低合金铸钢件与高强船用结构钢厚板的焊接
2025-04-01
对大型低合金铸钢件和高强船用结构钢进行了焊接性分析,确定了主要的工艺措施和预热温度。通过合理的接头设计,选用合适的焊接方法和焊接材料,严格落实各项工艺措施,控制焊接热输入,补偿焊缝收缩,减小焊接残余应力,再通过焊后热处理,在高拘束力的条件下确保了接头的性能,获得了满意的效果。经对该焊接结构投入使用后的跟踪,证明所用焊接工艺合理,焊接接头具有较高的安全性。

铸钢件焊接 在船体结构中制造和修理中,经常会碰到铸钢件的焊接,比如舵叶、艉轴架 等。由于一般铸钢件对强度要求较高,整体刚性很强,因此其焊接过程中的质量 控制就显得极为重要,其中的重点就是防止焊接裂纹。 一、焊接方法及焊材 手工焊:碱性焊条che58-1ф3.2或ф4.0 co2焊:twe-711ф1.2 二、焊前准备 1、焊接之前应认真检查(外观检查、无损探伤)铸钢件是否存在砂眼、裂 纹、缩孔、气孔或夹渣等缺陷。若存在缺陷,应作适当的处理后再行焊 接。 2、坡口型式铸钢件坡口及其与板材的焊接节点具体要求须参考施工工艺。 典型的坡口有以下几种: 3、预热 点焊和正式焊接前都应对铸钢件进行预热,预热温度为100~150°c。 加热范围:焊缝坡口及其附近一侧至少100mm区域内用火焰加热,开始加 热时注意摆动,以使铸钢件受热均匀。 三、焊接过程中的注
 低合金铸钢件焊条电弧焊补焊工艺
低合金铸钢件焊条电弧焊补焊工艺 主要介绍了低合金铸钢件补焊前对缺陷清理的要求及采用焊条电弧焊补焊时的补焊工艺。
编辑推荐下载
格式:pdf
大小:323KB
页数:2P
人气:59
 4.8
4.8
某低合金铸钢的焊接性能分析 研究了低合金铸钢焊接接头的显微组织及其力学性能。结果表明,焊接接头熔合区低合金铸钢一侧形成脱碳层和柱状晶区,使热影响区的硬度降低,焊接接头的伸长率减小,但对其屈服强度和抗拉强度影响不大。低合金铸钢的热稳定性较差,受焊接余热影响,热影响区内的碳化物开始分解。
格式:pdf
大小:194KB
页数:4P
人气:59
4.8
海洋工程船超厚高强铸钢件的焊接工艺 介绍了一种海洋工程船上用于安装翻转梁的超厚、高强铸钢件焊接工艺,从焊接工艺、过程监控、焊接变形控制等方面阐述了安装、焊接的技术要点。
热门文档 低合金铸钢件与高强船用结构钢厚板的焊接
格式:pdf
大小:125KB
页数:2P
人气:59
4.4
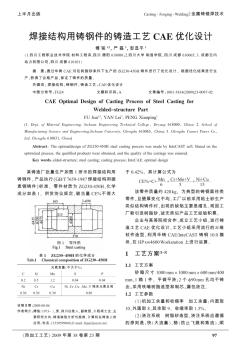
通过华铸cae对在树脂砂条件下生产的zg230-450h铸件进行了优化设计。根据优化结果进行生产,获得了合格产品,保证了铸件的质量。
格式:pdf
大小:317KB
页数:2P
人气:59
4.3
碳素结构钢与低合金高强钢焊接工艺分析 本文主要通过对碳素结构钢与低合金高强钢的焊接性能进行分析,选用适宜的焊接方法、焊接材料,采取相应的质量控制措施,制定了适宜的焊接工艺,确保产品焊接接头性能符合产品技术条件要求,为企业创造更大效益。
格式:pdf
大小:204KB
页数:1P
人气:59
4.4
主要通过对碳素结构钢与低合金高强钢的焊接性能进行分析,选用适宜的焊接方法、焊接材料,采取相应的质量控制措施,制定了适宜的焊接工艺,确保产品焊接接头性能符合产品技术条件要求,为企业创造更大效益。
格式:pdf
大小:76KB
页数:3P
人气:59
4.7
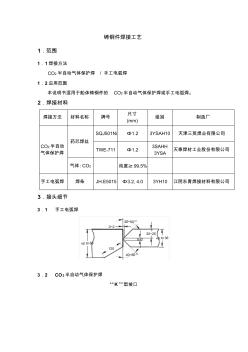
铸钢件焊接工艺 1.范围 1.1焊接方法 co2半自动气体保护焊/手工电弧焊 1.2应用范围 本说明书适用于船体铸钢件的co2半自动气体保护焊或手工电弧焊。 2.焊接材料 焊接方法材料名称牌号 尺寸 (mm) 级别制造厂 co2半自动 气体保护焊 药芯焊丝 sqj501niф1.23ysah10天津三英焊业有限公司 twe-711ф1.2 3sahh 3ysa 天泰焊材工业股份有限公司 气体:co2纯度≥99.5% 手工电弧焊焊条jh.e5015ф3.2,4.03yh10江阴东青焊接材料有限公司 3.接头细节 3.1手工电弧焊 upto60 20~25 40~50° 40~50° 0~2 0~3 120 upto36 3.2co2半自动气体保护焊 “k”型坡口 0~3 120 60 30~40° 20 3~4 30~40° 36
精华文档 低合金铸钢件与高强船用结构钢厚板的焊接
格式:pdf
大小:69KB
页数:未知
人气:59
4.3
树脂砂型高合金铸钢件表面质量的提高 树脂砂型高合金铸钢件表面质量的提高太原矿山机器厂精铸分厂杨明宏树脂砂型的型腔表面光洁,强度高,用其生产的普通碳钢铸件,表面质量好。但是,对于制造高合金耐热不锈钢铸件,则因浇注温度高而易产生粘砂缺陷,影响铸件表面质量。选择适宜的铸型涂料是解决粘砂问题的...
格式:pdf
大小:5KB
页数:2P
人气:59
4.3
铸钢件生产铸钢件大型铸钢件铸钢件厂家电话 铸钢件加工产品的表面处理,可以用喷砂、砂轮打磨,或者 用机械加工的方法,清除妨碍探伤的附着物。铸钢件加工应在外 观检查合格后进行超声探伤,铸钢件探测面其背面影响超声检测 的物质应予清除。当被检测铸钢件的探伤面较粗糙时,可以使用 有软保护膜的探头。铸钢件主要用于机器零部件的毛坯或者直接 用作机器零部件。机械产品中铸件开始越来越占比例,用量也是 逐年增加,铸钢件的形状、品种也在不断变化。 国内铸钢件加工企业的节能减排工作任务非常紧迫,势在必 行。推动我国铸钢件加工的节能减排工作应从技术改造和政策引 导两方面入手。 ①铸钢件在技术改造方面:要着力提高铸钢件加工质量,改 造落后设备,推广使用节能减排设备,提高企业的铸造工艺技术 水平。 ②在政策引导方面:一要加快产业结构调整。 生产的铸钢件有良好的机械操作特性、物理特性,
格式:pdf
大小:385KB
页数:未知
人气:59
4.7
振动时效在低合金高强钢焊接板中的应用 针对d406a低合金高强钢薄板的焊后残余应力过大、尺寸稳定性较差问题,本文引入振动时效(vsr)技术代替传统的热时效处理工艺对该焊板激振处理。结果表明,与热时效相比,vsr工艺不仅可显著降低焊后残余应力水平,并可显著均化焊接残余应力的分布状态,从而改善并强化构件的尺寸稳定性。
格式:pdf
大小:814KB
页数:未知
人气:59
4.6
水淬低合金铸钢衬板的生产实践 本文介绍一种通过水淬获得低合金马氏体铸钢衬板生产工艺及其生产技术要点。
最新文档 低合金铸钢件与高强船用结构钢厚板的焊接
格式:pdf
大小:360KB
页数:未知
人气:59
4.8
低合金钢厚板焊接精度控制 厚80mm和40mm的eh32钢板通过对接、角接埋弧焊、co2焊的工艺评定、模拟试验、产品试用,从而得出保证该种钢板在产品制造中焊接精度的焊接材料、焊接参数等焊接工艺要素。
格式:pdf
大小:50KB
页数:1P
人气:59
4.4
低合金钢厚板焊接精度控制 厚80mm和40mm的eh32钢板的焊接工艺评定项目有:60mmeh36钢埋弧自动焊、60mmeh36钢加co2衬垫的双面焊和60mmeh36钢全熔透角焊。焊接工艺评定后,进行模拟试验。其试板有:b级钢试板、eh32钢试板。从而得出保证该种钢板产品的焊接精度,所需的焊接材料和焊接参数等焊接工艺要素,图2。
格式:pdf
大小:15KB
页数:2P
人气:59
4.4
铸钢件的生产 铸钢优点:力学性能高,特别是塑性和韧度比铸铁高,如σb=400~650n/mm2, δ=10%~25%,αku=20~60j/cm2。焊接性能优良,适于采用铸、焊联合工 艺制造重型机械。但铸造性能、减震性和缺口敏感性都比铸铁差。 铸钢用途:承受重载荷及冲击载荷的零件,如铁路车辆上的摇枕、侧架、车轮及 车钩,重型水压机横梁,大型轧钢机机架、齿轮等。 铸钢分类:碳素铸钢、低合金铸钢和高合金铸钢等。 (一)铸钢的铸造工艺特点 铸造性能差:熔点高,钢液易氧化;流动性差;收缩较大,体收缩约为灰铸铁的 三倍,线收缩约为灰铸铁的两倍。因此铸钢较铸铁铸造困难,为保证铸件质量, 避免出现缩孔、缩松、裂纹、气孔和夹渣等缺陷,必须采取更为复杂的工艺措施。 (1)型砂的强度、耐火度和透气性要高 原砂要采用耐火度很高的人造石英砂。中、大件的铸型一般都采用强度较高的 co2硬化水玻璃砂
格式:pdf
大小:34KB
页数:1P
人气:59
4.6
低合金高强钢的焊接性 由于各种低合金高强钢的化学成分不同,性能差异很大,焊接性的差异也很大。焊接过程中,有较大的冷裂和热裂倾向。(1)冷裂纹倾向。低合金高强钢随着强度等级的增高,焊接接头冷裂纹倾向增大。冷裂纹又叫氢致裂纹或延迟裂纹,是指焊接接头冷却到较低温度下(ms温度以下)时产生的焊接裂纹。冷裂纹一般都产生在热影响区,有
格式:pdf
大小:72KB
页数:2P
人气:59
4.8
第1期(总第140期) 2007年2月 机械工程与自动化 mechanical engineering & automation no11 feb1 文章编号:167226413(2007)0120171202 低合金高强钢的焊接工艺研究 严正凯 (山西菲利普斯煤矿机械修造有限公司,山西 晋城 048205) 摘要:通过对低合金高强度结构钢的焊接影响因素的分析,为制定合理的焊接工艺提供了依据,应用该工艺保 证了低合金高强度钢的焊接效果。 关键词:焊接性;影响因素;工艺 中图分类号:tg457111 文献标识码:a 收稿日期:2006207221;修回日期:2006208219 作者简介:严正凯(19682),男,山西临猗人,工程师,本科
格式:pdf
大小:13KB
页数:7P
人气:59
4.3

低合金高强钢的焊接性 低合金高强(hsla)钢的焊接性主要包括两个方面,其一是裂纹敏感性,其二是 焊接热影响区的力学性能。在过去的40年,hsla钢取得了显著进展,精炼技术、 微合金钢技术、控轧控冷技术、形变热处理(tmcp)等一些先进技术的应用,使 得现代hsla钢的焊接性大大改善,尤其是haz冷列裂纹敏感性大大降低,粗晶 区韧性大幅度提高,高效率、大线能量焊接工艺得以应用。然而,新的问题也伴 随着出现,如母材的低碳当量高强度化使得冷裂纹从haz转移到焊缝金属中,多 层焊接头中的局部脆性区问题等。本文将论述hsla钢制造技术的进步给焊接性 带来的变化,以及技术发展趋势。 1hsla钢的技术进步及其对焊接性的改善 过去40年,低成本、高性能是钢铁行业技术进步的主要发展方向,从焊接 性的角度来看,影响最大的是精炼技术和轧制技术。 1.1精炼技术的影响 焊接热裂纹、液化
格式:pdf
大小:66KB
页数:未知
人气:59
4.6
低合金高强钢的焊接性 强度级别较低的低合金高强钢,如300-400mpa级,由于钢中合金元素含量较少,其焊接性良好,接近于低碳钢。随着钢中合金元素的增加,强度级别提高,钢的焊接性也逐渐变差,出现的主要问题有:
格式:pdf
大小:5KB
页数:1P
人气:59
4.7

铸钢件的优点 铸钢件的优点之一是设计的灵活性,设计员对铸件的形状和尺寸有最大的设计选择自由,特 别是形状复杂和中空截面的零件,铸钢件可采用组芯这一独特的工艺来制造。其成形和形状 改变十分容易,从图样到成品的转化速度很快,有利于快速报价响应和缩短交货期。形状和 质量的完善化设计(stateoftheart)、最小的应力集中系数以及整体结构性最强等特点,都 体现铸钢件设计的灵活性和工艺优势。 其二是铸刚件冶金制造适应性和可变性最强,可以选择不同的化学成分和组织控制,适应于 各种不同工程的要求。可以通过不同的热处理工艺在较大的范围内选择力学性能和使用性 能,并有良好的焊接性和加工性。 其三是铸钢材料的各向同性和铸钢件整体结构性强,因而提高了工程可靠性。再加上减轻重 量的设计和交货期短等优点,在价格和经济性方面具有竞争优势。 其四是铸钢件的重量可在很大的范围内变动。
格式:pdf
大小:59KB
页数:3P
人气:59
4.3
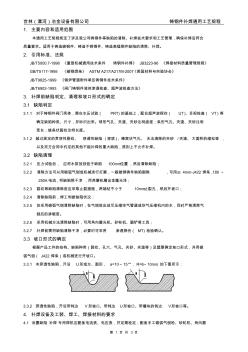
世林(漯河)冶金设备有限公司铸钢件补焊通用工艺规程 第1页共3页 1.主要内容和适用范围 本通用工艺规程规定了涉及我公司铸钢件等缺陷的清除、补焊技术要求和工艺管理,确保补焊后符合 质量要求。适用于铸造碳钢件、铸造不锈钢件、铸造高锰钢件缺陷的清除、补焊。 2.引用标准、法规 jb/t5000.7-1998《重型机械通用技术条件铸钢件补焊》jb3223-96《焊接材料质量管理规程》 gb/t5117-1995《碳钢焊条》astma217/a217m-2007《美国材料与实验协会》 jb/t9625-1999《锅炉管道附件承压铸钢件技术条件》 jb/t6902-1993《阀门铸钢件液体渗透检查、超声波检查方法》 3.补焊前缺陷判定、清理和坡口形式的确定 3.1缺陷判定 3.1.1对于铸钢件阀门壳体,需在水压试验(prt)的基础上,配合超声波探伤(ut
格式:pdf
大小:113KB
页数:2P
人气:59
4.8
低温铸钢件焊接工艺试验及分析 铸钢件是船舶建造常用的基本材料,通常用在尾部挂舵壁分段、舵分段等位置。在极地甲板运输船的建造过程中,低温铸钢件的焊接工艺是一个全新课题,其冲击韧性要求不小于27j的接头性能在国内尚无先例,本项目通过对坡口角度的调整达成改善焊接接头冲击韧性的目标。
文辑创建者
我要分享 >
职位:结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐