多工位M16螺栓冷镦模具寿命的研究
2025-01-20
针对多工位M16冷镦模具在实际生产过程中存在寿命低,制造成本高等问题,通过对模具结构、材料及热处理工艺优化设计,使得模具寿命提高9~12倍,增产40%,节约模具用工具钢2kg/万件,取得了良好的经济和社会效益。

 提高M12螺帽冷镦模具耐磨性的研究
提高M12螺帽冷镦模具耐磨性的研究 cr12mov钢制造的m12螺帽冷镦模经超低温改性处理后,其显微组织发生了转变:钢组织中的残留奥氏体向马氏体转变,析出大量高弥散的碳化物微粒,强化了模具性能,尤其是耐磨性能显著增加,从而提高了冷镦模具的使用寿命
0.250.350.40.450.55 1m124510.1214.1716.218.2222.27 2m167015.7522.0525.228.3539.65 3m2011024.7534.6539.644.5554.45 4m2213530.3742.5248.654.6766.82 5m2415534.8748.8255.862.7776.72 6m2720546.1264.5773.888.02101.47 7m3025056.2578.7590101.25123.75 8m125512.3717.3219.822.2727.22 9m1610022.531.53640.549.5 10m2015534.8748.8255.862.77
编辑推荐下载
格式:pdf
大小:211KB
页数:2P
人气:63
 4.6
4.6
加工制造过程对铝挤压模具寿命的影响 分析了加工制造中各工序对铝挤压模具寿命的影响,提出了预防模具早期失效的措施。
格式:pdf
大小:133KB
页数:14P
人气:63
4.3
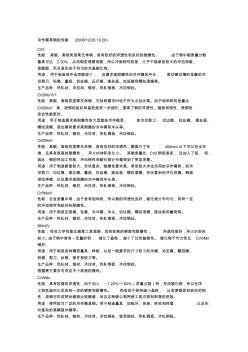
冷作模具钢的性能(2008/12/2619:20) crl2 性能:高碳、高铬类型莱氏体钢,具有较好的淬透性和良好的耐磨性。由于钢中碳质量分数 最高可达2.30%,从而钢变得硬而脆,所以冲南韧性较差,几乎不能承受较大的冲击荷载, 易脆裂,而且易形成不均匀的共晶碳化物。 用途:用于制造受冲击荷载较小,且要求高耐磨性的冷冲模和冲头,剪切硬且薄的金属的冷 切剪刃、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺丝滚模等。 生产品种:热轧材、冷拉材、锻材、热轧钢板、冷拉钢丝。 crl2mo1v1 性能:高碳、高铬类型莱氏体钢,无特殊要求时钻不作为必加元素。由于钼和钒的含量比 crl2mov高,故钢的组织和晶粒度进一步细化,提高了钢的淬透性、强度和韧性,使钢的 综合性能更好。 用途:用于制造要求高耐磨性的大型复杂冷作模具,如冷切剪刀、切边模、拉丝模、搓丝板、 螺纹滚模、滚边模和要
热门文档 多工位M16螺栓冷镦模具寿命的研究
格式:pdf
大小:137KB
页数:14P
人气:63
4.6
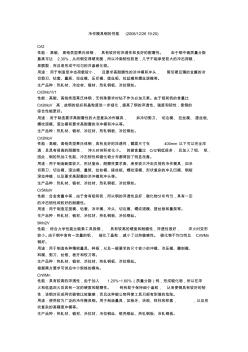
冷作模具钢的性能(2008/12/2619:20) crl2 性能:高碳、高铬类型莱氏体钢,具有较好的淬透性和良好的耐磨性。由于钢中碳质量分数 最高可达2.30%,从而钢变得硬而脆,所以冲南韧性较差,几乎不能承受较大的冲击荷载, 易脆裂,而且易形成不均匀的共晶碳化物。 用途:用于制造受冲击荷载较小,且要求高耐磨性的冷冲模和冲头,剪切硬且薄的金属的冷 切剪刃、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺丝滚模等。 生产品种:热轧材、冷拉材、锻材、热轧钢板、冷拉钢丝。 crl2mo1v1 性能:高碳、高铬类型莱氏体钢,无特殊要求时钻不作为必加元素。由于钼和钒的含量比 crl2mov高,故钢的组织和晶粒度进一步细化,提高了钢的淬透性、强度和韧性,使钢的 综合性能更好。 用途:用于制造要求高耐磨性的大型复杂冷作模具,如冷切剪刀、切边模、拉丝模、搓丝板、 螺纹滚模、滚
格式:pdf
大小:255KB
页数:2P
人气:63
4.6
预埋螺栓模具安装法 我单位在某大型工业厂房施工中采用模具法安装预埋螺栓,取得了良好的效果。现将具体作法介绍如下。一、模具制作模具制作见图1、2、3。1.统计各种直径螺栓的分类数量,以确定模具控位板的制备量。2.取6mm厚钢板加工成100mm×100mm或150mm×150mm的方块板,在板
格式:pdf
大小:327KB
页数:4P
人气:63
4.4
接线端子多工位级进模具设计 介绍接线端子冲压工艺及多工位级进模具设计,重点阐述了工步设计、排样图设计、模具结构。
格式:pdf
大小:48KB
页数:5P
人气:63
4.7
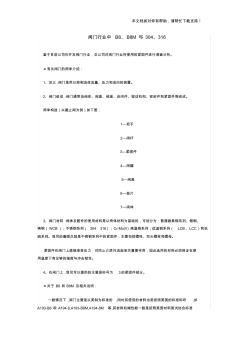
本文档如对你有帮助,请帮忙下载支持! 阀门行业中b8、b8m与304、316 鉴于目前公司在开发阀门行业,总公司对阀门行业所使用的紧固件进行调查分析。 ▲有关阀门的简单介绍: 1、定义:阀门是用以控制流体流量、压力和流向的装置。 2、阀门组成:阀门通常由阀体、阀盖、阀座、启闭件、驱动机构、密封件和紧固件等组成。 简单构造(以截止阀为例)如下图: 1—把手 2—阀杆 3—紧固件 4—阀瓣 5—阀盖 6—垫片 7—阀体 3、阀门材料:阀体及配件的使用材料是以壳体材料为基础的,可划分为:普通碳素钢系列、锻钢、 铸钢(wcb);不锈钢系列(304316);cr-mo(v)高温钢系列;低温钢系列(lcb、lcc)和抗 硫系列。我司的着眼点就是不锈钢系列中的紧固件,主要包括螺栓、双头螺栓和螺母。 紧固件在阀门上直接承受压力,对防止介质外流起至关重要作用,因此选用的材料
格式:pdf
大小:14KB
页数:1P
人气:63
4.5

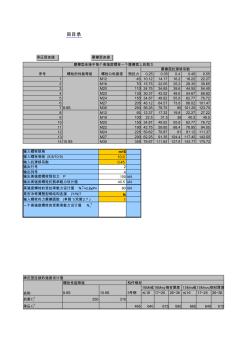
经计算在8级风力下单位屏所受的风压为: ws=×=m2 预埋螺栓应力计算 (1)柱脚连接处水平方向的风荷载产生的弯矩值计算 ms=1/2wsh2l 预埋螺栓拉应力计算 f=ms/c/2其中:h为隔音屏障高度; l为隔音屏障一单元长度; c为受拉区的螺栓力臂长度。 计算结果 ms=×××=?m f=2=n 1)、抗剪验算:查规范可知,级承压型高强螺栓抗剪承载力设计强度bcf=140mpa, 螺栓承压连接板为厚钢板,钢材为q235钢,承压强度设计值a305fbcmp,则单个螺 栓承载力设计值取下列三式中最小值: knan35.49140*5.352f*bve b v knn524.90053*14*2.21f*t*dbc b c; 83.7163.204*3.0*9.0*3.1*u*9.0*3.1bvpn 1.30.91.
精华文档 多工位M16螺栓冷镦模具寿命的研究
格式:pdf
大小:1.4MB
页数:3P
人气:63
4.6
高强度螺栓冷挤镦成形工艺及模具设计 改进了40cr高强度螺栓的冷挤镦工艺,拟制了冷挤镦工艺前的毛坯处理工艺。针对生产中出现的倒角质量差的问题,提出了改进后的螺栓冷挤镦模具结构。
格式:pdf
大小:1.2MB
页数:3P
人气:63
4.7
模具法安装地脚螺栓施工工法 对于锅炉钢架地脚螺栓以及其他设备基础地脚螺栓安装,采用模具法安装地脚螺栓的施工工法可以提高效率,节约成本,为施工单位创造更好的经济效益。
格式:pdf
大小:229KB
页数:3P
人气:63
4.4
六角凸缘面螺栓冷切挤工艺及模具设计 着重研究了六角凸缘螺栓冷切挤工艺及其与热墩工艺的比较,并介绍了在多工位冷墩机上的模具设计方案。
格式:pdf
大小:22KB
页数:1P
人气:63
4.7
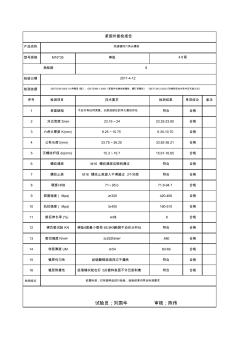
产品名称 型号规格m16*35等级 检验日期 检测依据 序号检测项目技术要求检测结果单项结论备注 1表面缺陷不应许有任何深度、长度或部位的淬火裂纹存在符合合格 2对边宽度smm23.16~2423.25-23.90合格 3六角头厚度k(mm)9.25~10.759.30-10.70合格 4公称长度i(mm)33.75~36.2533.82-36.21合格 5无螺纹杆径ds(mm)15.3~16.715.61-16.65合格 6螺纹通规m16螺纹通规应顺利通过符合合格 7螺纹止规m16螺纹止规旋入不得超过2个牙距符合合格 8硬度hrb71~95.071.8-94.7合格 9屈服强度(mpa)≥320420-460合格 10抗拉强度(mpa)≥400180-510合格 11断后
格式:pdf
大小:19KB
页数:1P
人气:63
4.3

1 经计算在8级风力下单位屏所受的风压为: ws=1.4×0.91=1.274kn/m2 预埋螺栓应力计算 (1)柱脚连接处水平方向的风荷载产生的弯矩值计算 ms=1/2wsh2l 预埋螺栓拉应力计算 f=ms/c/2其中:h为隔音屏障高度; l为隔音屏障一单元长度; c为受拉区的螺栓力臂长度。 计算结果 ms=0.5×1.274×3.62×2.5=20.639kn?m f=20.639/0.6/2=17.199kn 1)、抗剪验算:查规范可知,6.8级承压型高强螺栓抗剪承载力设计强度bcf=140mpa, 螺1.4cm厚钢板,钢材为q235钢,承压强度设计值a305fbcmp,则 单个螺栓承载力设计值取下列三式中最小值: knan35.49140*5.352f*bve b v knn524.90053*14*2.21f*
最新文档 多工位M16螺栓冷镦模具寿命的研究
格式:pdf
大小:120KB
页数:3P
人气:63
4.6
影响电工用铜母线拉伸模具寿命的因素 本文讨论了模具结构设计对电工用铜母线拉伸模具的重要性,同时介绍了几种表面处理方法对该模具寿命的影响.并从上述两个方面对拉拔模具寿命的提高提出了新的思考。
格式:pdf
大小:305KB
页数:4P
人气:63
4.4
风电叶片在后打孔模具上实现预埋螺栓套成型的工装结构研究 主要阐述了风力发电机叶片在后打孔模具上实现预埋螺栓套成型工艺的工装结构形式可行性研究。通过项目的研究与实施,创新完成后打孔模具制作预埋叶片的定位工装实现方案,解决了预埋定位工装在后打孔模具上连接及螺栓套后定位精度的技术难题,保证了预埋工艺叶片在后打孔模具上的新开发试制,从而实现了现有后打孔模具资源闲置与重新制作预埋模具增加生产成本的矛盾的有效整合。
格式:pdf
大小:37KB
页数:2P
人气:63
4.5
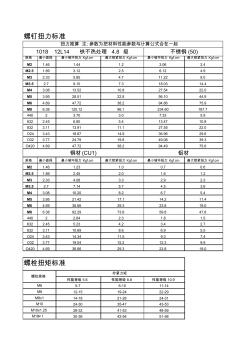
规格最小直径最小破坏扭力kgf.cm最大锁紧扭力kgf.cm最小破坏扭力kgf.cm最大锁紧扭力kgf.cm m21.461.441.23.062.4 m2.51.893.122.56.124.9 m32.335.854.711.229.0 m3.52.79.107.318.0314.4 m43.0813.5210.827.5422.0 m53.9528.5122.856.1044.9 m64.6947.7238.294.8675.9 m86.38120.1296.1234.60187.7 44023.703.07.335.9 6322.456.805.413.4710.8 8323.1113.9111.127.5522.0 o243.4318.6714.9
格式:pdf
大小:1.7MB
页数:5P
人气:63
4.4

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:861KB
页数:5P
人气:63
4.5
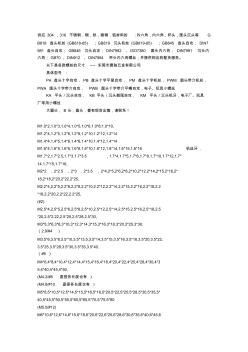
供应304,316不锈钢,铜,铁,碳钢,铝材料的:外六角,内六角,杯头,圆头沉头等g b818盘头机丝(gb818-85);gb819沉头机丝(gb819-85);gb845盘头自攻;din7 981盘头自攻;gb846沉头自攻;din7982、iso7380圆头内六角;din7991沉头内 六角;gb70、din912、din7984杯头内六角螺丝;并提供相应的配货服务。 以下是各款螺丝的尺寸----东莞市德驰五金有限公司 具体型号: pa盘头十字自攻,pb盘头十字平尾自攻,pm盘头十字机丝,pwm圆头带介机丝, pwa圆头十字带介自攻,pwb圆头十字带介平嘴自攻,电子、玩具小螺丝 ka平头/沉头自攻,kb平头/沉头割尾自攻,km平头/沉头机牙,电子厂、玩具 厂常用小螺丝 大扁头,b头,圆头,都
格式:pdf
大小:219KB
页数:未知
人气:63
4.7
提高多工位M16螺栓冷镦模具寿命的研究 针对多工位m16冷镦模具生产实际过程中存在寿命低,制造成本高等问题,通过对模具结构、材料及热处理工艺进行优化设计,使模具寿命提高(9—12)倍,增产40%,节约模具用工具钢2kg/万件。
格式:pdf
大小:102KB
页数:4P
人气:63
4.5
膨胀螺栓冷墩工艺及模具初探 本文介绍了用于出口的膨胀螺栓的冷镦模式,以及在实际生产中出现的问题及其解决的方法。本文所探讨的膨胀螺栓如图1所示(以m12×100为例)。此零件材料是q235。与国内市场销售的同类产品相比,有如下特点:锥头端表直径较大、高度较高,总长较长,且表面质量要求高。
格式:pdf
大小:410KB
页数:未知
人气:63
4.4
螺旋道钉多工位冷镦成形工艺优化及数值模拟 螺旋道钉多工位冷镦成形工艺存在多种可选择的方案,为得到最佳的工艺方案,采用工艺优化数学模型与deform-3d模拟相结合的方法。讨论了各工艺方案的载荷行程曲线和模拟得出的重要参数变化规律,并将参数代入工艺优化数学模型进行计算。结果表明:采用冷镦工艺第1种方案时,预镦、粗镦、精镦工位的变形程度分配合理;最大的损伤和应变值随工位变形程度的增加而增大,并在成形六角头部时值最大。经计算得出最佳工艺方案,采用优化后的方案生产的螺旋道钉整体组装疲劳试验达300万次。
格式:pdf
大小:189KB
页数:未知
人气:63
4.6
细长杆零件双头冷镦模具设计 拉杆是一种双头镦粗的细长杆零件,由于其长度较长,要求液压机闭合高度高。如何在普通液压机上镦制这种双头镦粗的细长杆,成为我们需要解决的问题。通过冷镦模采用了哈弗块的结构,可以将垂直镦粗改成水平镦粗。从而可成功地实现拉杆这类细长杆双头镦粗的工艺方法,也为这类细长杆件的双头镦粗提供了有效的途径和经验。
文辑创建者
我要分享 >
职位:暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐