大口径三通管翻边成形工艺参数优化
2024-06-16
现有企业生产大口径三通管要通过多道次翻边工艺,本文根据冲压变形规律设计的预制孔管件可进行一次翻边生产等径三通管,同时应用Deform软件对翻边工艺进行数值模拟。然后,利用神经网络结合遗传算法对大口径管件预制孔孔形及凸模运动速度进行优化,可得到成形质量较佳的三通管。最后,通过对大口径三通管多级翻边扩孔工艺研究得出结论:以冲压变形规律设计的预制孔管件一次成形特定高度的三通管是可行的,但需对工艺参数进行优化。

 大口径三通管翻边成形工艺参数优化
大口径三通管翻边成形工艺参数优化 本文主要研究以冲压变形规律设计的预制孔管件一次成形特定高度的三通管是可行的,但需对工艺参数优化。
三通管热翻边工艺模拟及实验研究 文章通过数值模拟的方法,对三通管支管凸缘的热翻边成形工艺进行研究,探索了翻边过程中材料的变形特点及工艺参数对成形质量的影响。结果表明:管坯在不同方向上的变形特征不同;预制孔形和凹模圆角对成形结果影响较大;边缘的支管凸缘高于中心的支管凸缘。将模拟得到的合理工艺参数应用于模具进行实验研究,得到的工件与模拟结果相似,且符合使用要求。
编辑推荐下载
格式:pdf
大小:21KB
页数:1P
人气:89
 4.5
4.5
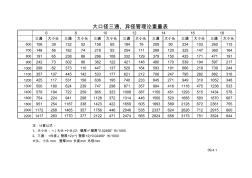
三通大小头三通大小头三通大小头三通大小头三通大小头三通大小头三通大小头 6001063913252158651847620990234103260115 700146561827421893254111289120325147360164 8001916523886286108332129379150425171471191 9002427330298362122421146480170539194597217 100029982373110447137520164593191666218739244 1100357107445142533177621212708247795282882316 12
格式:pdf
大小:714KB
页数:3P
人气:89
4.4
钢制管路三通支路翻边成形工艺方法研究 介绍了一种通过成形方式生产钢制管道三通支路的新工艺。提出了翻边前预制孔的形状和尺寸的确定方法和翻边模具的模型;并利用计算机模拟支路翻边过程,通过分析模拟结果,对预制孔的尺寸和形状的有关数据进行适当调整,最终确保翻边支路口部平整、无裂纹。根据模拟结果设计了钢制管道三通支路翻边成形模具。
热门文档 大口径三通管翻边成形工艺参数优化
格式:pdf
大小:811KB
页数:5P
人气:89
4.5
X80钢级大口径三通应力分析与结构优化 利用非线性有限元分析技术和双线性材料模型,分析了大口径三通两个应力集中区域的应力分布特性。利用vs2005、ansys和pro/e开发了三通优化模块,给出了优化结果,得到了合理的三通结构,可以有效降低三通的应力集中程度。分析了壁厚、支管半径与三通最优结构参数之间的关系,为高钢级三通热压成型工艺参数优化提供了参考依据。
格式:pdf
大小:240KB
页数:4P
人气:89
4.5
三通管液压成形加载路径模糊控制优化 为准确高效地获得优化的管材液压成形加载路径,提出一种结合模糊控制与自适应模拟的实时反馈优化方法,建立缺陷控制规则,通过模糊控制器在有限元模拟过程中实时侦测缺陷的发展趋势并反馈至模拟程序以调整工艺参数,以避免起皱及破裂缺陷的发生,最终获得优化的成形加载路径。通过对典型液压成形件——三通管零件的研究表明:优化加载路径后零件成形质量有了明显改善,模糊控制实现了预期的控制目标。
格式:pdf
大小:399KB
页数:3P
人气:89
4.5
三通管胀形模拟与实际成形差异研究 将有限元软件模拟得到的结果与实际成形结果相比较,指出了在三通管胀形过程中模拟结果与实际成形结果的差异,并分析了模拟结果与实际成形结果差异的原因。
格式:pdf
大小:507KB
页数:4P
人气:89
4.5
不锈钢薄壁三通管件冷挤压成形工艺 通过对不锈钢薄壁三通管件冷挤压成形工艺进行的大量试验,提出了薄壁不锈钢三通管件冷挤压成形的模具结构形式,分析了工艺参数,介绍了降低成本、提高模具寿命的工艺方法
精华文档 大口径三通管翻边成形工艺参数优化
格式:pdf
大小:884KB
页数:4P
人气:89
4.5
Y型三通管内高压成形壁厚分布规律 为了解y型三通管内高压成形时的壁厚分布及成形压力对壁厚的影响规律,通过数值模拟和实验对y型三通管的内高压成形过程进行了研究,分析了3个不同成形阶段零件的壁厚分布规律和成形过程中零件典型点壁厚随内压的变化规律.研究表明,成形后零件左侧过渡区圆角处壁厚最大,右侧过渡区圆角处次之,枝管顶部壁厚最薄.利用数值模拟,研究了不同终成形压力对零件壁厚分布的影响,研究发现随着终成形压力的提高,零件的最大增厚率变化不明显,但零件的最大减薄率有显著的增加.
最新文档 大口径三通管翻边成形工艺参数优化
格式:pdf
大小:657KB
页数:3P
人气:89
4.3
大口径厚壁三通与连通管对接焊缝裂纹分析 通过对某电厂1台600mw机组锅炉末级过热器入口联箱大口径厚壁三通与连通管对接焊缝的磁粉探伤、超声波探伤、金相试验、光谱分析、硬度测试等,并结合裂纹方向及其在焊缝处周向分布,认为焊接和热处理操作工艺不当是造成裂纹产生的主要原因。对此,提出了加强对该处焊缝的100%检验,在操作中严格执行工艺指导书的预防措施。

格式:pdf
大小:172KB
页数:2P
人气:89
4.8
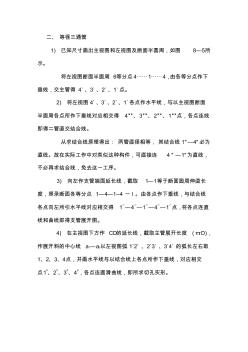
二、等径三通管 1)已知尺寸画出主视图和左视图及断面半圆周,如图8—5所 示。 将左视图断面半圆周6等分点4⋯⋯1⋯⋯4,由各等分点作下 垂线,交主管得4`、3`、2`、1`点。 2)将左视图4`、3`、2`、1`各点作水平线,与以主视图断面 半圆周各点所作下垂线对应相交得4”、3”、2”、1”点,各点连线 即得二管直交结合线。 从求结合线原理得出:两管直径相等,其结合线1"—4"必为 直线。故在实际工作中对类似这种构件,可直接连4"—1"为直线, 不必再求结合线,免去这一工序。 3)向左作支管端面延长线,截取1—1等于断面圆周伸直长 度,照录断面各等分点1—4—1--4一l。由各点作下垂线,与结合线 各点向左所引水平线对应相交得1∞—4∞—1∞—4∞—1∞点,将各点连直 线和曲线即得支管展开图。 4)在主视图下方作c
格式:pdf
大小:278KB
页数:4P
人气:89
4.4
大口径三通管自动热模拔制成形模具设计 对大口径三通管热模拔制成形新工艺进行研究,提出了一种能够对管件需加热区进行均匀加热的自动化加热装置,采用交流伺服电动机驱动的线性模组实现加热枪的精确位置控制,通过多边形弧板,合理布置加热枪,通过运动合成实现均匀加热。提高了热模拔制工艺的自动化水平和生产效率,有较大的推广价值。
格式:pdf
大小:154KB
页数:3P
人气:89
4.5
大口径聚乙烯三通管件的设计 文章介绍了大口径聚乙烯三通管件设计的一些基本要素点,解决大口径聚乙烯三通管件椭圆度,直径尺寸公差问题的方法,产品静液压实验薄弱点产生的机理与控制,剖析了等径三通与异径三通系列的优化设计,具有实际的应用价值。
格式:pdf
大小:280KB
页数:3P
人气:89
4.8
大口径热压三通挤压工艺数值模拟 在国内,大口径x80钢级的热压三通制造技术一直缺乏系统的研究。针对西气东输二线管道工程三通,通过数值模拟分析方法获得并优化了准ф1219mm三通成形工艺参数,为大口径热压三通挤压工艺提供理论依据。
格式:pdf
大小:222KB
页数:3P
人气:89
4.8
WFHY555钢级大口径热压三通的研制及应用 在总结管线的发展趋势的基础上,指出热压三通应用在管线中的独特地位。通过分析制造工艺,在材料、结构尺寸及热处理工艺方面总结了热压三通制造工艺的关键技术,并对热压三通试样进行了拉伸和冲击韧性分析。
格式:pdf
大小:172KB
页数:未知
人气:89
4.5
斜三通管液压挤胀成形工艺及模具装置 分析了斜三通管液压挤胀成形工艺的三个变形阶段,介绍了液压挤胀成形模装置及其液压原理,指出了造成制件缺陷的主要原因。
文辑创建者
我要分享 >
职位:室内装饰安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐