冲压不锈钢焊接成型离心泵使用过程中的主要缺陷与对策
2025-03-26

 不锈钢冲压焊接离心泵的设计特点
不锈钢冲压焊接离心泵的设计特点 介绍不锈钢冲压焊接离心泵的设计特点及与传统的铸造不锈钢泵的比较.
离心泵不锈钢叶轮冲压焊接的成型工艺 在分析离心泵叶轮结构特点的基础上,考虑不锈钢叶轮的冲压及焊接工艺等方面,采用了带有锥度的前盖板和s形的扭曲叶片,并运用激光焊接技术连接固定叶片和前后盖板。通过研究叶轮叶片、前盖板和后盖板的冲压工艺流程,同时对工艺过程中出现的问题如叶片弯曲时产生回弹、后盖板冲压变形等进行了分析。采用冲压及激光焊接工艺所制作的叶轮前、后盖板与叶片耦合性好,避免了叶轮流道之间的串流现象,可以保证前、后盖板基本不产生变形,焊接表面平整,可以有效改善不锈钢冲压焊接叶轮的水力性能。
编辑推荐下载
格式:doc
大小:31KB
页数:3P
人气:85
 3.9
3.9

很多机手认为抽水扬程越低,电机负荷越小。在这种错误认识的误导下,选购水泵时,常将水泵的扬程选得很高。其实对于离心式水泵而言,当水泵型号确定后,其消耗功率的大小是与水泵的实际流量成正比的。
热门文档 冲压不锈钢焊接成型离心泵使用过程中的主要缺陷与对策
格式:pdf
大小:7KB
页数:3P
人气:85
4.6
不锈钢焊接发黑主要原因是:焊缝表面氧化及周边材料高温氧化。 造成不锈钢发黑的原因主要是:1、焊前板材等焊件未清理;2、氩气 保护不足;3、长时间焊接;4、电流过大;5、焊接钨针与焊件距离保持不 当;6、钨针选择不当;7、熔池温高,焊接完成后没有继续保护;8、不锈 钢焊件焊接背面保护不到位(背面发黑)。 具体分析:1、焊前未清理,不锈钢焊件上有油等杂质,造成焊接发黑。 应对:焊件焊接部位焊前认真清理。 2、氩气保护不足,原因有:1、保护气体不纯,气体含氧及水分。应对:保 证氩气质量。 3、保护气体输送管路有破损,有其他气体混入,造成焊接时氧化。应对:检 查是否漏气,堵住焊枪瓷嘴,按下焊枪供气开关,(小心电击)。稍等,以 检查有否压力。可从氩气瓶上加装的压力表及压力气柱上观察。 4、氩气供应不足。应对:观察压力表及压力气柱流量,气压不足时,更换氩 气瓶。 5、对于焊接

格式:pdf
大小:134KB
页数:2P
人气:85
4.7

大连太平洋船用泵业有限公司 icb系列不锈钢冲压离心泵 icbseriesstainlesssteelpressingcentrifugalpump 用途icb型适用于石化、油脂、食品、饮料、医药卫生、电力、纺织、印染、水处 理、环保、楼宇给水、锅炉给水等行业,输送不超过60℃的介质。 purpose:thetypeoficbisapplicabletotransporttheliquor,thetemperatureisnothigherthan80℃, foroil,deli,drinking,hospital,electronic,etc. 型号含义icb(d)65-50-160 表示叶轮名义直径为160mm。 表示排出口径为50mm。 表示吸入口径为65mm。 表示带底板冲压泵。 表示国际标准冲
精华文档 冲压不锈钢焊接成型离心泵使用过程中的主要缺陷与对策
格式:pdf
大小:49KB
页数:1P
人气:85
4.6
不锈钢冲压离心泵的应用 广东省江门市安吉尔五金电器有限公司是"安吉尔"品牌全自动洗瓶灌装机的主要专业生产厂家,全自动洗瓶灌装机原配备使用的是传统的铸造泵,泵体粗糙、笨重,影响该产品的整体形象.1998年下半年,该公司开始试用不锈钢冲压离心泵,由于该泵性能良好、外表美观、整机形象提高,有利于市场推广及出口;同时其价格低于传统的铸造泵,是进口水泵的一半,因此,该公司从1999年3月起正式使用不锈钢冲压离心泵.
格式:pdf
大小:60KB
页数:2P
人气:85
4.3
一、不锈钢离心泵的使用: 1.开机前的准备水泵开机前,操作人员要进行必要的检查工作,以确保水泵的 安全运行。 1)用手慢慢转动联轴器或带轮,观察水泵转动是否灵活、平稳,泵内有无杂物碰 撞声,轴承运转是否正常,带松紧是否合适等。如有异常,应进行必要的检修或 调整。 2)检查所有螺栓、螺钉是否松动,必要时进行紧固。 3)检查水泵转向是否正确。正常工作前可先开车检查,如转向相反,应及时停车。 若以电机为动力,则任意换接两相接线的位置;如果是以柴油机为动力,则应检 查带的接法是否正确。 4)需灌引水的水泵,应灌引水。在灌引水时,用手转动联轴器或带轮,以排出叶 轮内的空气。 5)不锈钢离心泵应关闭闸阀起动,以减小起动负荷。起动后应及时打开闸阀。 2.使用中的检查水泵在运行过程中要经常进行检查,操作人员要严守岗位,发 现问题及时处理。 检查各种仪表工作是否正常。如电流表、电压表、真空表、压
格式:pdf
大小:28.3MB
页数:42P
人气:85
4.8
늻탢룖샫탄뇃뇃춷ퟜ뷡쇋쯽ퟷ캪탂죎쏀맺쎳틗듺뇭뗄쫗듎럃뮪횮탐ꆣ쪩췟늼듋탐쒿뗄쏷좷ꎺ볈쫇캪웤죎웚쓚폫훐맺붻췹뗬뚨믹뒡ꎬ폖쫇싄탐ퟮ룟쎳틗첸에듺뇭뗄횰퓰ꆪꆪ뛘듙훐맺뛒쿖죫쫀돐억ꆣ퓧퓚돶럃잰뷓쫜쏀맺맺쓚쎽쳥닉럃쪱ꎬ쪩췟늼뻍뇭쪾ꎬ듋듎럃뮪붫뻍훐맺뾪럅뷰죚쫐뎡뗄돐억뇭듯쏀랽뗄맘쟐ꆣ짏훜뛾뗄컧닍믡짏ꎬ쪩췟늼틔튻뻤쏀맺퇨폯몬탮폖볢죱뗘뇭듯쇋뛔훐맺뷰죚튵뾪럅뗄첬뛈ꆣꆰ늻튪폃짋몦ퟔ벺뗄랽쪽살짋몦뇰죋ꆱꎬ쪩췟늼쮵ꎬ훐맺쿞훆췢뷰죚튵뗄퓚뮪튵컱ꎬ횻믡퇏훘펰쿬훐맺헱탋맺쓚쿻럑뗄쒿뇪ꆣꆰ죧맻쮵훐맺퓚쒳룶탐튵틲튻쪱횮웸ퟶ쇋늻샻폚ퟔ벺뗄쫂ꎬ쓇뻍쫇퓚뷰죚쇬폲ꆣꆱ쪩췟늼쮵ꎬꆰ죧맻쓣쏇뗄쒿뇪쫇튪쳡헱쓚탨뫍횧돖놾췁웳튵ꎬ쓇쎴뻍탨튪튻룶퓋탐솼뫃뗄뷰죚쾵춳ꆣꆱ쯽잿뗷쮵ꎬ훐맺뗄뷰죚뾪럅쫇쏀맺헾뢮ꆰ컞뇈맘힢ꆱ뗄튻룶컊쳢ꎬ쯻쏇틑뺭힢틢떽쇋훐맺뷼살첧춷뗄ꆰ뺭볃쏱ퟥ훷틥ꆱꆣꆰ훐맺컱뇘튪ퟱ쫘퓚쓪뗗

最新文档 冲压不锈钢焊接成型离心泵使用过程中的主要缺陷与对策
格式:pdf
大小:21KB
页数:2P
人气:85
4.5
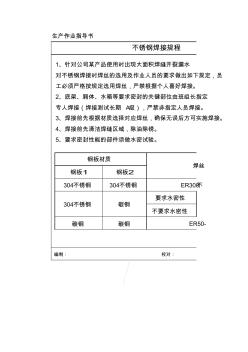
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试
格式:pdf
大小:208KB
页数:2P
人气:85
4.8
卧式多级不锈钢离心泵 卧式多级不锈钢离心泵概述: 卧式多级不锈钢离心泵供输送清水及物理化学性质类似于水的液体之用。 该泵扬程为h:134米,流量q:155m3/h。液体的最高温度不得超过80℃, 广泛应用于矿山排水、工厂及城市给水之用。使用温度t:80℃+80℃。 卧式多级不锈钢离心泵产品结构说明 卧式多级不锈钢离心泵为多级分段式,其吸入口位于进水段上,成水平方向, 吐出口在水段上垂直向上,其扬程可根据使用需要而增减水泵级数。多级离心泵 装配良好与否,对性能影响关系很大,尤其是各个叶轮的口出与导翼的进出中心, 其中稍有偏差即将使水泵的流量减少,扬程降低效率差,故在检修装配时务必注 意。 卧式多级不锈钢离心泵主要零件有:进水段、中段、出水段、叶轮、导翼挡 板、出水段导翼、轴、密封环、平衡环、轴套、尾盖及轴承体。进水段、中段、 导叶挡板、出水段导翼、出水段

格式:doc
大小:19KB
页数:3P
人气:85
3.9
jih型立式多级不锈钢冲压离心泵以下简称离心泵吸取了国内外先进技术而设计制造的非自吸立式多级离心泵。更换非常方便。采用标准立式电机和快装式机械密封。
格式:pdf
大小:164KB
页数:3P
人气:85
4.6
浅谈不锈钢焊接过程中焊缝保护方法 随着现在工业的发展,不锈钢以其优良的性能在石油、化工、机械等行业广泛应用。但在不锈钢的焊接中,如不对焊缝进行有效地保护,会导致焊缝中的微量元素烧损,焊缝被氧化,影响焊缝的力学性能。为解决不锈钢在焊接过程中焊缝被氧化的问题,本文就不锈钢在焊接时几种有效的焊缝背面保护方法进行介绍。
格式:pdf
大小:23KB
页数:2P
人气:85
4.6
问:需要铜管(直径8mm)和不锈钢管焊接在一起(直径80mm),铜管焊接在不锈钢管壁, 请问用什么方法才能保证焊接质量。 答:1、用银钎料。用氩弧焊比较快,而且外观好看。操作时要先对铜管加热,温度到了银 钎料才能粘住,然后焊枪再摆向不锈钢。铜停留时间长,不锈钢停留很短只是快速走过。 2、最好的方法就是钎焊.加银焊条.焊出来的效果.保证让你满意.找个加工的地方就知道了. 钢与铜及铜合金焊接时的主要困难是在焊缝及熔合区易产生裂纹。实践证实,为了保证焊缝 具有足够高的抗裂性能,焊缝中铁的质量分数以控制在10%~43%为宜。 ⑴焊接方法及焊接材料低碳钢与铜及铜合金焊接时,可以分别采用手弧焊、埋 弧焊和钨极氩弧焊。低碳钢与纯铜焊接时采用纯铜作为填充金属材料,如焊条 tcu(t107);钨极氩弧焊时,采用硅锰青铜qsi3-1焊丝。低碳钢与硅青铜、铝 青铜焊接时,可
格式:pdf
大小:110KB
页数:15P
人气:85
4.6
【sfb型不锈钢耐腐蚀离心泵】主要用途: sfb系列泵可输送温度不高于90℃(直联式)或不高于105℃(带轴承托架式),含或不含)有细小软颗粒或纤维质,带腐蚀性或有卫生要求的液体,sfbx系列泵还 具有自吸性能,两系列泵广泛适用于食口、饮料、医药、污水处理、化工、电镀、漂染、精细化工等行业使用。 怎样选择水泵? 建议从五个方面加以考虑,既液体输送量、扬程、液体性质、管路布置以及操作运转条件等。 1、流量是选泵的重要性能数据之一,它直接关系到整个装置的的生产能力和输送能力。如设 计工艺能算出泵正常、最小、最大三种流量。选择泵时,以最大流量为依据,兼顾正常流量,在 没有最大流量时,通常可取正常流量的1.1倍作为最大流量。 2、扬程是选泵的又一重要性能数据,一般要用放大5%—10%余量后扬程来选型。 3、液体性质,包括液体介质名称,物理性质,化学性质和其它性质,物理性质有温度
格式:pdf
大小:23KB
页数:4P
人气:85
4.7
不锈钢卧式单级离心泵zs系列 中国泵业网产品概述 zs型不锈钢卧式单级离心泵采用不锈钢板冲压胀型焊接等先进工 艺制成,是国内首创的新一代离心泵,可替代传统的is泵和一般的 耐腐蚀泵。其具有外形美观、结构轻巧、高效节能、经久耐用和耐轻 腐蚀、低噪音等特点。 相关应用 zs型不锈钢卧式单级离心泵是一种适应范围较广的多功能产品, 可以输送各种包括水或工业液体在内的不同介质,适用于不同温度、 流量和压力范围。其典型应用主要包括以下方面: 供水:水厂过滤、输送及分区送水和主管增压; 工业增压:流程水系统、清洗系统; 工业液体输送:锅炉给水、冷凝系统、冷却和空调系统、机床配 套、酸碱输送; 水处理:蒸馏系统或分离器、游泳池等; 农田灌溉、石油化工、医药卫生等。 产品特点 1、立式结构,安装调试方便,独特设计的电机和泵体采用联接体 联接,同心度高、加工精度高,占地面积大大减少,缩减了泵房建筑 投
文辑创建者
我要分享 >
职位:电话网络及无线覆盖工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐