大尺寸喷射沉积耐热铝合金管坯楔压致密化与力学性能
2024-05-17
基于多道次局部小变形累积致整体成型的工艺思路,采用一种新型的楔形压制工艺,对大尺寸Al-Fe-V-Si耐热铝合金喷射沉积管坯进行有效致密化,压制出尺寸为douter330mm×dinner314mm×78mm及douter330mm×dinner312mm×113mm的力学性能良好、整体均匀致密、外形圆整的耐热铝合金管材,并对楔形压制的致密化规律及其合金的组织与性能进行研究。结果表明:不锈钢包套在楔形压制过程中可以适当增大静水压力,并改善管坯的温度均匀性,使管坯中的孔洞显著锻合,材料的有效承载面积增加,沉积坯中的弱界面和层状组织得到有效改善,从而使其成形性能得以提高;当楔形压制的变形程度为50.4%时,管坯的力学性能及相对密度由沉积态的σb=125MPa,δ=15%,82%分别提高到301MPa,9.3%及99.3%。该工艺适合于加工大尺寸多孔金属管坯,具有经济、实用的优点及较好的工业应用前景。

 大尺寸耐热铝合金管坯的致密化及性能研究
大尺寸耐热铝合金管坯的致密化及性能研究 通过金相显微镜、扫描电镜、透射电镜等对多层喷射沉积制备的大尺寸耐热铝合金管坯及其经过挤压、旋压等致密化加工后的显微组织结构进行了检测和分析,并通过instron拉伸实验对致密化加工过程中管坯的力学性能进行了比较.喷射沉积管坯的致密度约为88.9%,晶粒为200nm~500nm的微晶,20nm~60nm的球形或近球形析出相均匀分布于基体上.经过热致密化加工后管坯中的界面和孔洞明显愈合,析出相未见明显粗化.管坯经过挤压后,室温和350℃的断裂强度分别提高130%和400%.挤压管材旋压后,350℃力学性能变化不大,而室温屈服强度和断裂强度分别提高22%和13%.
多层喷射沉积制备大尺寸耐热铝合金管坯的研究 采用多层喷射沉积工艺制备出了尺寸为φ630mm×250mm×800mm且质量较好的fvs0812耐热铝合金管坯,通过挤压获得了性能优良的大直径管材,并对管坯和挤压后管材的力学性能和微观结构进行了检测和分析。分析结果表明,多层喷射沉积制坯过程中,熔滴在沉积面的冷却速度约3.2×104k·s-1~106k·s-1,熔滴凝固后在沉积坯中形成微细晶粒结构(200nm~500nm)和弥散分布的纳米析出相al12(fe,v)3si(20nm~60nm),使得沉积坯挤压致密后具有优异的性能。
编辑推荐下载
格式:pdf
大小:1.1MB
页数:4P
人气:74
 4.6
4.6
喷射沉积大尺寸A356铝合金管坯的组织与性能 通过多层喷射沉积技术制备了大尺寸a356铝合金管坯,采用光学显微镜、扫描电镜、x射线衍射仪和拉伸试验机等分析了管坯的组织特征及后续轧制和热处理对管坯组织与力学性能的影响。结果表明:喷射沉积a356铝合金管坯的组织细小,但含有少量孔隙,第二相主要为近球形共晶硅和短棒状富铁相;喷射沉积管坯为大量雾化熔滴粘结而成,通过适当的轧制和热处理可以消除沉积坯中的孔隙和原始粉体界面强度弱等缺陷,提高其力学性能。
格式:pdf
大小:50KB
页数:1P
人气:74
4.3
浅谈铝制业中喷射沉积耐热铝合金管坯及楔压致密化工艺 本文论述一种新型的楔形压制工艺,即通过局部变形、多道次小变形累积实现大变形的致密化加工方法,对喷射沉积多孔坯料进行后续致密化和塑性变形,很好地解决了传统加工工艺的难题,大大降低了生产成本。
热门文档 大尺寸喷射沉积耐热铝合金管坯楔压致密化与力学性能
格式:pdf
大小:1.0MB
页数:6P
人气:74
4.4
喷射沉积铝合金管坯工业化生产中的控制系统研究 对多层喷射沉积制备大规格管坯工业化生产特点进行了分析,表明osprey多程技术更适宜于喷射沉积工业化生产。构建了由系统管理层/控制层/设备层组成的三层递阶控制结构。对关键工艺参数的闭环控制技术进行了研究,提出了漏包连续移液和基于积分分离pid的液位精确控制结构和方法,研究了管坯沉积层厚度的在线检测及喷嘴喷射高度在线反馈控制方法,提出了基于沉积室微正压环境的氧含量控制技术。控制系统及相关控制技术已在国内首条自行研制的喷射沉积制备铝合金管坯工业化生产设备中得到应用,已生产出最大长度1500mm、最大壁厚300mm、不同内径的铝合金产品。
格式:pdf
大小:893KB
页数:4P
人气:74
4.4
铝合金管坯低熔点塑性介质挤胀成形力学特征 为了揭示管坯低熔点塑性介质挤胀成形力学特征,对铝合金管坯低熔点塑性介质挤胀成形工艺过程进行了研究.将低熔点塑性介质作为传力介质填加到管坯的内腔里,两个水平冲头在挤压管坯的同时挤压管坯内的塑性介质,使其在受挤压过程中自行封闭,自行产生高压,在管坯两端轴向挤压力的共同作用下,最终将管坯挤胀成形为空心构件.研究结果表明:低熔点塑性介质挤胀成形时管坯和塑性介质两种材料同时发生塑性变形,管坯的变形流动是塑性介质的内压和冲头轴向挤压共同作用的结果,采用该工艺可以成形各种异型截面的空心构件.
格式:pdf
大小:1.1MB
页数:6P
人气:74
4.5
喷射沉积耐热铝合金管材挤压过程的数值模拟 采用deform有限元软件研究了非致密大规格喷射沉积耐热铝合金管材挤压制备的外径为417mm、内径为340mm管材的变形过程,并模拟了挤压过程中应力场、应变场、致密度以及挤压力的变化情况。模拟结果表明:挤压初期为压实阶段,挤压力增加缓慢;随着挤压过程的不断进行,从挤压尾部到挤压头部,管坯的致密度呈阶梯式增加,等效应变、应力和应变速率的变化规律与致密度相类似;在挤压变形区应变、应力和应变速率变化剧烈;挤压后的管材为致密材料,最大挤压力为6.45×104kn,与实际挤压过程中挤压力和致密度相比较,计算机模拟结果与实验结果基本相符。
格式:pdf
大小:369KB
页数:4P
人气:74
4.6
铝合金管力学性能的拉伸试验研究 通过单向拉伸试验获得了lf2m(φ75mm×1.5mm)和lf21m(φ27mm×1mm)两种铝合金管材的基本力学性能。研究了不同数学模型对材料应变硬化曲线的描述能力,发现采用幂函数对lf2m管材试验数据拟合较好,指数函数对lf21m管材试验数据拟合较好;基于单向拉伸试验获得了两种铝合金管材的塑性应变比。为上述两种试验铝合金管材的塑性成形分析提供了实用的材料模型。
精华文档 大尺寸喷射沉积耐热铝合金管坯楔压致密化与力学性能
格式:pdf
大小:838KB
页数:4P
人气:74
4.3
铝合金管材热态内高压成形研究 通过热拉伸实验研究5a02铝合金管材在不同温度下的力学性能。根据热拉伸实验结果进行管材热态液压胀形数值模拟,并进行初步的实验研究。数值模拟结果和实验结果表明,5a02铝合金管材的成形性能随着温度的升高而得到明显改善,理想成形温度为200~230℃。对数值模拟结果与实验结果之间的差别进行分析和讨论。
格式:pdf
大小:146KB
页数:2P
人气:74
4.4
高强度铝合金管材热挤压工艺及力学性能分析 分析了高强度铝合金(7075铝合金)管材热挤压成形变形特点,对高强度铝合金(7075铝合金)管材热挤压成形进行了工艺实验研究。确定了热管材挤压成形工艺参数,分析了热管材挤压成形时挤压力变化规律,分析了变形程度对挤压后管材机械性能的影响规律。研究结果发现,7075铝合金管材热挤压成形时必须严格控制坯料温度、模具预热温度、润滑方式、挤压速度、挤压比等工艺参数。
格式:pdf
大小:230KB
页数:13P
人气:74
4.7
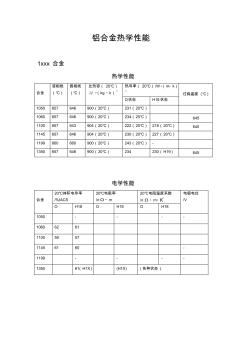
铝合金热学性能 1xxx合金 热学性能 合金 液相线 (℃) 固相线 (℃) 比热容(20℃) /j·(kg·k)-1 热导率(20℃)/w·(m·k) -1 过烧温度(℃) o状态h18状态 1050657646900(20℃)231(20℃) 1060657646900(20℃)234(25℃)645 1100657643904(20℃)222(20℃)218(20℃)640 1145657646904(20℃)230(20℃)227(20℃) 1199660660900(20℃)243(20℃)- 1350657646900(20℃)234230(h19)645 电学性能 合金 20℃体积电导率 /%iacs 20℃电阻率 /nω·m 20℃电阻温度系数 /nω·m·k-1 电极电位 /v oh1
格式:pdf
大小:93KB
页数:10P
人气:74
4.5

ics13.100 h ys/t××××.4-×××× 铝及铝合金管、棒、型材安全生产规范 第4部分:隔热型材的生产 safe-productionspecificationforaluminiumandaluminiumalloysproductionofextruded tubesandpipes,barsandrods,profiles part4:productionofthermalbarrierextrudedprofiles 中华人民共和国工业和信息化部发布 中华人民共和国有色金属行业标准 ××××-××-××发布××××-××-××实施 ys ys/txxxx.4-xxxx i 前言 ys/txxxx《铝及铝合金管、棒、型材安全生产规范》分为4个部
最新文档 大尺寸喷射沉积耐热铝合金管坯楔压致密化与力学性能
格式:pdf
大小:120KB
页数:11P
人气:74
4.3

ics 中华人民共和国有色金属行业标准 ys/t××.1—×××× 铝及铝合金管、棒、型材清洁生产水平 评价技术要求 第1部分挤压、轧制和拉伸 thetechnicalrequirementsofassessmentforcleanerproductionperformancein industrialofextrusionaluminiumandaluminiumalloys part1:extrusion、rollingandstretch (审定稿) ××××-××-××发布××××-××-××实施 中华人民共和国工业和信息化部发布 ys ys/t××.1—×××× 1 前言 ys/txxx《铝及铝合金管、棒、型材行业清洁生产水平评价技术要求》分为四个部分: ——第1部分
格式:pdf
大小:29KB
页数:3P
人气:74
4.5
综合参数比较 -康帕斯管道与无缝钢管 第一部分:节能 每立方米/分压缩空气的成本 通过下列计算可得到, ·假定: 电机服务系数=110% 功率因子= ·一台典型的每1hp可产生4cfm ·1hp=110%= ·所以产生1cfm压缩空气需 ·如果每度电费为元:1cfm=元/小时 ·1立方米/分= ·所以1立方米/分=元/小时 ·所以一台10立方米/分的每年运行8,000小时来计算将耗电: 10x8,000x=418400元(无泄漏状态下) 通过如上公式计算67立方米/分的流量运行8000小时将耗电(无泄漏状 态): 管路材质摩擦系数对比情况下所产生的电费 无缝钢管10x8000x=418400元 airpipe超级管路(10x8000x
格式:pdf
大小:29KB
页数:3P
人气:74
4.5
综合参数比较 -康帕斯管道与无缝钢管 第一部分:节能 每立方米/分压缩空气的成本 通过下列计算可得到, ·假定: 电机服务系数=110% 功率因子= ·一台典型的每1hp可产生4cfm ·1hp=110%= ·所以产生1cfm压缩空气需 ·如果每度电费为元:1cfm=元/小时 ·1立方米/分= ·所以1立方米/分=元/小时 ·所以一台10立方米/分的每年运行8,000小时来计算将耗电: 10x8,000x=418400元(无泄漏状态下) 通过如上公式计算67立方米/分的流量运行8000小时将耗电(无泄漏状 态): 管路材质摩擦系数对比情况下所产生的电费 无缝钢管10x8000x=418400元 airpipe超级管路(10x8000x
格式:pdf
大小:29KB
页数:3P
人气:74
4.7
综合参数比较 -康帕斯管道与无缝钢管 第一部分:节能 每立方米/分压缩空气的成本 通过下列计算可得到, ·假定: 电机服务系数=110% 功率因子=0.9 ·一台典型的空压机每1hp可产生4cfm ·1hp=110%x0.746kw/0.9=0.912kw ·所以产生1cfm压缩空气需0.228kw ·如果每度电费为0.65元:1cfm=0.1482元/小时 ·1立方米/分=35.315cfm ·所以1立方米/分=5.23元/小时 ·所以一台10立方米/分的空压机每年运行8,000小时来计算将耗电: 10x8,000x5.23=418400元(无泄漏状态下) 通过如上公式计算67立方米/分的流量运行8000小时将耗电(无泄漏状 态): 管路材质摩擦
格式:pdf
大小:3.2MB
页数:11P
人气:74
4.7
综合参数比较 -康帕斯管道与无缝钢管 第一部分:节能 每立方米/分压缩空气的成本 通过下列计算可得到, ·假定: 电机服务系数=110% 功率因子=0.9 ·一台典型的空压机每1hp可产生4cfm ·1hp=110%x0.746kw/0.9=0.912kw ·所以产生1cfm压缩空气需0.228kw ·如果每度电费为0.65元:1cfm=0.1482元/小时 ·1立方米/分=35.315cfm ·所以1立方米/分=5.23元/小时 ·所以一台10立方米/分的空压机每年运行8,000小时来计算将耗电: 10x8,000x5.23=418400元(无泄漏状态下) 通过如上公式计算67立方米/分的流量运行8000小时将耗电(无泄漏状态): 管路材质摩擦系数对比情况下所产生的
格式:pdf
大小:4.9MB
页数:6P
人气:74
4.5

pert阻氧型铝合金管发展前景 pert阻氧型铝合金管的研发生产,具有里程碑 的意义,是传统纯塑料管未来发展走向的的一个分水岭,阻 氧型铝合金衬pert管道系统,其外管采用航天制造领域广 泛使用的6063牌号铝合金材料,经阳极氧化,表面镀层达 12um以上,轻质刚性、耐环境腐蚀性能优异,承压抗弯曲 强度高,能够保障铝合金衬塑复合管道系统结构承载与安全 的五十年全程免维护使用要求,取得了更多用户的信赖与需 求。 阻氧型铝合金衬pe-rt内管及专用管件,采用进口 耐热聚乙烯pert材料,极为突出的抗弯曲疲劳性能在全球 赢得了至高工业美誉,能够全面满足給水管道系统结构功能 要求。同时作为涉水材料,具有超强耐腐蚀性能。 塑胶通常分为“软胶类”(如pe、pex、pe-rt、pb等)、“百 折塑胶类”(pp-r)、“
格式:pdf
大小:1.2MB
页数:4P
人气:74
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:202KB
页数:7P
人气:74
4.8
铝型材生产流程 包括熔铸、挤压和上色(上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印 等)三个过程。 1、熔铸是铝材生产的首道工序。 主要过程为: (1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配 各种原材料。 (2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手 段将熔体内的杂渣、气体有效除去。 (3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成 各种规格的圆铸棒。 2、挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤 压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷 淬火过程及其后的人工时效过程,以完成热处理强化。不同牌号的可热处理强化合金,其热 处理制度不同。 3、上色(此处先主要讲氧化的过程) 氧
格式:pdf
大小:184KB
页数:2P
人气:74
4.7

研制生产一种新型高强度耐热铝合金管型母线,6z63比6063等传统耐热铅合金有更好的附耐热性、导电性和可靠性,是生产高电压输电管型母线的理想材料。
文辑创建者
我要分享 >
职位:岩土设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐