对焊机电气原理与故障分析
2024-06-13
一、主题词: 日本对焊机电气原理故障分析二、前言 FOR25/670对焊机是八十年代末期从日本引进的车轮轮辋对焊设备,它技术先进,性能优越,不仅焊接质量很好,可靠性也非常高,是我公司车轮生产线上的重点设备。通常要求焊接质量(尤其是焊接强度)较高的产品,均离不开该设备。该设备与国产对焊机(UN7-400)最大的不同,在于工艺参数设置、调整很方便,很科学,能够最大限度的满足工艺对焊接的各种复杂而又特殊的要求。而要实现这些要求,在电气控制方面就必须有很强的先进性。该设备的电气系统应用了很多新技术,如可控硅、伺服调速、PLC控制、数码设置、数码显示、脉冲计数、旋转编码器等等。笔者结合实际,总结多年来对该设备维修的经

电 气 使 用 说 明 书 280-450型对焊机电气使用说明 一、外接电源接线: 对焊机外接电源为三相四线制电源,在电箱外接电源电缆 上棕、黑、蓝三色接在380v电源上,黄绿双色线接在零线上。 二、初步上电: 在没有接外部的三个金属接头时,上电后温控显示面板上 面一排的数值显示为“---”,下面一排的数值显示为200(温 控显示面板下面一排的数值是根据用户来设定温度的,200只是 作为一个参考),电压表的指针指在380v左右。 三、连接外用设备: 初步上电后把电源关掉,按照标识牌分别把加热板、油压 站、刨削器接在各自的金属接头上。(加热板和油压站的两根 电缆线可以通用,但是与电箱连接的一端必须和标识牌一致) 四、上电试运行: 1.把外用设备连接好,上电时温控显示面板上面一排的数值 显示为加热板的温度。(如果还是显示“---”说明加热板 接头没有接好或者接错金

对焊机 1、电焊机外壳,必须接地良好,其电源的装拆应由电工进行。 2、电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应戴手套侧向操作。 3、焊钳与把线必须绝缘良好,连接牢固,更换焊条应戴手套。在潮湿地点工作,应站 在绝缘胶板或木板上。 4、严禁在带压力的容器或管道上施焊,焊接带电的设备必须先切断电源。 5、焊接贮存过易燃、易爆、有毒物品的容器或管道,必须清除干净,并将所有孔口打 开。 6、在密闭金属容器内施焊时,容器必须可靠接地,通风良好,并应有人监护,严禁向 容器内输入氧气。 7、焊接预热工件时,应有石棉布或档板等隔热措施。 8、把线、地线,禁止与钢丝绳接触,更不得用钢丝绳或机电设备代替零线,所有地线 接头,必须连接牢固。 9、更换场地移动把线时,应切断电源,并不得手持把线爬梯登高。 10、清除焊渣、采用电弧气刨清根时,应戴防护眼镜或面罩,防止铁渣飞溅伤人。 11、多台焊机在一起集
编辑推荐下载
格式:pdf
大小:519KB
页数:11P
人气:63
 4.4
4.4
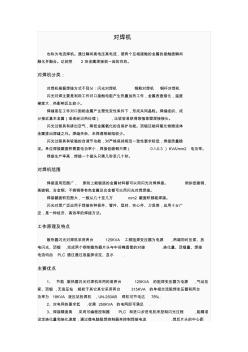
对焊机 也称为电流焊机。通过瞬间高电压高电流,使两个互相接触的金属的接触面瞬间 融化并融合。达到把2块金属焊接到一起的目的。 对焊机分类: 对焊机根据焊接方式不同分:闪光对焊机钢筋对焊机铜杆对焊机 闪光对焊主要是利用工件对口接触电阻产生热量加热工件,金属表面熔化,温度 梯度大,热影响区比较小。 焊缝是在工件对口固相金属产生塑性变性条件下,形成共同晶粒。焊缝组织、成 分接近基本金属(或者经过热处理),比较容易获得等强等塑焊接接头。 闪光过程具有排出空气,降低金属氧化的自保护功能。顶锻还能将氧化物随液体 金属排出焊缝之外。焊缝夹杂、未焊透等缺陷较少。 闪光过程具有较强的自调节功能,对严格保持规范一致性要求较低,焊接质量稳 定。单位焊接截面积需要电功率小,焊接低碳钢只需(0.1-0.3)kva/mm2电功率。 焊接生产率高,焊接一个接头只需几秒至几十秒。 对焊机范围 焊接适用范
格式:pdf
大小:6KB
页数:2P
人气:63
4.4
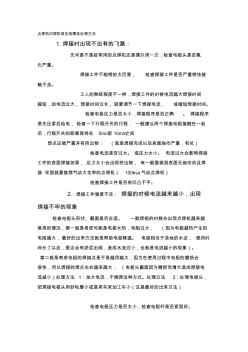
点焊机对焊机常见故障及处理方法 1.焊接时出现不应有的飞溅: 先问是不是经常用的点焊机还是偶尔用一次,检查电极头是否氧 化严重。 焊接工件不能锈的太厉害,检查焊接工件是否严重锈蚀接 触不良。 工人的熟练程度不一样,焊接工件的时候电流越大焊接时间 越短,如电流过大,焊接时间过长,就要调节一下焊接电流,或缩短焊接时间。 检查电极压力是否太小,焊接程序是否正确。焊接程序 是先压紧后给电,检查一下行程开关的行程,一般建议两个焊接电极接触在一起 后,行程开关的距离保持在5mm至10mm之间 焊点压痕严重并有挤出物:(就是焊接完成以后表面烧伤严重,有坑) 检查电流是否过大。或压力太小。电流过大会影响焊接 工件的表面焊接效果,压力太小会出现挤出物,有一般要做到表面无烧伤而且焊 接牢固就要推荐气动大功率的点焊机(100kva气动点焊机) 检查焊接工件是否有凹凸不平。 2.
热门文档 对焊机电气原理与故障分析
格式:pdf
大小:18KB
页数:1P
人气:63
4.5
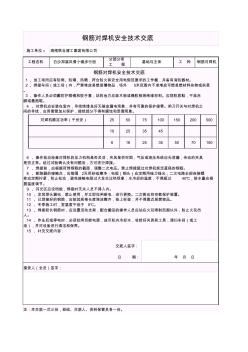
接受人(全员)签字: 注:本交底一式三份,班组、交底人、资料保管员各一份。 6、操作前应检查对焊机的压力机构是否灵活,夹具是否牢固,气压或液压系统应无泄漏,传动的夹具 是否正常。经过试验确认没有问题后,方可进行焊接。 7、焊接前,应根据所焊钢筋的截面,调整二次电压。禁止焊接超过对焊机规定直径的钢筋。 8、断路器的接触点,应每隔2天用砂纸擦净;电极(铜头)应定期用锉刀锉光;二次电路全部连接螺 栓应定期拧紧,防止松动,避免接触电阻过大发生过热现象;水冷却的温度,不得超过40℃,排水量应根 据温度调节。 9、闪光区应设档板,焊接时无关人员不得入内。 10、发现焊头漏电,禁止使用,并立即拉闸断电,进行更换。二次侧应有空载保护装置。 11、已焊接好的钢筋,应按其规格长度堆放整齐,挂上标签,并不得靠近易燃物品。 12、冬季施工时,室温度不低于
格式:pdf
大小:64KB
页数:未知
人气:63
4.4
 改进电极材料 提高对焊机电极寿命
改进电极材料 提高对焊机电极寿命 我厂生产的φ18×64毫米矿用高强度圆环链,是采用对焊方法制成的。对焊机上原来使用的电极(见图1),因要求电极不但要有良好的导电性和导热性,而且还要有很好的耐磨性和足够的高温抗压强度。所以通常采用铬青铜(qcr0.5)或铬铝镁青铜(qcr0.5-0.2-0.1)制造。我们以前所用的电极材料为qcr0.5棒料,工艺过程为下料、热锻、淬火、冷变形、
格式:pdf
大小:529KB
页数:未知
人气:63
4.6
电池负极自动对焊机的最佳原理方案设计 应用现代设计理论和方法,对电池负极自动对焊机的原理方案进行了创造性设计,并经过评价与决策,确定出其最佳方案。
格式:pdf
大小:113KB
页数:4P
人气:63
4.4
JH406剪切对焊机的设计原理与特点 介绍了一种新的超大型发对焊机,对其工作原理,性能参数,结构特点做了详细的分析。这台设备采用计算机控制整个工作过程,并具有局部单循环焊枪自动行走,带有专用调速器调节焊缝等功能。焊缝为螺旋线形,增加了焊接强度,对缝方式巧妙,简单,可靠。
精华文档 对焊机电气原理与故障分析
格式:pdf
大小:183KB
页数:2P
人气:63
4.6
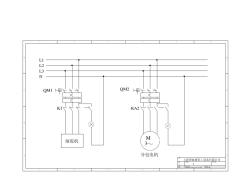
zd132型永磁双速电动刮水器具有结构简单、操作方便、自动复位、噪音小、耗电少、刮水效果好等特点,广泛地在北京130等轻型载重车和面包车上安装使用。zd132型永磁双速电动刮水器的电气原理如图所示。该刮水器由永磁直流电动机、自动复位装置和减速、传动机构及雨刷等组成。电动机的磁场采用铁氧
格式:pdf
大小:652KB
页数:4P
人气:63
4.7
基于功能分析的铜-铝管对焊机的设计 为实现铜-铝管的优质焊接,需要研制相应的焊接设备。以系统的观点采用功能分析法进行分析设计,通过对总功能的分解和原理解的组合,得到了铜-铝管对焊机的形态学矩阵。通过对形态学矩阵中各方案的分析评价,得到了最佳的可行方案。实践证明,用这种设计方法研制出的铜-铝管对焊机,为企业带来良好经济效益。
格式:pdf
大小:192KB
页数:未知
人气:63
4.5
剪切对焊机设计与研究 本文就螺旋焊管机组剪切对焊机的液压剪板机结构原理、设计方法及其实现的功能进行了介绍。对主要设计参数提出了计算方法。经过计算分析,该剪切对焊机完全能够满足厚壁、高强度材质钢管的生产。
格式:pdf
大小:109KB
页数:3P
人气:63
4.7
PLC在DH—100型对焊机电气控制中的应用 阐述了在dh-100型全自动线材对焊机中,应用可编程序控制器进行电气控制的原理、程序设计及其优越性。
格式:pdf
大小:389KB
页数:未知
人气:63
4.4
带锯条对焊机的微机控制 带锯条在焊接过程中,容易产生某些质量问题。为解决这些问题,使带锯条的焊接质量达到统一标准,并使带锯条的焊接向自动化迈进一步,本文提出由微机进行控制的电路。给出了微机控制系统的硬件电路图,并阐述了它的部分工作原理。
最新文档 对焊机电气原理与故障分析
格式:pdf
大小:13KB
页数:1P
人气:63
4.5
时间:xx年xx月xx日 对焊机安全技术操作规程 1、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须 采取防止触电事故。 2、施工焊接现场10m范围内,不得堆放油类、木材、氧气瓶、 乙炔发生器等易燃、易爆物品。 3、焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固, 气压、液压系统无泄漏,一切正常后,方可施焊。 4、焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接 超过对焊机规定直径的钢筋。 5、断路器的接触点、电极应定期光磨,二次电路全部连接螺栓 应定期紧固。冷却水温度不得超过40℃;排水量应根据温度调节。 6、焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员, 在焊接时应防止火花烫伤。 7、闪光区应设挡板,与焊接无关的人员不得入内。 8、冬季施焊时,室内温度不应低于8℃。作业后,应放尽机内 冷却水。 责任人:学习日期:年月日
格式:pdf
大小:68KB
页数:1P
人气:63
4.3

个人收集整理-仅供参考 1/1 对焊机安全操作要求:()焊接设备在室外使用时,应搭设机棚,做到防雨防潮,保持通 风干燥。()对焊机夹具应牢固,行程限位应可靠,保持冷却水系统正常工作。工作部位照明 灯具应装有防溅防烫护罩。有气动、液压系统的对焊机,压力机构应动作灵活,气动液压系 统应无泄漏,压力表灵敏可靠。()焊机作业场地周围内应无易燃易爆物品;乙炔发生器、氧 气瓶和焊接间的距离不得小于。不够时应采取隔离措施。()用电安全按“施工现场临时用电 安全防护规定”执行。
格式:pdf
大小:40KB
页数:10P
人气:63
4.5
对焊机安全操作规程 一、工作人员应熟知对焊机焊接工艺过程: 1、连续闪光焊:连续闪光、顶锻,顶锻后在焊机上通电加热处理; 2、预热闪光焊:一次闪光、烧化预热、二次闪光、顶锻。 二、操作人员必须熟知所用机械和技术性能(如变压器级数、最大焊接截 面、焊接次数、最大顶锻力、最大送料行程),和主要部件的位置及应用。 三、操作人员应会根据机械性能和焊接物选择焊接参数。 四、焊件准备:清除钢筋端头120毫米内的铁锈、油污和灰尘。如端头弯 曲则应整直或切除。 五、对焊机应安装在室内并应有可靠的接地(或接零)。多台对焊机安装在 一起时,机间距离至少要在3米以上。并分别接在不同的电源上。每台均应有 各自的控制开关。开关箱至机身的导线应加保护套管。导线的截面应不小于规 定的截面面积。 六、操作前应对焊机各部件进行检查。 1、压力杠杆等机械部分是否灵活; 2、各种夹具是否牢固; 3、供电、供水是否正常
格式:pdf
大小:29KB
页数:10P
人气:63
4.6
操作 8.1开机 “开机”为开启本机各个组成部分电源,进入操作状态,具有独立电源开关 的用电装置有: (1)冷冻式循环供水箱 冷冻式循环供水箱接入三相四线供电电源,供制冷系统和水泵系统用电。 “制冷”部分的“工作方式”有“手动”和“自动”两档,当置于“手动”档时, 按合自锁按钮开光即开机运转,松开自锁开关即停机。置于“自动”档时,根据 设置的温度范围,自动开机停机。“水泵”部分设置“启动”和“停止”按钮, 控制水泵运转。 (2)控制柜 控制柜亦是三相四线供电,通过四芯插头接电,控制柜的内供电是通过接触 器控制,接触器通断的电源开关,置于控制柜面板,采用钥匙开关。 (3)接焊电源 本机配置的tig160型非弧电源和arczx7-500型转移弧电源,均有单独的 电源开关,开机时闭合电源开关。 8.2工作气及冷却水参考数调节 8.2.1工作气参考数调节 工作气参
格式:pdf
大小:390KB
页数:3P
人气:63
4.5
PLC控制型铜铝管对焊机 在分析了铜铝管焊接工艺过程的基础上,重点论述了铜铝管对焊机执行系统和控制系统的设计。
格式:pdf
大小:188KB
页数:未知
人气:63
4.5
286电焊机电机转子松动拖底故障分析与处理 针对286电焊机电机故障集中发生在转子松动与定子相互摩擦的情况,采取增加固定螺钉、改进联轴器轴套、设计拨轮器卡钩等措施,杜绝了转子松动拖底故障,提高了电焊机的使用率,有效地保障了线桥维修的需要。
格式:pdf
大小:457KB
页数:6P
人气:63
4.4
铜铝管对焊机的PLC控制 铜铝管对接焊的关键是焊接参数的控制,原控制系统采用时间继电器控制焊接参数,控制精度、稳定性、可靠性等性能指标不能满足要求。采用日本松下公司的fpi1-ci4型可编程序控制器,通过编写保护功能程序、时间数据输入程序、焊接过程程序进行控制,大大提高了焊机的性能,并具有预调谐和显示功能。
文辑创建者
我要分享 >
职位:岩土工程技术副总工
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐