大口径钢管弯曲成型工艺及应用
2024-05-15
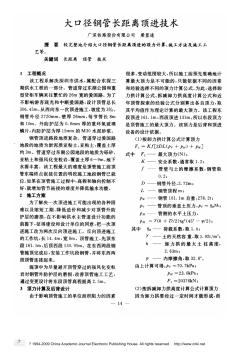
1 大口径钢管的弯曲成型工艺的研究及应用 摘 要:结合沈阳奥林匹克体育中心体育场罩棚钢结构工程大口径钢管的弯曲加 工技术,对大口径钢管几种不同的弯曲加工技术进行了总结, 并对其各自的优缺 点进行了对比分析。 关键词:大口径钢管 中频弯管 钢管冷弯成型 质量控制 一 .工程概况 沈阳奥林匹克体育中心体育场为一座可容纳六万人的大型体育场,是 2008 年北京奥运会的主要分赛场之一。 其南北看台顶部设置了一对平行投影为梭形的 空间钢网壳罩棚结构, 在东西两端采用平行弦桁架将南北网壳进行局部连接, 该 罩棚几何外形可以认为取自一直径约为 433米的球体,空间形体近似为一块两端 点着地且倾斜放置的西瓜皮,两着地点间水平距离 360m,正中最宽处水平投影 尺寸 111m,最高点距地约 82m,钢结构总重量约 1.2 万吨,总建筑面积 1.4 万多 平方米。 该罩棚主体结构形式为大跨度拱桁架结合单层

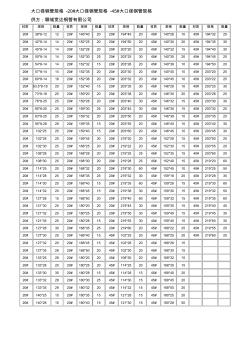
大口径钢管规格-20#大口径钢管规格-45#大口径钢管规格 供方:聊城宽达钢管有限公司 材质规格数量材质规格数量材质规格数量材质规格数量材质规格数量 20#38*8-121220#146*402020#194*452045#140*281045#194*3225 20#42*8-141420#152*252020#194*502045#140*302045#194*3530 20#45*8-141420#152*282020#203*202045#140*321545#194*4030 20#50*8-141420#152*302520#203*253045#140*352045#194*4520 20#54*8-141420#15
 大口径玻璃钢方管成型工艺研究
大口径玻璃钢方管成型工艺研究 通过对几种方管成型工艺的比较,认为采用湿法缠绕工艺成型大口径玻璃钢方管是比较经济实用的方案;对方管的纤维缠绕理论进行了研究,首次提出了"缠绕轨迹控制点"的概念,为运用通用缠绕机进行方管缠绕提供了理论支持;对方管工艺成型过程中出现的质量问题提出了解决方案。
编辑推荐下载
格式:pdf
大小:335KB
页数:6P
人气:72
 4.7
4.7
大口径钢管无余量弯管 介绍了采用新式液压数控弯管机对大口径钢管进行无余量弯管的新工艺。主要以通径dn125~200mm管为对象,阐述了下料长度、弯曲后管材回弹角、无余量切割长度等的确定和计算方法。简要分析了该工艺所取得的效益。
热门文档 大口径钢管弯曲成型工艺及应用
格式:pdf
大小:576KB
页数:2P
人气:72
4.6
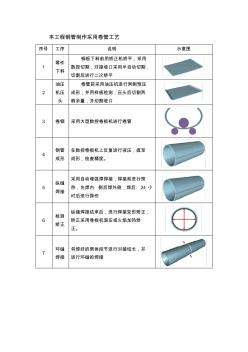
本工程钢管制作采用卷管工艺 序号工序说明示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3卷钢采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内侧后焊外侧,焊后24小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 a1 a2 a3 a4 a5 卷板
格式:pdf
大小:1.9MB
页数:3P
人气:72
4.7
简述无缝钢管弯曲工艺及发展状况 随着对无缝弯管加工质量和成形精度要求的提高,各种新的管材弯曲方法不断涌现。本文对这些工艺加以归纳和整理,分析了各种加工方法的成形特点和不足,并简述了加工工艺的发展状况。对人们了解和选择相应的弯曲加工方法具有一定的参考价值。
格式:pdf
大小:399KB
页数:8P
人气:72
4.6
jcoe制造技术是上世纪90年代发展起来的一种焊管成型工艺,该工艺 的主要成型过程是先将钢板铣边(或刨边)后经纵边预弯,再按j型→c型 →o型的顺序成型,每一步冲压均以三点弯曲为基本原理。由于是多道次渐 进压制成型,所以必须解决如下一些问题:如何确定模具形状、上模冲程 和下模间距,以及需要多少道次才能保证冲压出最合适的弯曲半径和最佳 的开口毛圆管坯。而这些问题又与钢板材质、不同钢板生产厂的具体力学 特性、钢管规格(直径和壁厚)有关,因而非常复杂。目前主要靠“试错 法”,即每当更换新规格或新钢种,就取一定数量的小样进行试压,摸索 出合适的冲压量。试错法比较可靠,但是效率比较低。由于工艺参数较多, 仅通过试错法就相当麻烦。为了获得一套成熟的工艺,甚至需要几个月的 试错过程。 螺旋管 螺旋管特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较 快。螺旋焊管的强度一般比直缝焊管高
格式:pdf
大小:58KB
页数:6P
人气:72
4.4
千斤顶模块化法 保证大口径钢管焊接组对质量的施工工法 随着工业用水及生活用水的大量增加,市政供水及污水处理也得 到了迅速发展,供水及污水处理能力日益增强。在市政工程施工中大 口径钢管焊接时,经常会遇到由于组对时的错边量较大,导致无法进 行焊接,或者焊接后焊缝不能达到验收标准需要返工的现象,增加了 施工费用。 我们项目部在魏村水厂,常州江边污水处理厂工程施工过程中利 用本施工工法,保证了质量,确保了工期,提高了效益。 一.特点 1.本工法采用自制管道组对防错边装置,该装置制作方便,结构 简单,由液压千斤顶,传动钢架、管道模具等组成。对于不同 规格的管道只需要更换相应的模块即可。 2.管道组对防错边装置,使用方便,能够保证偏差在允许范围之 内,建少了返工损失。 3.本装置施工中运输提携方便,只需一人就能行,二人就能施工。 二.适用范围 本工法适用市政公用工程工业及民用安装工
格式:pdf
大小:1.3MB
页数:4P
人气:72
4.5
?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsr
精华文档 大口径钢管弯曲成型工艺及应用
格式:pdf
大小:31KB
页数:1P
人气:72
4.3
规格规格规格规格规格规格 406*16457*32508*80530*22660*80820*55 406*17457*35508*90530*25660*90820*60 406*18457*40508*100530*28660*100820*70 406*19457*45530*16610*30660*150820*80 406*20457*50530*17610*32710*20820*90 406*22457*55530*18610*35710*22820*100 406*25457*60530*19610*40710*25820*150 406*28457*65530*20610*45710*28820*200 406*30457*70530*22610*50710*30864*4
格式:pdf
大小:14KB
页数:1P
人气:72
4.5

聊城宽达钢管有限公司-大口径钢管规格表 规格规格规格规格规格规格 457*16508*30559*70660*30812.8*551050*200 457*17508*32559*80660*32812.8*601100*80 457*18508*35559*90660*35812.8*701100*90 457*19508*40559*100660*40812.8*801100*100 457*20508*50610*16660*50812.8*901100*150 457*22508*55610*17660*55812.8*1001100*200 457*25508*60610*18660*60812.8*1501200*80 457*28508*65610*19660*65812.
格式:pdf
大小:210KB
页数:3P
人气:72
4.8
薄壁钢管弯曲成形方法探讨及应用 通过对薄壁钢管在弯曲成形过程中的起皱、扁平变形等普遍质量缺陷进行弯曲成形工艺分析,找出产生上述质量问题的主因,并从弯曲成形工艺及设备、工装上进行试验改进,以有效解决薄壁钢管弯曲成形中的技术质量难题。
格式:pdf
大小:294KB
页数:3P
人气:72
4.4
翻板展成法钢管弯曲模 为解决简易弯管机效率低、操作繁琐的问题,设计了一种翻板展成法钢管弯曲模,文中介绍了该模具的结构组成,工作原理及弯管过程,可高效、经济地完成弯管工作。
格式:pdf
大小:919KB
页数:3P
人气:72
4.6
翻板展成钢管弯曲模设计 通过实例介绍了采用翻板展成法制作钢管弯曲模,安装在现有的通用压力机上加工小型钢管弯曲件,提高生产效率,满足生产需求,比专业的弯管机弯曲小型钢管弯曲件更加经济实惠。
最新文档 大口径钢管弯曲成型工艺及应用
格式:pdf
大小:1.3MB
页数:3P
人气:72
4.7
**资讯 http://www.cqvip.com **资讯 http://www.cqvip.com **资讯 http://www.cqvip.com
格式:pdf
大小:946KB
页数:4P
人气:72
4.6
大口径弯头挤压弯曲成形数值模拟分析 对挤压弯曲成形大口径弯头的变形过程进行了有限元模拟分析。对压扁工序和弯头成形工序分别进行建模和模拟,并对模拟结果进行了应力、应变分析和成形过程载荷分析。对影响弯头成形的关键区域——内弧和外弧区域进行了速度场分析。将模拟成形后的弯头与工厂实际生产的弯头相对比,成形情况良好。
格式:pdf
大小:1.2MB
页数:5P
人气:72
4.4
铝合金大口径薄壁管数控弯曲实验研究 铝合金大口径薄壁管小弯曲半径数控弯曲成形过程中更容易发生起皱、截面畸变和壁厚减薄等缺陷。文章根据成形缺陷产生的原因对弯管模具结构和设备装置进行了改进,包括模具内锁设计、紧凑型柔性芯棒、模具并紧杆和长内衬顶推。在此基础上,采用实验研究方法,对φ70mm×1.5mm×105mm(外径×壁厚×弯曲半径)的大口径薄壁铝合金管数控弯曲成形质量及应变规律进行了分析,并研究了顶推装置在大口径薄壁铝合金管数控弯曲成形中的效用。
格式:pdf
大小:332KB
页数:3P
人气:72
4.6
大口径钢管坑式静压桩在地基加固中的应用 通过具体的工程实例,介绍了大口径钢管坑式静压桩在地基加固中的应用,就钢管桩的选型及坑式静压桩的施工顺序和方法进行了阐述,说明了施工过程中应注意的问题和对问题的处理方法。
格式:pdf
大小:845KB
页数:6P
人气:72
4.7
大口径钢管内涂层涂敷设备的设计与应用 在国家级大型的管道工程川气东送中对φ1016mm钢管进行的钢管内外防腐,由河北省廊坊市汇鑫管道保护厂自行设计及制造的两套完全国产化的"大口径钢管内涂层生产作业线"在两家防腐公司使用,共计完成了长达200km内涂层的涂敷工程,内涂层完全达到了工程技术的规范要求,可与国外进口的生产作业线相媲美,不仅具有国外生产线的生产能力,并且价格相对较低,配件来源广泛,方便等。事实证明:无论是我们自行设计和合理应用的大口径钢管全液压驱动管内抛丸除锈技术与装备,还是高无气内喷涂技术与专用装备,都能达到国内先进水平的生产能力,为大口径钢管内涂层技术在国内的应用打下了坚实的基础。
格式:pdf
大小:219KB
页数:未知
人气:72
4.8
大口径钢管泡沫喷涂保温层成型工艺 本文通过对国内外聚氨酯保温管生产工艺的优缺点进行比较分析,提出了一种可解决现有工艺所存在问题的泡沫喷涂成型技术,并简述了泡沫喷涂工艺的工艺流程及工艺特征,阐述了该工艺开发与应用的必要性。
格式:pdf
大小:183KB
页数:未知
人气:72
4.6
U型钢管弯曲模的设计 本文通过对弯管工艺方法的介绍,对一种u型管零件的成形工艺进行分析,并依据生产现状自行设计制造手工弯管模,解决了有限条件下的零件生产加工问题。为企业创造了较好的经济效益,对于此类管件的生产制造具有很好的推广价值。

格式:pdf
大小:477KB
页数:3P
人气:72
4.7
大口径钢管内喷涂参数关联控制及设备自动化 针对目前大口径钢管内喷涂设备自动化程度低的现状,研究了针对大口径钢管内喷涂加工的多喷涂参数关联控制理论和内喷涂设备的自动化技术。提出了钢管管径的自动间接测量技术,并利用比例控制技术实现了管径自适应的喷射距离自动调节以及对喷嘴流量的精确控制。设计了大口径钢管内喷涂自动化设备,实现了多参数间的关联控制,保证了大口径钢管内壁喷涂质量。与现有设备相比,大大提高了喷涂设备的自动化水平。
格式:pdf
大小:83KB
页数:3P
人气:72
4.4
薄壁钢管弯曲瘪皱分析及模具设计 分析了薄壁钢管弯曲时产生瘪皱的原因,提出了弯管模具参数的设计计算方法,保证了弯管质量。
文辑创建者
我要分享 >
职位:暖通制水工程师技术员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐