材料报验丝杆
2025-01-20
A3.3 材料(构配件)、设备进场使用报验单 工程名称: 常州九洲花园大酒店 编号:A 3.3 — 致: 江苏阳湖建设项目管理有限公司 (监理单位) 兹报验: □ 1材料进场使用。 □ 2构配件进场使用。 □ 3工程设备进场使用/开箱检查。 □ 4 名 称: φ10热镀锌丝杆 采购单位: 上海世家装饰实业有限公司 拟用部位: 吊顶 附件(共 2 页): □ 清单(如名称、产地、规格、数量等) 、样品。 □ 出厂合格证、质保书、准用证。 □ 检测报告、复试报告。 □ 其它有关文件。 本次报验内容系第 1 次报验 , 届时本项目经理部已完成自检工作且资 料完整 , 并呈报相应资料。 承包单位项目经理部(章) : 项目经理: 日期: 项目监理机构签 收人姓名及时间 承包单位签收 人姓名及时间 监理审查意见: □ 同意。 □ 不同意。 项目监理机构 (章 ):


水平方向使用时选型计算 使用工况 工作台质量m1(kg)20 工件质量(kg)10 行程长度ls(mm)650 驱动马达伺服 电机转速r/min3000 加速时间t1(s)0.5 减速机减速比i1 无效行程mm0.15 定位精度0.3/1000mm 重复定位精度0.1 匀速运动时最低速度mm/s500 减速时间s0.15 直线导轨的摩擦系数μ=0.003 导向面的阻力f(n)15 需要选型确认的内容 滚珠丝杆的直径 导程 精度 轴向间隙 滚珠丝杆支撑方式 驱动马达 导程精度的选择 通常,滚珠丝杠的导程精度是规定的300mm的精度 为了得到±0.1/1000mm的则300mm的精度为0.03 因精度等级c6既有轧制滚珠丝杠,又有精密滚珠丝杠,在此首先选择价格 低廉的轧制滚珠丝杠。 为了满足0.15mm无效行程的要求,必须选择轴向间隙

丝杠水平运动选型计算表格 机械结构参数: 速度:vl=20m/min 滑动部分质量m=15kg 丝杠长度lb=0.4m 丝杠直径db=0.016m 丝杠导程pb=0.01m 连轴器质量mc0.2kg 连轴器直径dc0.04m 摩擦系数μ=0.1 移动距离l=0.4m 机械效率η=0.9 定位时间t=1s 加减速时间比a=5% 外力fa=0n 移动方向与水平轴夹角a=0° 1)速度曲线 加速时间t0=t*a =0.05s 2)电机转速 nm=vl/pb =2000rpm 3)负荷转矩计算 fa+ =14.7n =0.025995247nm 4)克服惯量的加速转矩计算(也称做:启动转矩) 直线运动平台与负载惯量jl= =3.79953e-05kgm2 轴向负载f= 负载转矩t
编辑推荐下载
热门文档 材料报验丝杆
格式:pdf
大小:24KB
页数:3P
人气:98
 4.4
4.4

. '. 滑动螺旋工作时,主要承受转矩及轴向拉力(或者压力)的作用,同时在螺杆和 螺母的旋合螺纹间有较大的相对滑动,其失效形式主要是螺纹磨损,因此,滑动 螺旋的基本尺寸,通常的根据耐磨性条件确定。下面计算丝杆的耐磨性。 已知:f=41048(n) 查《机械设计》有: d2 ][ph pf 对于梯形螺纹有h=0.5p,《查机械设计》有p=22mp 则 p fd8.02 式中:在传动精度较高,载荷较大,寿命长时,取4 ][p为材料的许用压力,查《机械设计》1可得][p=22mpa p f d8.02=17.28mm 可以取d2=50.5mm,满足d2的要求。 其公称直径d=55mm 外螺纹mmd453 内螺纹 mmd mmd 46 56 1 4 螺距p=9mm 螺母高度h=202mm (3)丝杆强度计算 由扭矩 t=f0

格式:pdf
大小:167KB
页数:1P
人气:98
4.3
 多片组合锯丝杆螺母保护装置
多片组合锯丝杆螺母保护装置 目前国内石材企业主要以板材加工为主流,多片组合锯是主要加工设备之一,因多片组合锯节能高效,成本低,已被广泛使用。但由于此机型由单丝杆支撑升降,升降螺母承载整个机身重量,磨损较快,如不及时更换容易产生脱落,最终导致整个底座断裂,锯片变形,给用户造成重大损失。为防止此

精华文档 材料报验丝杆
格式:pdf
大小:27KB
页数:2P
人气:98
4.7
特殊螺距丝杆及螺母的加工 说明特殊螺纹的加工难点和加工方法。反弹锤击法校直,刀托的应用,螺母小径尺寸变小量的确定是在目前设备条件下的较好加工方法。
格式:pdf
大小:127KB
页数:2P
人气:98
4.6
特殊螺距丝杆及螺母的加工 丝杆、螺母结构是机械制造行业常用的传动、锁紧机构,而细长轴结构的丝杆、螺纹超长的螺母的加工,就成为机械行业单件小批量生产加工中的重点和难点。我公司为鞍钢生产1780轧机上的压下螺母、丝杆正是典型的此类部件,该部件尺寸、形状及位置精度要求较
格式:pdf
大小:15KB
页数:2P
人气:98
4.4
挡墙对拉丝杆施工措施方案 一、工程概况 本工程为新维镇新维煤矿专用线新场工业站建设中的公路改移 挡土墙工程,最大设计墙高为9m,挡土墙采用m7.5浆砌片石砌筑, 浆砌片石所采用的石料为不易风化的石块,其最低强度等级为mu30, 强身沿线路方向每隔20--25m设置伸缩缝及沉降缝,缝宽2--3cm, 墙身每隔2-3m上下左右交错设置泄水孔,泄水孔为直径0.1m的圆孔, 由于挡墙墙身模板高度超过8m,因此采取φ14对拉丝杆螺栓连接、固 定模板,保证墙身断面尺寸和支撑强度,防止混凝土浇筑时模板爆模。 二、编制依据 1、《公路路基设计规范》(jtgb01-2003) 2、《公路工程质量检验评定标准》(jtgf80/1-2004) 三、施工准备及部署 确定施工中各项工序的施工工艺流程和工艺要求及质量标准;编 制施工中各项措施的材料需要计划及有关要求;确保施工期间施工
格式:pdf
大小:173KB
页数:21P
人气:98
4.3

目录 ?一、序言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 (?一)、零件的分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.2 1、零件的作用⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2、零件的工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.2 (二)、确定毛坯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯...3 1、确定毛坯种类⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..3 2、确定铸件加工余量及形状⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 二、工艺规程设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 (一)、定位基准的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯...4 (二)、制定工艺路线⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 (三)、机械加工余量、工序尺寸及公差的确定⋯⋯⋯⋯⋯⋯⋯.6 三、夹具设计⋯⋯⋯⋯⋯⋯⋯⋯⋯
最新文档 材料报验丝杆
格式:pdf
大小:52KB
页数:1P
人气:98
4.6
H型钢开坯机压下丝杆自动旋松分析及改进 对开坯机在生产期间出现的自动旋松现象进行了分析,并针对问题提出了有效的改进措施。
格式:docx
大小:13KB
页数:1P
人气:98
3.9

有的丝杆生产厂家也把它叫做油托、顶托、丝杠、建筑丝杠等,各地区对它的叫法不同,但是它的使用方法和产品规格是相同的。
格式:pdf
大小:218KB
页数:2P
人气:98
4.7
静压丝杆螺母在立式车床的应用 针对现有的重型立式车床中存在的升降传动问题,探讨超重型立式车床的横梁升降机构所采用的静压丝杆螺母的设计及制造工艺,以减少传动系统的摩擦和磨损,提高机床运动精度和传动效率,详细介绍了丝杆螺母的设计与计算,在加工工艺中还从多个方面保证了产品的制造精度,经过定量叶片泵和变量叶片泵的验证实验,还对制造结果进行了讨论与分析,对存在的问题提出了有效的解决办法。
格式:pdf
大小:10KB
页数:4P
人气:98
4.6
1 5米滚珠丝杆副的安装调试 摘要:产品更新换代的加快,不仅对机械加工设备提出了质量和效率而且也提出了通用性和灵活性的要求, 从而综合提高了对设备的精度和多样性要求。多功能数控机床就是我公司应这一特点要求开发的机电一体化机 床,通过现有的5米车床改造,配备刀轴、工件旋转轴、大拖板纵向进给轴、中拖板横向进给轴,并配以四轴 三联动的数控系统,从而完成数控车、铣、磨、镗钻、滚等多功能。 由于机床比较长,因此相应的大拖板纵向进给轴的滚珠丝杆副也比较长,其安装和调试精度是此次自主技改 的关键技术之一,因为装配精度直接会影响到此轴的传动精度、定位精度,不仅涉及到机械的精度、稳定和可 靠,也影响电气特别是伺服电机的负荷和寿命。通过工艺分析、精装细调,机床运行完全正常,产品达到了预 定的设计要求。所以我想谈谈在此全过程中自己亲历的心得和体会。 关键词:5米、滚珠丝杆副、同轴度、自由度 一.5
格式:pdf
大小:91KB
页数:2P
人气:98
4.3
滚珠丝杆螺母副误差补偿及故障诊断 随着科学技术的不断发展,人们对滚珠丝杠副的要求也越来越高,为了使机械产品能实现高的定位精度且能平稳运行,这就要求滚珠丝杠副不但有高的精度,而且运转平稳,无阻滞现象。由于滚珠丝杠副具有高效率、高精度、高刚度等特点,被广泛应用于机械、航天、航空、核工业等领域。本文对当前数控机床滚珠丝杆螺母副误差补偿进行了阐述和归纳,并滚珠丝杆螺母副使用过程中出现的故障进行了分析。
格式:pdf
大小:187KB
页数:未知
人气:98
4.5
蜗轮丝杆升降机优化设计 针对某产品升降系统特殊载荷的要求,对传统的蜗轮丝杆升降机内部轴承进行校核计算,提出了内部轴承的优化设计方案。基于升降机蜗轮的安全磨损量的计算,设计了一种磨损检测装置用于检测螺母的磨损量。
格式:pdf
大小:280KB
页数:未知
人气:98
4.7
马钢小H型钢立辊丝杆螺母技改应用 本文介绍马钢小h型钢立辊丝杆螺母所存在的问题,针对h型钢轧制过程中实际存在的问题,通过对立辊丝杆螺母以及相关装配设备进行改造,成功的解决了立辊丝杆螺母在轧机装配时不能有效锁紧,以及在轧制过程中螺母回松问题,在从而保证了生产线的顺利进行以及轧制质量的提高。
格式:pdf
大小:96KB
页数:1P
人气:98
4.6
如何提高梯形螺纹丝杆的加工精度 本文主要分析了影响螺纹加工精度的各种因素,并提出相应的措施以提高梯形螺纹的加工质量。
格式:pdf
大小:72KB
页数:1P
人气:98
4.5
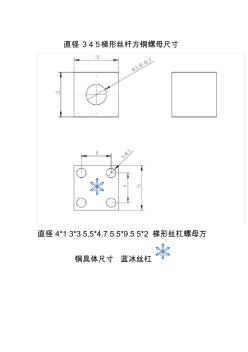
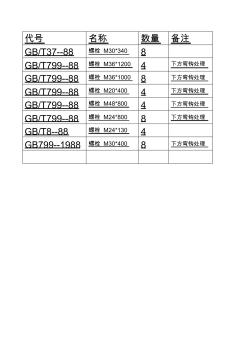
直径345梯形丝杆方铜螺母尺寸 直径4*13*35.5*4.75.5*9.55*2梯形丝杠螺母方 铜具体尺寸蓝冰丝杠
格式:pdf
大小:998KB
页数:23P
人气:98
4.8
1 丝杠座机械加工工艺规程与机床夹具设计 一、设计任务 1.设计课题:丝杆座加工工艺规程设计 铣槽80.020专用夹具设计 2.生产纲领:年产量10000件,属于大批量生产 3.设计要求:(1)零件毛坯图1张 (2)机械加工工艺过程卡片1套 (3)机械加工主要工序的工序卡片1套 (4)夹具装配图1张 (5)夹具零件图若干张 (6)设计说明书1份 二、设计说明书 前言 《机械制造工艺学》课程设计是学完《机械制造工艺学》课程后进行的一个 实践教学环节,是应用所学基础理论、专业知识与技能去分析和解决生产实际问 题的一次综合训练。它要求学生全面地综合运用本课程及有关先修课程的理论和 实践知识,进行零件加工工艺规程的设计和机床夹具的设计。 我希望通过这次课程设计培养独立思考、独立工作以及综合运用过去所学过的 全部课程进行机械制造工艺及结构设计的基本能力,
文辑创建者
我要分享 >
职位:室内设计师学徒
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐