名称与编号 2015.4.8r01/04修改相关名词定义及操作流程 2016.6.12r01/05封面修改,部门名称修改 相关评审人员会签(**) 总经办:研发一部:研发二部: 研发三部:dqe部:产品部: 财务部:设计部:材料技术部: 结构技术部:货仓部:计划供应部: 供应开发部:后勤部:ie部: pe部:生产一部:生产二部: 机电部:工模部:信息管理部: 注塑部:iq
格式:pdf
大小:72KB
页数:2P
人气:86
4.6
 抽样法在缝制工时定额中的应用
抽样法在缝制工时定额中的应用 科学方便地计算服装企业中的工时定额是制定生产计划、人效考核和平衡流水等的基础,通过不同的科学抽样统计方法,系统建立了工时定额的体系和计算方法。
格式:pdf
大小:1.6MB
页数:2P
人气:86
4.7
一种综合计算热处理工时定额的方法 主要通过计时算法对一炉工件热处理所用全部时间进行统计,然后再用月产能和出勤天数来修正工时,最终得出常规产品工时定额的方法.
最新文档 标准工时制、综合计算工时制、不定时工作制比较
格式:pdf
大小:1.5MB
页数:2P
人气:86
4.4
一种综合计算热处理工时定额的方法 主要通过计时算法对一炉工件热处理所用全部时间进行统计,然后再用月产能和出勤天数来修正工时,最终得出常规产品工时定额的方法。
格式:pdf
大小:426KB
页数:2P
人气:86
4.7
假日工作,能否能否领取综合计算工时加班费 问:我公司是一家生产玩具的制造型企业,最近几年由于人工成本不断上涨,我公司根据外来订单的客观情况和对工人工作的时间要求.向当地人力资源和社会保障部门提出实行综合计算工时制.并获得审批。但是由于我公司对于如何实行特殊工时制没有什么经验.所以特向贵刊提出一个问题。我公司实行的特殊工时制计算周期为一个月,2012年”十一”期间由于订单较多,所以我公司安排全体员工加班赶工不准休息.并在十月下旬陆续安排员工调休。但是在最终核算员工工作总时间时.发现每名员工的总工时都超过法定工时16个小时。请问.我公司应该如何计发员工的加班费?
格式:pdf
大小:231KB
页数:2P
人气:86
4.6
标准工时与劳动定额管理 课程背景: 劳动定额,作为制造企业一种最为常用的管理方法,近年来却在实际应用过程中令无数企业遇到了 前所未有的苦恼。市场变化带来的生产方式变革、经济社会发展对员工个性的影响、法制不断健全滋生的管 理矛盾、国际金融危机对实体经济的冲击等多方面的变故,使传统的劳动定额管理方法面临着诸多新问题的 挑战。 站在企业的角度,面对微利与不断攀升的劳动成本,无论采取计时工资还是计件工资,似乎都觉得十分 有必要进行劳动定额管理。可事与愿违的是:很多企业为了实现劳动定额付出了巨大的管理成本后,却难以收 到应有的效果。而员工呢?在劳动定额管理的方法面前,第一时间并非去努力地实现或超越,而是动不动就 把“不公平”三个字挂在嘴边。如果不能彻底地理解和解决员工眼中的”不公平”,最后就会变成你定额他 却没所谓。 传统的定额管理方法将何去何从?到底怎样才能使其焕发出新的活力?如

格式:pdf
大小:28KB
页数:2P
人气:86
4.8
精益变革系列课程 标准工时与标准化的劳动定额管理系统 主办:上海盖普管理咨询有限公司 时间:2010年3月25-26日 价格:¥2600/人(包括授课费、资料费、会务费、证书、午餐等) 地点:上海 【培训对象】企业劳动定额管理人员.人力资源管理人员.生产管理人员.采购管理人员。 【课程背景】 劳动定额,作为制造企业一种最为常用的管理方法,近年来却在实际应用过程中令无数企业遇到了前所 未有的苦恼。市场变化带来的生产方式变革、经济社会发展对员工个性的影响、法制不断健全滋生的管理矛 盾、国际金融危机对实体经济的冲击等多方面的变故,使传统的劳动定额管理方法面临着诸多新问题的挑战。 站在企业的角度,面对微利与不断攀升的劳动成本,无论采取计时工资还是计件工资,似乎都觉得十分 有必要进行劳动定额管理。可事与愿违的是:很多企业为了实现劳动定额付出了巨大的管理成本后
格式:pdf
大小:231KB
页数:2P
人气:86
4.8
标准工时制定方法与劳动定额管理 课程背景: 劳动定额,作为制造企业一种最为常用的管理方法,近年来却在实际应用过程中令无数企业遇到了前所 未有的苦恼。市场变化带来的生产方式变革、经济社会发展对员工个性的影响、法制不断健全滋生的管理矛 盾、国际金融危机对实体经济的冲击等多方面的变故,使传统的劳动定额管理方法面临着诸多新问题的挑战。 站在企业的角度,面对微利与不断攀升的劳动成本,无论采取计时工资还是计件工资,似乎都觉得十分 有必要进行劳动定额管理。可事与愿违的是:很多企业为了实现劳动定额付出了巨大的管理成本后,却难以收 到应有的效果。而员工呢?在劳动定额管理的方法面前,第一时间并非去努力地实现或超越,而是动不动就 把“不公平”三个字挂在嘴边。如果不能彻底地理解和解决员工眼中的”不公平”,最后就会变成你定额他 却没所谓。 传统的定额管理方法将何去何从?到底怎样才能使其焕发出
格式:pdf
大小:262KB
页数:14P
人气:86
4.8
天津力神电池股份有限公司 管理规定 编号:ls/gwi012.007 发布日期:20130619 标准工时定额制定流程及方法 修订状态:rev3 共15页第1页 1目的 确定公司产品生产的标准工时制定流程及方法,制订合理的标准工时定额,是安排生产计划和进行 经济核算的基础,在现有设备及生产技术组织条件下,尽可能的精益生产,使大多数员工经过努力都可 以达到,先进员工可以超过。制定和管理制造部生产管理指标,评价各部门的生产能力。 2适用范围 本规定适用于公司制造部对产品标准工时定额的制定、修改及管理的全过程。 3职责 3.1计划管理部职责 3.1.1计划管理部负责对制造部制定的标准工时定额表进行审核、发布。 3.1.2计划管理部负责对各制造部制定、下发标准工时测定计划。 3.1.3计划管理部负责对各制造部进行工时效率
格式:pdf
大小:289KB
页数:11P
人气:86
4.7
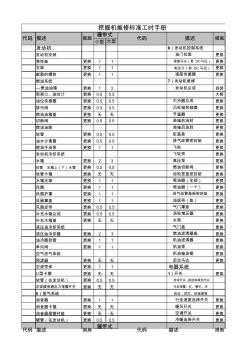
小型大型 发动机6)发动机控制系统 发动机安装油门拉索更换 弹性垫更换11调速马达(含dc马达)更换 支架更换11电位计(非dc马达)更换 断裂的螺栓更换11速度传感器更换 燃油系统7)发动机维修 —燃油油箱更换12发动机总成拆装 观测口、油位计更换0.50.5大修 油位传感器更换0.50.5中冷器总成更换 排污阀更换0.50.5凸轮轴和轴套更换 燃油油箱盖更换无无节温器更换 切断阀更换0.50.5曲轴前油封更换 燃油油路曲轴后油封更换 软管更换0.50.5缸盖垫更换 油水分离器更换0.50.5排气歧管密封垫更换 燃油手油泵更换11飞轮更换 发动机冷却系统飞轮壳更换 水箱更换23高压泵更换 软管:水箱上(下)水管更换0.50.5燃油切
格式:pdf
大小:648KB
页数:13P
人气:86
4.5
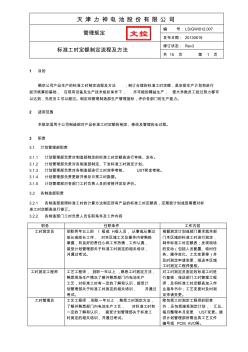
![工时定额计算标准[1]](https://files.zjtcn.com/group1/M00/43/75/CgoBZ2AfCI2AWzs8AAAMAnZusTo965.jpg)
工时定额计算标准 一.锯床工时定额计算标准 1.工时计算公式:t=(kmt机+nt吊+t装卸)k2 式中:km—材料系数 n—一次装夹工件数;n=1-2; k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2) 2.机动时间:t机 2.1.方料: 式中:h-板厚mm kb-材料宽度系数,查下表 b<5050-8080-150>150 kb0.951.01.051.08 2.2.棒料: 式中d—棒料外径mm 2.3.管料: 式中d0—管料内径;mm 2.4..方管: 式中:h—方管外形高mm;h0—方管内腔高mm;b0—方管内腔宽mm; 3.吊料时间: 4.装卸料时间及其它时间: 综上所述: 方料:t=(0.12+n0.0519h+0.001l)k2-0.00013h0*b0(mi
格式:pdf
大小:1.5MB
页数:2P
人气:86
4.8
企业标准工时定额管理的实践与思考 标准工时定额管理是公司经营管理的重要基础工作,事业部逐步系统性地开展标准工时项目,主要在生产组织、薪酬分配、定岗定编、工艺优化四个方面进行运用,建议从强化管理意识、制定管理制度、加强队伍建设及实施动态管理维度进一步推进标准工时定额管理。
文辑创建者
我要分享 >
职位:弱电工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐