材料性质对注塑件熔接痕外观及性能的影响
2025-03-21
概述注塑件熔接痕的分类、特点及形成,分析了材料性质如结晶度、松弛时间、特征温度、取向、粘度及所用添加剂对熔接痕处外观和性能的影响及其造成影响的原因,具体分析了影响粘度的因素和添加剂的种类、形态、用量对熔接痕的影响,并从材料性质方面提出了减小熔接痕损害的方法。

第1页共页 作业指导书 塑料件外观检验规范 编号hwjs—7004 第2版第0次修改 生效日期 1.目的及适及范围: 本检验规范为了进一步提高塑料制品的质量,在产品生产及出厂时能严格把关,制定出适应本公 司的塑料件及喷涂件检验标准,为外观检验提供科学、客观的方法。对某些无法用定量表明的缺陷, 用供需双方制订的检验标准和封样的办法加以解决。 本检验规范适用于塑料件制成的电子产品(外壳及有关塑料件)以及二次加工件制品(喷涂)的 检验与验收。 2.参照文件本检验规范参照《检验和试验工作手册》 3.内容: 3.1术语: 1)异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。 2)气丝:由于种种原因,气体在产品表面留下的痕迹与底面颜色不同并发亮,带有流动样。 3)塌坑:由于材料收缩,使产品局部整体表面下陷。 4)熔接缝:产品在成型过程中,二股以上
 热塑性塑料注塑件熔接缝影响因素分析
热塑性塑料注塑件熔接缝影响因素分析 分析了热塑性塑料注塑件中熔接缝的分类和特征。从材料选择、制品结构设计、模具设计、成型工艺、热处理几个方面分析了影响熔接缝的因素;并针对不同因素,提出了相应的对策和改善熔接缝力学性能的方法。
编辑推荐下载
格式:pdf
大小:108KB
页数:1P
人气:77
 4.5
4.5
宝石材料性质对宝石加工质量影响的研究 宝石是很受大家喜爱的,尤其在经济发展日益迅速的今天,人们的生活水平也越来越高,对于宝石这类的装饰品需求也有所提升。大家对于宝石的研究也更加的深入细致,本文主要针对宝石材料的一些性质对宝石进行加工的时候产生的影响进行相关的研究,并且在这些研究的基础之上对研究发现的现象进行探讨,发表自身的一些看法,希望能对读者带来帮助。
格式:pdf
大小:1.7MB
页数:22P
人气:77
4.4
注塑件结构设计要点 吕文果 塑料是四大工程材料(钢铁、木材、水泥和塑料)之一,它是 以高分子量的合成树脂为主要成份,在一定条件下可塑制成一定形状 且在常温下保持形状不变的材料。塑料总体分为热固性和热塑性两 种,区分两种塑料的规则一般是在一定温度加热一段时间或加入硬化 剂后有无发生化学反应而硬化,发生化学反应而硬化的叫热固性塑 料,反之则叫热塑性塑料。它广泛应用于工业、农业、国防等行业。 但是塑料与其它材料相比又具有自己的一些特有的性能,这些性能决 定它的一些特有的使用场合、加工方法、生产工艺等。一般来说塑料 的成型方法有以下几种:注射成型、挤压成型、压铸成型、发泡、吹 塑、真空吸塑、中空成型、机加工等。 由于塑料的种类及性能、使用场合、成型工艺等条件的影响,对 塑料件的结构设计也就自然会产生一些特殊的要求及方法。由于热固 性塑料与热塑性塑料最终的形态不同,结构设计过程中的好多
热门文档 材料性质对注塑件熔接痕外观及性能的影响
格式:pdf
大小:150KB
页数:3P
人气:77
4.7

④m掳叶一 2000·5 眄洼塑件 例一z/b‘ 近年来,空调机产品在我国正迅速组成,这两部分产品质量的好坏,都会 发展.随着我国国民经济的发展和人民影响其整机性能.近年来随着塑料工业 生活水平的提高,作为改善人们生活环的大力发展.空调机的大部分配件都由 境的产品,空调机不仅在机关、团体、商塑料注塑件配套,塑料注塑件质量性能 业等机构大量使用。并以相当快的速度 进入平常百姓家,特别在城市,许多家 庭已拥有二台甚至多台空调,空调机在 我国的发展势头强劲,其消费量增长空 间也报可观。空调机产品的性能和质 量一直都是生产企业和消费者共同关 心的问题。如何规范产品质量,生产出 高性能的产品,满足消费者的要求。成 为生产企业研究和追求的目标。空调 机产品主要是fh电机和配件两大部分 直接影响空调机的整机 质量性能.而且随着空 谓机产量
格式:pdf
大小:42KB
页数:3P
人气:77
4.4

工程部 日期:文件编号: 日期:版本:a0 日期:页次:第1页,共1页 关健尺寸量具 本厂对色灯箱、目测 目测 本厂对色灯箱、目测 目测 目测 目测、试装、量具 目测、试装、量具 目测、试装、量具 试装、目测 试装、目测 试装、目测 修改 标识 编制: 审核: 批准: 编制部门: 关键尺寸按零件检验图要求测量 1.不能影响装配和功能。 2.对照签办,组装后产品外露部分,5.8e不可明显可视。 1.不能影响装配和功能。 2.组装后产品外露部分,对照签办,不可高出0.3mm。 3.组装后产品做安全测试后,可触摸到的披锋不能出现安全问 题(比如:尖点、利边、小件等) 表面光泽度 1.不能影响装配和功能。 2.组装后产品外露部分,对比签办,不可高出或凹陷大于 0.3mm。 组装成品后外露部分,缺陷5.9e不可明显
格式:pdf
大小:129KB
页数:11P
人气:77
4.6
注塑件形状与模腔相似但却是模腔形状的扭曲版本。可能出现问题的原因: (1)弯曲是因为注塑件内有过多内部应力。 (2)模具填充速度慢。(3)模腔内塑料不足。 (4)塑料温度太低或不一致。(5)注塑件在顶出时太热。 (6)冷却不足或动、定模的温度不一致。 (7)注塑件结构不合理(如加强筋集中在一面,但相距较远)。 补救方法: (1)降低注塑压力。(2)减少螺杆向前时间。 (3)增加周期时间(尤其是冷却时间)。从模具内(尤其是较厚的注塑件)顶出后立即浸入温水中(38℃) 使注塑件慢慢冷却。 (4)增加注塑速度。(5)增加塑料温度。(6)用冷却设备。 (7)适当增加冷却时间或改善冷却条件,尽可能保证动、定模的模温一致。 (8)根据实际情况在允许的情况下改善塑料件的结构。 注塑件变形的原因及解决方法 透明塑料由于透光率要高,必然要求塑料制品表面质量要求严格,不能有任何斑纹、
格式:pdf
大小:1.2MB
页数:5P
人气:77
4.4
多浇口塑料制件的熔接痕分析 塑料制件熔接痕是注塑成型的主要缺陷之一,其影响产品的外观和机械强度。模具浇口设计和工艺参数的设置可以降低或消除熔接痕的影响。浇口位置(同向、相对、一般)对熔接痕的外观和机械强度的影响是不一样的。通过对板形(九点浇口)制件的数值模拟来详述熔接痕的形成过程,并进行工艺参数优化来减少熔接痕的数目。通过实验很好地证明了数值模拟的结果。
格式:pdf
大小:15KB
页数:2P
人气:77
4.3
东莞市琪丰塑料有限公司内部培训资料 东莞市琪丰塑料有限公司内部培训资料 注塑件翘曲变形原因及对策分析 注塑件翘曲变形是指注塑件的形状与模具型腔的形状不同,这是塑料制品常见的缺陷之一。随着塑料工业 的发展,人们对塑料制品的外观和使用性能要求越来越高,翘曲变形程度作为评定产品质量的重要指标之一也 越来越多地受到注塑生产者的关注与重视。今天我们主要就注塑件翘曲变形在这和大家共同探讨。 首先我们要清楚注塑件翘曲变形是怎幺产生的。 注塑制品翘曲变形的直接原因在于塑件的不均匀收缩(收缩本身并不重要,重要的是收缩上的差异) 塑料在注塑机炮筒塑化阶段,也就是塑料颗粒由玻璃态转化为粘流态时。 1.熔体温度在轴向、径向(相对螺杆而言)的温差会使塑料产生应力; 2.注射机的注射压力、速率等参数会极大地影响充填时分子的取向程度,进而引起翘曲变形。 塑料在填充模具型腔阶段,也就是熔融态的塑料在注射压力的作用
精华文档 材料性质对注塑件熔接痕外观及性能的影响
格式:pdf
大小:1.4MB
页数:3P
人气:77
4.7
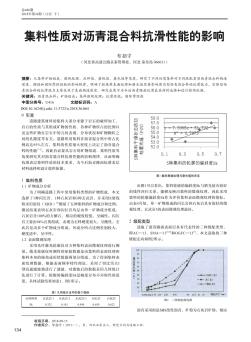
从集料矿物组成、微观纹理、压碎值、磨耗值、磨光值等角度,研究了不同性质集料对不同级配类型沥青混合料构造深度、摆值和国际摩阻指数的影响规律,明确了粗集料表面纹理和磨光值显著影响密实型沥青混合料的抗滑能力,空隙型沥青混合料的抗滑能力主要来源于表面构造深度。研究成果可为今后沥青路面抗滑表层材料选择和设计提供依据。
格式:pdf
大小:608KB
页数:4P
人气:77
4.5
界面性质对夹层玻璃粘结性能的影响 鉴于夹层玻璃是由两种或多种透明固体基材通过热压工艺复合在一起,笔者就材料界面性质对粘结性能的影响进行了深入的研究。本文详细论述了固体材料表面能的组成部分,界面张力的计算方法,给出了通过接触角测试固体各表面能分量的方法。通过计算机语言,可以编制计算固体材料各种表面分量的程序,使固体材料表面能的获取简易、可行。对于本文研究的夹层玻璃,研究发现,粘结界面极性分量匹配性对粘结强度的影响占主要地位。以此为基础,对非化学反应为基础(如热熔成型)的粘结,提出了判断低表面能基材与不同粘结剂粘结性能好坏的非破坏方法。


格式:pdf
大小:298KB
页数:2P
人气:77
4.7
球阀注塑件组合式型芯的设计 本文介绍了球阀注塑件应用背景、选材和浇注系统确定,详细论述了球阀塑件组合式型芯的设计思路,包括分型面的选取、型芯的镶拼结构、镶拼型芯的组装与脱出以及型芯在模具中的固定。通过对该类塑件组合式型芯的设计和分析,可以为同类塑件的型芯设计提供借鉴。
最新文档 材料性质对注塑件熔接痕外观及性能的影响
格式:pdf
大小:16KB
页数:6P
人气:77
4.5
1/6 建筑材料按使用功能分类: 1.结构材料:主要技术性能要求是具有强度和耐久性。常用的:混凝土、钢材、石材等。 2.围护材料:要求具有一定的强度和耐久性,同时还应具有良好的绝热性,防水、隔声性能等。 常用的:砖、砌块、板材等。 3.功能材料:主要是指满足某些建筑功能要求的建筑材料,如防水材料、装饰材料、绝热材料、 吸声隔声材料、密封材料等。 材料的许多性能,如强度、吸湿性、吸水性、抗渗性、抗冻性、导热性、吸声性都与材料的孔隙率 及空隙特征有关。 孔隙率:指材料体积内,孔隙体积占材料在自然状态下总体积的百分率。 1.材料与水接触时,根据其是否能被水所润湿,分为亲水、憎水材料。 2.亲水性材料:混凝土、砖、石、木材、钢材等;大部分有机材料属于憎水性材料,如沥青、塑 料等。憎水材料具有较好的防水性、防潮性,常用作防水材料。也可用与对亲水性材料进行表 面处理,降低吸水率,提高抗
格式:pdf
大小:591KB
页数:3P
人气:77
4.5
汽车车灯面罩壁厚对熔接痕的影响 用moldflow软件对长春海拉精密模具有限公司生产的车灯面罩在实际生产中所存在的问题进行了深入的解析,通过多次改变塑件壁厚深入研究了塑件熔接痕的长度和位置的影响因素,并提出了可以抑制该产品熔接痕产生的重要成型参数。分析结果表明:原有产品的缺陷是由于在注塑成型过程中熔体产生"跑道现象"造成的。通过增大该产品关键部位的壁厚,可以抑制"跑道现象"的产生,进而消除该产品所存在的缺陷。
格式:pdf
大小:27KB
页数:14P
人气:77
4.5

牌号ndnf-ncvdnhngnfnendncnr气泡级别 光吸收 类别 qk11.470470.0070466.831.482151.479071.475321.472141.470401.468281.46703a-c1-3 nqk11.470470.0070466.831.482151.479071.475321.472141.470401.468281.46703a-c1-3 qk21.478170.0072965.591.490241.487061.483191.479901.478101.475901.47458d-e1-3 qk31.487460.0069670.041.499001.495961.492261.489111.487401.485301.48406
格式:pdf
大小:27KB
页数:14P
人气:77
4.5

牌号ndnf-ncvdnhngnfnendncnr气泡级别 光吸收 类别 qk11.470470.0070466.831.482151.479071.475321.472141.470401.468281.46703a-c1-3 nqk11.470470.0070466.831.482151.479071.475321.472141.470401.468281.46703a-c1-3 qk21.478170.0072965.591.490241.487061.483191.479901.478101.475901.47458d-e1-3 qk31.487460.0069670.041.499001.495961.492261.489111.487401.485301.48406
格式:pdf
大小:149KB
页数:未知
人气:77
4.5
热塑性塑料注塑件凹陷和缩痕影响因素分析 注塑制品的表面缺陷往往反映了其内在质量的问题,其中凹陷和缩痕是时常发生的问题,对此,本文从原材料、塑件结构、模具和成型工艺等四个方面对注塑制品凹陷或缩痕问题产生的原因进行了分析,并结合生产实际提出了相应的解决措施,有利于提高制品质量和生产效率。
格式:pdf
大小:522KB
页数:未知
人气:77
4.7
磁场性质对45钢摩擦磨损性能的影响 在自制的摩擦磨损试验机上,研究交、直流及不同磁场方向条件下45#钢的摩擦磨损性能。结果表明:交、直流磁场都能使摩擦因数降低,磨损量减少;一定的磁场范围内,交流磁场比直流磁场更能改善45#钢的摩擦磨损性能,而磁场方向则影响不大;无磁场时磨损机制主要为磨粒磨损,有磁场时主要为氧化磨损和黏着磨损。
格式:pdf
大小:75KB
页数:3P
人气:77
4.7
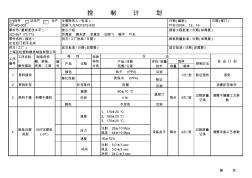
日期(修订): 容量频率 颜色色卡(pp4)目测 理化性能质保书(pp4)验证 2原料贮存贮存条件防潮目测改善贮存条件 温度80±10℃ 时间4hr 颜色不变色目测 温度 1、170±20℃ 2、180±20℃ 3、175±20℃ 压力 注射:28±10mpa 保压:44±10mpa 速度16±10% 时间 注射:5.0±3sec 保压:5.0±3sec 冷却:24.0±3sec 退货11次/批原料接收 产品 特性 评价/测量 技术 产品/过程 范围/公差 编 号 验证报告 制造用机 器、装备、 夹具、工装 工序名称 / 操作描述 工序 编号 控制计划 反应计划 特殊 特性 分类 取样 控制方法 方法 过程 零件名称/描述: 左右后门把
格式:pdf
大小:11KB
页数:3P
人气:77
4.7
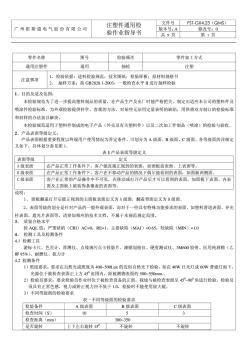
注塑件检验标准2010-04-0313:21 目测观察点的定义: 1.1消费者常看到的顶面或侧面,为“a点”; 1.2消费者偶然看到或很少看到的侧面,拐角或旁边,为“b点”; 1.3组装件、零配件的底面或装配时相贴在一起的零件表面,为“c点”; 1.4装配或加工后(喷油、丝印、电镀),被包装或覆盖,而看不到的表面,为“d点。” 2缺陷检验标准:(常见质量缺陷及特征检验标准) 2.1油污:表面有出模时的脱模剂或外来油渍“a、b、c点”不允许有,“d点”考虑是 否外露 2.2披锋:胶件有利边、利角外观上以看上去不飞出,且手触摸不刮手为准,孔位及装配 位置以不影响装配为准。 2.3变形:胶件有严重或轻微翘起同一平面差值可接受一处(一边或一角)小于0.5mm, 涉及功能之变形,应做试装且出现间隙小于0.3mm,可接受一处。 2.
文辑创建者
我要分享 >
职位:岩土科研人员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐