多接头薄壁铜阀体毛坯热挤压模设计
2025-02-17

收稿日期:2007-06-01 作者简介:张鸣(1957-),男,湖南新田人,本科,高级工程师. 第3卷第3期材料研究与应用vo1.3,no.3 2009年9月materialsresearchandapplicationsept.2009 文章编号:1673-9981(2009)03-0200-04 铅黄铜阀体开裂原因分析 张鸣,伍超群,李扬 (广州有色金属研究院,广东广州510650) 摘要:hpb59-1铅黄铜热锻产品在后期加工过程中出现大量开裂现象,采用金相及电子探针分析方法 对hpb59-1铅黄铜阀体开裂原因进行分析.结果发现:铅黄铜阀体材质铅含量较高,显微组织分布不均 匀,晶粒粗大;断口表面除含有大量
薄壁铝型材挤压模具设计和维护
编辑推荐下载
格式:pdf
大小:148KB
页数:4P
人气:81
 4.6
4.6
 薄壁铝合金扁管挤压模优化设计
薄壁铝合金扁管挤压模优化设计 4腔薄壁铝合金扁管的尺寸及其精度高于国家内部标准要求,生产时难度很大。阐述了该4腔薄壁铝合金扁管挤压模优化设计的具体措施。
格式:pdf
大小:480KB
页数:4P
人气:81
4.7
氧气喷头热挤压模具设计 氧气喷头热挤压制件较长,成形抗力较大,为了有效发挥现有315t油压机的设备能力,设计了新颖合理的组合式挤压模,使制件顺利成形。本文所述模具结构对类似零部件的模具设计具有参考价值。
热门文档 多接头薄壁铜阀体毛坯热挤压模设计
格式:pdf
大小:595KB
页数:4P
人气:81
4.6
薄壁铜及铜合金高频焊焊缝接头的错位研究 分析了薄壁铜及铜合金高频焊接焊缝接头的错位及其产生的主要原因,研究了焊缝接头错位与焊接过程稳定性及焊缝强度的关系,提出了焊缝接头错位的预防和控制方法。
格式:pdf
大小:2.2MB
页数:4P
人气:81
4.8
铝合金薄壁管T型接头强度及变形特征 将6063铝合金薄壁矩形管焊接成2种类型的t型接头,对其进行弯矩和压缩试验,测定其载荷与变形的响应关系,分析其极限强度.建立有限元模型,研究接头极限强度及变形过程.结果表明,不等宽t型接头在弯矩载荷下,载荷与变形响应曲线上无峰值;等宽管t型接头在弯矩和压缩载荷下,先发生整体屈服,后达到峰值载荷;铝合金薄壁管t型接头强度设计时的极限承载能力应为接头整体屈服时的载荷,焊缝区和热影响区的软化对接头承载能力有比较大的影响.
格式:pdf
大小:1.2MB
页数:5P
人气:81
4.5
全焊接阀体管线球阀焊接接头安全评估 介绍了一种评价焊接接头安全性的方法,根据焊接接头断裂韧度ctod试验值,对埋弧焊焊接接头免焊后热处理的可能性进行安全评定。为大型全焊接阀体管线球阀制造提供科学依据。
格式:pdf
大小:276KB
页数:4P
人气:81
4.6
铜合金六通接头体热挤压刚粘塑性有限元模拟 本文利用刚粘塑性有限元法,对六通接头的热挤压成形进行了热力耦合的数值模拟,获得了热挤压成形的载荷和行程的关系曲线,应力、应变和温度的分布信息。模拟结果表明,在工件挤压温度为730℃和模具预热温度为400℃时,挤压速度范围是70mm/s~80mm/s。这一模拟结果对后期的工艺制定和模具设计提供了参考。
格式:pdf
大小:1.1MB
页数:45P
人气:81
4.6
推拉窗铝合金型材热挤压模设计 摘要 模具工业在美国被认为是“工业的基石”,在日本更被推崇到“进入富裕社会 的原始动力”,在我国,国务院通过的《装备制造业调整和振兴计划》中也把模 具及其制造的装备的技术水平作为重点内容。模具由于其具有工序少、材料利用 率高、低耗能、易生产等特点,在汽车、能源、机械、电子、信息、航空航天工 业和日常生活中被广泛应用。 本次设计的型材属于典型的民用建筑空心型材,采用平面分流组合模,根据 型材断面积551m2和外接圆直径115mm选取16.3mn挤压机,确定挤压筒直径 是140mm。挤压轴总长1020mm,外径尺寸136mm。选用实心挤压垫外径是 139mm,厚度是50mm。计算出模心、模孔等工模具的尺寸,然后通过强度校核 和实际分析,得到合理可用的工模具。 通过对铝合金推拉窗热挤压模具的设计,对模具的结构以及设计过程有了 初步的
精华文档 多接头薄壁铜阀体毛坯热挤压模设计
格式:pdf
大小:168KB
页数:3P
人气:81
4.6
高温六角头螺栓毛坯热挤压成型模具设计 对高温六角头螺栓的热挤压成型工艺进行了分析,设计了合理的模具结构及成型工艺流程,通过实际生产完成了m64mm×350mm六角头螺栓毛坯的热挤压生产,提高了材料利用率,缩短了后续机加工时间,节约了加工成本。
格式:pdf
大小:240KB
页数:3P
人气:81
4.6
薄壁不锈钢管及伸缩可挠性接头的设计及施工 伸缩可挠性接头具有伸缩性及可挠性,不必加伸缩节及活接,能与其他管道系统连接。介绍了设计施工应注意的事项

格式:pdf
大小:912KB
页数:5P
人气:81
4.6
45钢阀体挤压铸造模具设计 45钢阀体挤压铸造模具设计为组合式模具。模具的模芯和冲头采用性能较高的h13钢,模套及定位结构部分采用45钢或40cr钢。成形设备采用专用的挤压铸造液压机,最大挤压力为1500kn,最大锁模力为2000kn。上、下冲头取2°的起模斜度,侧冲头取了0.5°的起模斜度,冲头速度为0.30~0.35m/s。顶出方式采用下冲头上行直接顶出,冲头与模具之间的单边配合间隙取0.16~0.2mm。采用管道式冷却和插管式冷却相结合,对模具受到较大热应力的部分进行冷却。为了保证制件高度方向的精度,在分型面十字方位上开设有4个溢流槽。为了提高模具的抗熔焊能力,采用自制的硅藻土类绝热涂料,喷涂厚度为0.2~0.5mm。
格式:pdf
大小:696KB
页数:4P
人气:81
4.4
铜铝复合板热挤压成形工艺 利用铜、铝金属塑性和焊接性较好的特点,研究铜铝复合板的生产工艺。提出一种热挤压成形工艺,并设计加工出模具。通过实验挤压出铜铝复合板,并对其复合界面进行分析和电导率测试。结果表明:热挤压法生产的铜铝复合板的电导率达到92%iacs,具有很好的导电性能,复合界面原子扩散明显,焊接效果较好。该工艺简单,成本低,具有较好的研究意义。
最新文档 多接头薄壁铜阀体毛坯热挤压模设计
格式:pdf
大小:530KB
页数:1P
人气:81
4.4
热挤压成形钛-铜复合棒的组织研究 文章采用3150t水压机上一次性热挤压得到钛-铜复合棒型材,研究了对偏形棒界面结合层、分析了铜和钛的组织形貌并进行了观察及硬度的测定。研究表明:直接热挤压生产的钛-铜复合棒性能稳定,生产效率高。
格式:pdf
大小:633KB
页数:5P
人气:81
4.6
氧气喷头的热挤压工艺及模具设计 在设备吨位和闭合高度有限的情况下,设计结构新颖的组合式挤压模具,使315t油压机设备能力得到了有效的发挥;本文所述氧气喷头毛坯生产工艺,具有节材优质高效的特点;对类似零部件挤压工艺及模具结构设计具有重要的参考价值。
格式:pdf
大小:379KB
页数:2P
人气:81
4.7
铜阀门压铸 近年来,随着机械工业的迅速发展,压铸工艺的应用范围在不断扩大。我国压铸技术不仅掌握了锌、铝合金的压铸,对于铜合金等熔化温度高(900℃以上)的合金,也解决了模具寿命不长、生产成本高等问题,能控制模具材质的选用和具体模具设计。经过两年的生产实践,铜合金压铸工艺有了发展,在以压铸代替砂型铸造铜闸阀上取得了一定的成绩。按阀门使用条件,用铝黄铜(其中含铜66~68%,铝2~3%,锌25.6~28.6%,杂质总量小于3.4%)的压铸件能满足要求。它具有较高的机械性能和耐腐性,能降低铜在常温和高温时的氧化能力,表面色泽美观。铜料中含有少量铝,可防止铸件粘附在型腔壁上,便于脱模。压铸使产品的内在质量、外形尺寸、重量等方面得到一系列的改善,经过强度和密封试验都达到了技术要求。现把铜阀门的压铸工艺简述如下。
格式:pdf
大小:1.2MB
页数:3P
人气:81
4.7
套筒热挤压工艺与模具设计 给出了套筒零件实用的热挤压工艺和模具结构,论述了模具的工作过程及凹模与凸模设计。该模具通过更换凸、凹模,便可生产不同规格的反挤压杯形挤压件,提高了模具利用率,降低了生产成本。
格式:doc
大小:43KB
页数:5P
人气:81
4.7
 黄铜阀体
黄铜阀体 本文将详细介绍黄铜阀体在建设工程领域的应用。我们将从黄铜阀体的特点、优势以及适用范围等方面进行详细说明,帮助读者更好地了解和应用黄铜阀体。
格式:doc
大小:30KB
页数:5P
人气:81
4.6
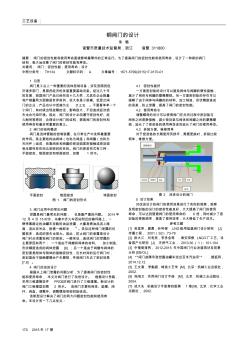
铜阀结构 本文将对比分析建设工程领域中常用的铜阀结构,包括球阀、闸阀和蝶阀的特点、优缺点以及适用场景。通过对比比较,帮助读者更好地选择适合自己工程项目的铜阀结构。
格式:pdf
大小:544KB
页数:未知
人气:81
4.7
薄壁小径管焊接接头超声波探伤 为进一步提高薄壁小口径管焊缝的超声波检验准确度,以《管道焊接接头超声波检验技术规程》(dl/t820—2002)标准为检验依据,介绍了薄壁小径管焊缝超声波探伤的常规方法,重点探讨了常规探伤方法在实际探伤中缺陷定位方面遇到的一些问题,提出了解决问题的方案。
格式:pdf
大小:262KB
页数:4P
人气:81
4.4
黄铜薄壁零件加工工艺设计 根据薄壁零件加工特点,对黄铜薄壁件原有工艺方案所存在的问题,结合装夹方案、切削液、切削参数与刀具选择等因素进行分析,并进行工艺改善得出适合的加工方案.从而指出,这种薄壁零件的加工方法,稳定可靠,工件的安装、加工方便,能有效地保证加工质量.
格式:pdf
大小:113KB
页数:1P
人气:81
4.7
工艺设备 1702015年17期 铜阀门的设计 朱畅 诸暨市质量技术监督局,浙江诸暨311800 摘要:阀门的密封性能和使用寿命直接影响着零件的正常运行。为了提高阀门的密封性能和使用寿命,设计了一种新的阀门 结构,极大地改善了阀门的密封性能和寿命。 关键词:阀门;密封性能;使用寿命;设计 中图分类号:th134文献标识码:a文章编号:1671-5799(2015)17-0170-01 1引言 阀门是工业上一种重要的流体控制设备,涉及到国民经 济诸多部门,是国民经济的发展重要基础设备。经过几十年 的发展,我国阀门产品已经形成十几大类,尤其在企业数量 和产销量两方面稳居世界前列,但大多是小规模、低层次阀 门的企业,产品也以中低端为主[1,2,3]。不要看单单一个 小阀门,有时候出现故障的话,影响很大,不但造成经济损 失也会污染环境。因此,阀门的设计必须遵
文辑创建者
我要分享 >
职位:房地产土地资产评估师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐