大山选矿厂铜精矿输送系统改造实践
2025-03-25

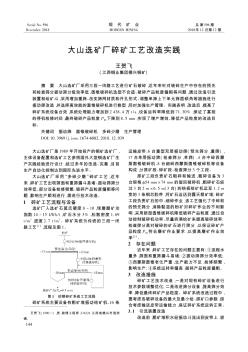
大山选矿厂采用三段一闭路工艺进行矿石破碎,近年来针对破碎生产中存在的预先和检查筛分振动筛分级效率低、圆锥破碎机选型不合适、破碎产品粒度偏粗等问题,通过改造引流装置和给矿斗,采用增加重筛、改变筛网材质和开孔形式、调整单筛上下单元筛面倾角等措施进行振动筛改造,并选择高效能的圆锥破碎机进行换型,同时加强生产管理。实践表明,改造后,提高了碎矿系统设备台效,系统处理能力增加到2438.4万t/a,设备运转率降低到71.30%,保证了富裕的停机检修时间,最终破碎产品粒度p_(80)下降到8.5mm,实现了增产增效、降低产品粒度的改造目标。
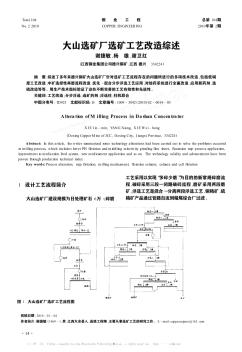
综述了多年来德兴铜矿大山选矿厂针对选矿工艺流程存在的问题所进行的多项技术改造,包括低碱度工艺改造、中矿选择性再磨流程改造、优先-混合分步浮选工艺应用、对给药系统进行全面改造、应用新药剂、选硫改造等等。用生产技术指标验证了这些不断完善的工艺有效性和先进性。
编辑推荐下载
格式:pdf
大小:770KB
页数:5P
人气:67
 4.5
4.5
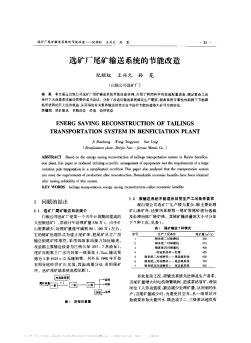
本文通过白银公司选矿厂尾矿输送系统节能改造实例,介绍了利用科学有效地配置设备,满足复杂工况条件下大流量浆体输送需要的成功尝试。分析了改造后输送系统满足生产需要,提高系统可靠性的前提下节能降耗所获得的巨大经济效益,从而得出有关浆体输送的老企业中进行节能改造将大有可为的结论。
格式:pdf
大小:130KB
页数:2P
人气:67
4.6
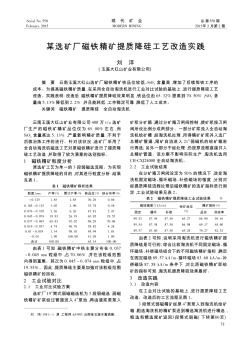
云南玉溪大红山选矿厂磁铁精矿铁品位较低、sio2含量高,增加了后续炼铁工序的成本。为提高磁铁精矿质量,在采用全自动淘洗机进行工业对比试验的基础上,进行提质降硅工艺改造。实践表明:改造后,磁铁精矿提质降硅效果明显,铁品位由65.32%提高到70.50%,sio2含量由5.13%降低到2.2%,并且能耗低,工作稳定可靠,降低了人工成本。
热门文档 大山选矿厂铜精矿输送系统改造实践
格式:pdf
大小:168KB
页数:1P
人气:67
4.3
利用前述入选品位与精矿品位和产率的回归方 程,可计算各单元的铁精矿和铜精矿的产率和品位。 矿石硫品位变化不大,硫精矿的产率和品位简化为 常数———生产平均值。 根据不同品位精矿的售价,即可计算fe、cu、s 精矿的销售收入。 根据前述各种单位可变费用,即可计算各单元 的可变成本: 可变成本=采矿可变成本+选矿可变成本+运 输费用+维简费用+流动资金利息+资源补偿费, 资源税=采出矿石量×税率, 单元利润(只计可变费用)=销售收入总额-可 变成本总额-资源税。 5万余个最小选别开采单元的利润,是利用 excel系统软件的vb编辑器,自编程序,由计算 机自动计算。 共有87个最小选别开采单元的利润小于零,表 2列出了部分亏损和盈利单元的fe、cu、s品位和利 润额。由表2可见,有些fe品位在36
格式:pdf
大小:186KB
页数:3P
人气:67
4.3
针对pznb型注水泥浆泵在尾矿输送过程中存在维修率较高的问题,对尾矿泵的喂料系统、冲洗注水系统、压力安全保护装置进行了技术改造。该系统经实际运行解决了故障率高的问题,提高了尾矿设备安全运行效率。
格式:pdf
大小:481KB
页数:3P
人气:67
4.3
齐大山选矿厂两分选作业区均存在一段磨矿球磨机台时处理量低、溢流过磨严重的问题,影响铁精矿产量。为解决该问题,采取延长球磨机稳定高效运转周期、提高一段磨矿球磨机台时处理量和改变生产组织模式等措施进行技术改造。应用实践结果表明,改造后,球磨机稳定高效运转周期实现率提高到80%,一段磨矿球磨机台时处理量提高了30%以上,由原"球磨机"为主转车模式改为以"浮选区"为主转车模式,过磨现象也得到改善,达到改善磨矿效果、增产降耗的目的。
格式:pdf
大小:129KB
页数:3P
人气:67
4.4

车河选矿厂因原矿品质下降,原中矿系统存在给矿品位低、铁含量高、重选富集效果差等问题,影响选厂效益.为解决该问题,通过增加螺旋溜槽分流选别原中矿系统混合给矿中的6#磨机排矿和锯齿波跳汰机二室粗精矿、加装磁选机对矿摇床给矿预先脱铁、增大磨矿介质直径等措施,优化了工艺流程,降低了中矿摇床给矿铁含量,提高了浮选作业效率.生产实践结果表明,改造后,中矿系统锡金属回收率由改造前的4.13%提高到5.10%,锡精矿质量合格率由78.63%提高到85.47%,选厂每年可增加经济效益656万元.
格式:pdf
大小:298KB
页数:5P
人气:67
4.5
介绍了攀钢矿业公司密地选矿厂提高尾矿输送浓度的改造内容。生产实践表明:尾矿浓缩及输送系统改造后设备运行可靠,尾矿浓度由27%提高到40%左右,实现了尾矿单系列输送全部入库,同时提高了环水利用,节省了电耗,消除了对金沙江的污染,具有明显的经济效益和社会效益。提出了增加自动控制及进一步提高环水利用率的改进措施
精华文档 大山选矿厂铜精矿输送系统改造实践
格式:pdf
大小:141KB
页数:4P
人气:67
4.6

介绍了齐大山选矿厂一选车间改造的过程和生产实践.通过对工艺流程的两次改造,采用了重选-弱磁选-强磁选-酸性正浮选流程.这种阶段磨矿、阶段选别的流程不仅取得了良好的技术经济指标,也为鞍山地区红矿选矿开拓出一条新路.
格式:pdf
大小:2.0MB
页数:4P
人气:67
4.6
毛坪铅锌矿选矿厂使用的plc型自动加药机,在生产使用中暴露出药剂管道易堵塞、电磁阀维护工作量大等问题.针对给药系统存在的不足,引进了单螺杆泵及相关配套设备对给药系统进行改造.改造后药剂添加精度略有降低,但能满足当前选矿生产的要求,且在实际生产中显著提升了给药稳定性,降低了给药维护工作量,改善了给药作业环境.
格式:pdf
大小:1.1MB
页数:4P
人气:67
4.5

毛坪铅锌矿选矿厂使用的plc型自动加药机,在生产使用中暴露出药剂管道易堵塞、电磁阀维护工作量大等问题。针对给药系统存在的不足,引进了单螺杆泵及相关配套设备对给药系统进行改造。改造后药剂添加精度略有降低,但能满足当前选矿生产的要求,且在实际生产中显著提升了给药稳定性,降低了给药维护工作量,改善了给药作业环境。
格式:pdf
大小:559KB
页数:4P
人气:67
4.6
介绍了齐选厂泵站输送自动化系统概况。提出了信息采集传输、实时监测、实时预报、信息监控自动化、信息传输与处理网络化、调度管理等自动化改造方案。推进了大型泵站现代化进程。
格式:pdf
大小:120KB
页数:3P
人气:67
4.5
某铁矿随着生产规模扩大,入选矿石性质发生变化,原单一的弱磁选选矿工艺已满足不了生产的需要。在分析矿石工艺矿物学的基础上,对选矿工艺进行技术改造。通过改进分级设备、更新磁选设备、强化脱泥等措施对原选矿工艺流程进行改造,最终确定阶段磨矿—分段磁选—强化脱泥镜磁分选的工艺流程。生产实践中获得了铁品位为63.64%、回收率为17.35%的磁铁精矿和铁品位为60.61%、回收率为65.12%的镜铁精矿,达到了改善生产指标的目的。
最新文档 大山选矿厂铜精矿输送系统改造实践
格式:pdf
大小:183KB
页数:3P
人气:67
4.6
某选矿厂氧化矿选矿选矿指标差,铅精矿含锌高,跑槽严重.通过技术改造,铅精矿铅品位提升20%,含锌量下降10%,锌金属回收率提升20%.
格式:pdf
大小:280KB
页数:4P
人气:67
4.3
金安矿业选矿厂原工艺流程干式磁选抛尾效果不理想,一段磨矿细度偏粗,选矿成本较高,市场竞争力较弱。在分析矿石性质的基础上,通过优化干选抛尾系统、增设磨前粗粒湿式预选抛尾、降低精矿产品细度对原工艺流程进行技术改造。改造后,一段磨矿溢流细度-0.074mm含量由42.0%提升到45.0%以上,铁精矿-0.074mm含量由58.6%提升到68.0%左右,铁品位达到68.0%以上,每年创造经济效益2700多万元,改造取得显著效果。
格式:pdf
大小:199KB
页数:2P
人气:67
4.4
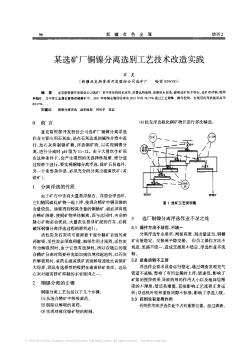
亚克斯资源开发股份公司选矿厂多年来坚持技术攻关,改善选别流程,更新原有设备,提高选矿技术指标,选矿获得铜、镍两种精矿,其中伴生金属钴富集在镍精矿中。2011年将铜金属回收率由2010年的78.77%通过工艺调整、操作控制,合理用药等措施提高至80.27%。
格式:pdf
大小:153KB
页数:3P
人气:67
4.8
卜够 ·给捧水技术应用· 蛐。,毛 龇.砰:)f 水厂选矿厂尾矿水力输送系统 改造方案设计特点 吴元存 · 、 一 、 刖舀—l— 水厂选矿厂挖潜改造工程是在现有每年 处理原矿845万t能力的基础上,通过维简挖 潜改造增加到1800万t,达到年生产铁精矿 粉640万t规模'以满足首钢八·五矽规戈u 炼铁的发展需要。 水厂铁矿多年来的生产实践证明,每生 产lt品位为68.5%的精矿粉(该项指标现 为国内同行业之首),需处理原矿达3.33t。. 扣除现有能力后,选矿厂必须通过挖潜改造 增加年处理955万t的磨选系列及其相应的辅 助配套设施,而其中尾矿水力输送系统的挖 潜改造又是重要环节之一。为此,有关生产 及设计部门共同就尾矿输送系统的改造设计 方案进行了多次研究和讨论,取得了基本一 致的
格式:pdf
大小:313KB
页数:5P
人气:67
4.5

针对西藏甲玛某铜钼矿一期选矿厂破碎设备效率低、破碎作业循环负荷大、磨矿分级效率低、浮选设计工艺不合理、浮选指标差等问题,在综合分析及工艺流程考察的基础上,通过合理分配粗、中、细碎各作业破碎比及更换筛孔尺寸,提高球磨机充填率、优化球磨机钢球和水力旋流器沉砂嘴材质、增加水力旋流器溢流圆筒除渣筛,优化铜钼混浮工艺流程、实施分点加药等一系列技术改造措施,使破碎系统处理能力从6000t/d提升到7000t/d,球磨机处理量由设计的6000t/d提高到了6800t/d,铜回收率提高了2.94个百分点,伴生金、银含量分别提高了16.56和3.04个百分点,经济效益显著。
格式:pdf
大小:104KB
页数:3P
人气:67
4.4
 攀钢选矿厂尾矿输送改造工程
攀钢选矿厂尾矿输送改造工程 攀钢矿业公司选矿厂尾矿输送存在不少问题,致使大量含钒、钛金属的尾矿排入金沙江,引起长江域环境污染和金属资源的大量流失。在科学技术关解决了输尾主体设备的砂泵、管道的耐磨性能的情况下,对尾矿输送系统进行全面改造,使尾矿输送入率达93%以上。在此基础上又针对其尾矿浓缩性能较好的特点,进行尾矿高浓度输送试验研究和尾矿输送系统高浓度改造。
格式:pdf
大小:48KB
页数:4P
人气:67
4.7
流程考察结果表明,原工艺流程存在许多制约选矿指标提高的因素。针对存在的问题,结合矿石性质特点,从选矿工艺、流程结构和药剂制度等方面进行探索研究,提出“快速浮选—中矿选择性再磨”新工艺。经对现场流程进行新工艺改造,并开展工业试验,所获选矿指标先进,铜精矿品位、选铜回收率、硫精矿品位、选硫回收率分别为26.33%、83.17%、35.18%、59.58%,实现了全面达标。
格式:pdf
大小:1.7MB
页数:4P
人气:67
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:206KB
页数:4P
人气:67
4.7
通过适当改造原有选矿厂浮选机土建基础,调整浮选工艺流程,选择规格合适的浮选机,获得的铜精矿品位提高1.88%,回收率提高3.77%;硫精矿品位提高9.25%,达47.79%,为高硫精矿,回收率提高16.11%,选矿厂经济效益得到显著改善,资源得到有效回收.
格式:pdf
大小:131KB
页数:3P
人气:67
4.6
金川镍选矿厂在一选、二选两个生产系列基础上进行内部设备挖潜扩能800t/d的技术改造,经过一年多的生产实践,现已达到预期的效果,每年可增加处理矿量近30万t,产出精矿含镍量3000t,含铜量1500t,同时选矿技术指标接近改造前的水平。
文辑创建者
我要分享 >
职位:幕墙安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐