槽型钢轨闪光焊接头与铝热焊接头的性能试验
2024-05-23
通过试验对使用闪光焊接及铝热焊接两种方法焊接槽型钢轨焊接接头的静弯性能、疲劳性能、拉伸性能、硬度、金相显微组织等进行了测试与分析。研究结果表明:在轨头受压条件下闪光焊接头的抗压能力高于铝热焊接头;闪光焊接头在较高疲劳荷载下能经历频率5 Hz,2×106次疲劳试验仍不断裂;闪光焊接头的屈服强度及断后伸长率均高于铝热焊;闪光焊接头硬度比铝热焊更接近母材,闪光焊和铝热焊接头的软化区宽度均≤20 mm;两种焊接方法的焊缝和热影响区的显微组织未见异常,闪光焊接头的晶粒组织要细于铝热焊接头组织。闪光焊接头性能优于铝热焊,建议在城市有轨电车的建设项目中应尽可能使用闪光焊焊接槽型钢轨。

 钢轨移动闪光焊接接头软化问题的研究
钢轨移动闪光焊接接头软化问题的研究 通过硬度测定、热影响区宏观形貌和微观组织观察,对移动闪光焊接接头软化问题进行了试验研究。研究结果表明,焊接接头软化区与正火热影响区相对应,软化区内的微观组织为粒状珠光体;接头软化是由于正火热处理加热不足所致。同时,提出预防焊接接头软化问题的措施。
钢轨铝热焊接头冷裂纹的韧性断裂特征分析 钢轨铝热焊接头的断裂常常是因为铸造缺陷引发脆性断裂,断口一般具有高温断裂的特性或低温脆断特性。本文对两起具有韧性断裂特点的冷裂断口进行了分析,认为冷却过程受到外来拉应力是造成韧性断裂的主要原因。
编辑推荐下载
格式:pdf
大小:325KB
页数:2P
人气:50
 4.5
4.5
钢轨接头铝热焊焊接质量的控制 介绍法国拉伊台克qp—cj铝热焊的工艺特点,分析钢轨接头铝热焊焊接质量不合格的原因,提出调整两钢轨端头高低差、整修焊缝间隙、焊头金属打磨等焊接质量控制的具体措施,并对关键步骤的注意事项进行了说明。
格式:pdf
大小:48KB
页数:3P
人气:50
4.6
技术交底记录 施工单位浙江野风建设有限公司单位工程名称广德县中医院整体迁建一期工程 工程部位钢筋闪光对焊接头接受交底人 交 底 内 容 1.施工准备 1.1材料及主要机具: 1.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 1.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切 断机、空压机、钢丝刷、冷拉调直作业线。 1.2作业条件: 1.2.1焊工必须持证上岗。 1.2.3电源应符合要求,当电源电压下降大于5%,小于8%时,应采取适当提高焊接变压器 级数的措施;大于8%时,不得进行焊接。 1.2.4作业场地应有安全防护设施,防火和必要的通风措施,防止发生烧伤、触电及火灾等 事故。 1.2.5熟悉料单,弄清接头位置,做好技术交底。 2.操作工艺 2.1工艺流程: 检查设备→选择焊
热门文档 槽型钢轨闪光焊接头与铝热焊接头的性能试验
格式:pdf
大小:189KB
页数:未知
人气:50
4.8
焊接参数对铝/钢点焊接头性能的影响 对铝合金a6061与低碳钢q235进行了电阻点焊点焊,观察分析了接合界面区反应层形貌特征,探讨了焊接电流、焊接时间与电极压力对熔核尺寸和接头抗剪力的影响。
格式:pdf
大小:60KB
页数:5P
人气:50
4.5
京沪高速铁路 闪光焊旁站监理记录表(tb2) 工程项目名称:京沪高速铁路施工合同段:jhtj-3编号: 日期气温/轨温工程地点 旁站监理部位或工序 行别:、股别:长轨编号、 焊头编号:、轨型:60轨、 焊头里程:、机内编号: 旁站监理开始时间旁站监理结束时间 施工现场人员、工机具情况: 施工单位:中铁十六局集团京沪高速铁路三标项目部铺轨分部 现场质检人员、操作人员:焊接操作:打磨:、 技术负责人:、施工人员:人、 安全员:、工机具和试验检测设备 。 施工过程、监理情况: 电压:v、高电压:v、低电压:v 开始烧化送进速度:mm/s、终了烧化速度:mm/s、 焊接时间:
格式:pdf
大小:270KB
页数:未知
人气:50
4.4
高速铁路钢轨闪光焊接头外观质量的控制与提升 主要介绍了影响闪光焊(厂焊)焊头外观质量的各生产工序,结合试验数据,提出了各工序中影响外观质量的关键环节。针对高速铁路闪光焊,通过控制关键环节生产工艺,达到对外观质量的控制与提升目的。
格式:pdf
大小:252KB
页数:4P
人气:50
4.7
行车轨道钢轨铝热焊接接头技术探讨 钢轨铝热焊接技术已广泛地应用于行车轨道的焊接,用来消除由于轨道之间的缝隙而产生的行车轮轨严重冲击和过度磨耗,以及运行过程中产生的行车突然振动和轨道变形等问题。根据现场焊接施工经验,总结了从焊接接头外观、平直度及硬度进行检验行车轨道钢轨铝热焊接接头的方法与要求。
精华文档 槽型钢轨闪光焊接头与铝热焊接头的性能试验
格式:pdf
大小:1.1MB
页数:5P
人气:50
4.6
铝锂合金钎焊接头断口组织与性能 采用金相显微镜、扫描电镜、硬度计等测量方法,观察分析了铝锂合金钎焊前后母材和钎焊接头的显微组织变化,通过分析测试钎焊接头的显微硬度和断口微区的化学成分,研究分析了钎焊接头强度的变化规律。结果表明,焊后母材中的强化相由质点转变为板条状;氮气保护条件下,钎焊接头未见气孔、夹杂、裂纹等缺陷,钎焊接头存在一定的扩散区,从而有效地提高了钎焊接头的强度;无氮气保护的条件下,钎焊接头有大量的缺陷存在,这些缺陷的存在严重影响了钎焊接头的强度。
格式:pdf
大小:41KB
页数:3P
人气:50
4.8

点焊接头的设计 点焊通常采用搭接接头和折边接头接头可以由两个或两个以上等厚度或不等厚 度的工件组成。在设计点焊结构时,必须考虑电极的可达性,即电极必须能方便 地抵达工件的焊接部位。同时还应考虑诸如边距、搭接量、点距、装配间隙和焊 点强度诸因素。 边距的最小值取决于被焊金属的种类,厚度和焊接条件。对于屈服强度高的 金属、薄件或采用强条件时可取较小值。 搭接量是边距的两倍,推荐的最小搭接量见表1。 表1接头的最小搭接量(mm)3 最薄板件 厚度 单排焊点双排焊点 结构钢 不锈钢及 高温合金 轻合金结构钢 不锈钢及 高温合金 轻合金 0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0 3.5 4.0 8 9 10 11 12 14 16 18 20 22 6 7 8 9 10 12 14 16 18
格式:pdf
大小:936KB
页数:3P
人气:50
4.6
钢轨闪光焊接轨头焊缝缺陷分析 通过对钢轨闪光焊接头样品的超声波探伤检查和钢轨接头轨头受拉静弯试验,分析断口微观形貌和疲劳源区能谱、剖面显微组织和剖面形貌及能谱,提出钢轨接头焊缝未焊合缺陷构成疲劳裂纹源、疲劳裂纹扩展产生钢轨接头大面积核伤和钢轨闪光焊接头轨顶面下10~15mm附近容易出现焊缝未焊合缺陷等结论;提出铺设前对新焊接钢轨接头焊缝进行全断面超声波探伤检查、研究开发现场焊接接头热处理中频感应加热方式、优化焊接工艺参数和调整检验规则等建议。
格式:pdf
大小:376KB
页数:5P
人气:50
4.6
铝热焊接技术在曹妃甸通用码头钢轨焊接中的应用 铝热焊接技术作为钢轨无缝连接的重要技术之一,具有设备简单、操作方便、快速高效等特点,目前在铁路上已被广泛采用。然而在港口工程的钢轨焊接中,应用铝热焊接技术的工程实例并不多。结合曹妃甸通用码头二期工程中的钢轨焊接施工,介绍铝热焊接技术的基本原理,施工工艺流程和效果,说明该工艺的先进性及可操作性,供类似施工参考。
格式:pdf
大小:839KB
页数:17P
人气:50
4.5
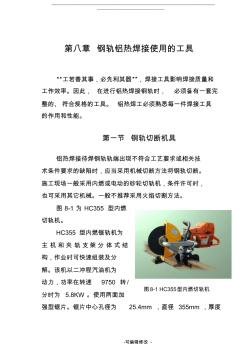
______________________________________________________________________________ ________________________________ -可编辑修改- 第八章钢轨铝热焊接使用的工具 “工若善其事,必先利其器”,焊接工具影响焊接质量和 工作效率。因此,在进行铝热焊接钢轨时,必须备有一套完 整的、符合规格的工具。铝热焊工必须熟悉每一件焊接工具 的作用和性能。 第一节钢轨切断机具 铝热焊接待焊钢轨轨端出现不符合工艺要求或相关技 术条件要求的缺陷时,应当采用机械切断方法将钢轨切断。 施工现场一般采用内燃或电动的砂轮切轨机,条件许可时, 也可采用其它机械。一般不推荐采用火焰切割方法。 图8-1为hc355型内燃 切轨机。 hc355型内燃锯轨机为 主机和夹轨支架分体式结 构,作业时
最新文档 槽型钢轨闪光焊接头与铝热焊接头的性能试验
格式:pdf
大小:80KB
页数:15P
人气:50
4.5
第七章铝热焊接钢轨所用的材料 第一节铝热焊剂 铝热焊接的质量与铝热焊剂有直接关系,优良的铝热焊 剂才能得到合乎质量要求的铝热到钢。铝热焊剂的质量与铝 热焊剂组成材料的选择,化学成分,物理状态,加工工艺和 铝热焊剂的合理配方有关。所以应严格按照各项技术规程要 求进行。从事铝热焊接人员必须对铝热焊剂的组成、性能、 应用范围与保管方法等有一定的了解,才能更好地保管和使 用铝热焊剂,在合理的焊接工艺配合下,避免缺陷的产生, 从而获得优良的焊接效果。 一铝热焊剂的组成 铝热焊剂的组成可分为三部分: 1.铝热焊剂的主要组成部分:铝粉、氧化铁、铁丁头和 铁合金,石墨等。 2.铝热焊剂的辅助材料:镁砂等。 3.铝热焊剂的引燃剂:高温火柴。 二铝热焊剂的配方计算 铝热焊剂的配方直接影响着铝热焊剂的质量,铝热焊剂 的质量又是影响焊接接头质量的重要因素之一,因此,铝热 焊剂配方是较重要的
格式:pdf
大小:204KB
页数:38P
人气:50
4.5
1 施密特铝热焊 铝热焊工艺的主要流程 准备工作→轨端干燥→轨端除锈去污→对 轨→夹具安装→砂模安装→封箱→预 热→坩埚安装→点火→反应→拆 模→推瘤→打磨。 铝热焊操作步骤 1、准备工作 ●预先了解待焊钢轨的轨型和材质,正确选择砂型和焊剂的 类型。 ●出发前必须安排专人根据焊接清单清点全部施工物品,以 免少带、漏带影响施工。 ●对施工设备、燃气瓶等进行检查,确保使用时安全可靠。 ●从焊缝两侧钢轨开始,每一侧松开2-4组扣件,然后 至少将50m范围内的钢轨扣件按规范锁紧,并在焊缝两侧各 第一个锁紧扣件处的钢轨上,做划线记号,以便观察钢轨是 否移动,然后才可以进行铝热焊焊接。 提示:在焊接过程中,如果钢轨发生明显移动则会拉伤甚至 拉裂焊缝,并可能引发高温钢水从砂型中外泄,导致焊接事 故。 2 ●气温急剧变化时必须用拉伸
格式:pdf
大小:35KB
页数:12P
人气:50
4.4

目录 1、钢轨铝热焊特点及国内应用现状.............................................................................................1 2、国外钢轨铝热焊技术的发展.....................................................................................................2 3、国内铝热焊研究的进展.............................................................................................................3 3.1钢轨铝热焊接工艺及焊接工具.....................
格式:pdf
大小:116KB
页数:6P
人气:50
4.6

工程名称基建公司商住楼验收部位基础、主体 施工单位冶戌建安公司批号及批量300 施工执行标准名 称及编号 《钢筋焊接及验收规程》jgj18-2003钢筋牌号及直 径(㎜) 热轧带肋直径22 项目经理郭永强施工班组长 质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录 主 控 项 目 1、接头试件拉伸试 验 5.1.7条符合要求 2、接头试件弯曲试 验 5.1.8条符合要求 一 般 项 目 质量验收规范的规定 施工单位检查评定记录监理(建设) 单位验收记录抽 检 数 合格 数 不合格 1、接头处不得 有横向裂纹 5.3.2条11 2、与点极接触 处的钢筋表面 不得有明显烧 伤 5.3.2条11 3、接头处的弯 折角≯3°5.3.2条11 4、轴线偏移≯ 0.1钢筋直径, 且≯2㎜ 5.3.2条11 施工单位检查
格式:pdf
大小:18KB
页数:1P
人气:50
4.7
钢筋焊接头拉力试验记录 (编号:) 建设项目:合同号: 施工单位工程名称分项工程 钢筋品种规格接头型式及焊接方法生产单位生产批号 编号 直径 (mm) 面积 (mm 2 ) 破断拉力 (kn) 抗拉强度 (mpa) 断口形式及位置描述备注 评语 试验:计算:复核:试验日期:
格式:pdf
大小:432KB
页数:未知
人气:50
4.4
钢轨闪光接触焊焊接接头的常见病害与防治分析 本文针对钢轨闪光焊接头的几种常见病害,进行了病理分析,结合多年基地焊轨生产实践,找出防治焊接接头病害的相应措施,为减少接头病害提出了建议。
格式:pdf
大小:86KB
页数:1P
人气:50
4.4
钢轨交流闪光焊焊接接头质量预测 在高速铁路的铺设过程中,钢轨焊接是整个工程的重要环节。国内铁道工程中使用多种合金钢轨,它具有较高的耐磨性的同时但具有较差的可焊性,与此同时,质量检测手段目前并不完善,使得铁道工程具有安全隐患。因此,对钢轨闪光焊的焊接质量诊断技术的研究,是尤为重要的。本文引入bp神经网络,通过bp神经网络达到对灰斑面积进行预测的目的的,并且具有较高的预测准确性并能满足实时性的钢轨焊接要求。
格式:pdf
大小:70KB
页数:5P
人气:50
4.5
第1页 技术交底书 交底单位 中铁二十一局兰渝铁路 项目经理部四分部 编号lys-7-4-gd-010 工程名称轨道工程施工部位新线施工 交底内容钢轨焊接·闪光焊接施工技术交底 会签人员 交底人:单位:职务:日期: 审核人:单位:职务:日期: 接底人:单位:职务:日期: 交底内容: 闪光焊接施工技术交底 1.焊接用钢轨要求 用于闪光焊接的钢轨应符合tb/t1632.1的规定。 2.设备要求 2.1固定式闪光焊接作业线应配置有焊前钢轨矫直机、锯轨设备、轨端除锈设备、钢 轨闪光对焊、焊后钢轨矫直机、轨头焊缝精磨机以及焊接接头热处理装置、发电机组等, 设备应具有产品质量合格证书。 2.2移动式闪光焊接 在铁路轨道上进行钢轨闪光焊接,应配置有锯轨设备、轨端除锈设备、移动式钢轨闪 光对焊设备、移动式钢轨焊接接头
格式:pdf
大小:81KB
页数:未知
人气:50
4.4
闪光焊接处理无缝钢轨缺陷 铁路轨道结构中一个较为薄弱的环节就是钢轨接头部分的处理情况,如果采用有缝线路,就有可能会随着时间的流逝等造成线路设备等方面的破坏,进而影响到整个铁路机车的运行安全问题。因此,铁路轨道应该采用无缝线路。但是,无缝线路也有一些缺陷存在,这里主要介绍了采用闪光焊接来处理无缝钢轨线路焊接中的缺陷问题。事实上,闪光焊接已成为当前钢轨结构中无缝线路焊接的主要方法。文章主要对利用闪光焊接对现有锁定线路中缺陷接头的处理进行了较为详细的探讨。
格式:pdf
大小:1.2MB
页数:5P
人气:50
4.5
紫铜的搅拌摩擦焊接头性能测试与组织分析 对t2紫铜的搅拌摩擦焊技术进行了实验研究,对其基本工艺、接头组织和性能等进行了初步分析。实验结果表明,用搅拌摩擦焊方法焊接6mm厚的t2紫铜板,当焊接规范合适时,可得到成形美观、内部无缺陷、几乎不变形的平板对接接头;搅拌摩擦焊接头的抗拉强度可达母材的90%;搅拌摩擦焊接头的电阻率与母材基本相同。
文辑创建者
我要分享 >
职位:纳米材料安全性评价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐