低碳钢管道不停输补焊接头的显微组织
2024-09-09
在试验管道上,采用Q235低碳钢进行管道不停输补焊研究,对比了不停输补焊和停输补焊焊接接头显微组织的变化,并研究了管道内水的流速对接头显微组织的影响。研究结果表明,低碳钢管道不停输补焊时,管内流动介质不断带走焊接区的热量导致焊接接头快速冷却,焊缝及粗晶区的晶粒形状和显微组织较停输焊接的有很大变化。焊缝的主要组织由晶界先共析铁素体和晶内针状铁素体组成,晶界先共析铁素体形态为细长的长条状,而且形成了沿晶界铁素体向晶内生长的不平衡组织侧板条铁素体。粗晶区的原奥氏体晶粒尺寸较停输补焊时有所减小,但形成了魏氏组织铁素体、粒状贝氏体和马氏体等不平衡组织,而且水流速度越大,粗晶区的高温停留时间越短,越容易形成不平衡组织。


低碳钢管道用氩弧焊丝选择——分析了国内焊丝h0~mn2sia、tig—js0、tig—ld和日本tgs一50焊丝的化学成分、焊接工艺性、熔敷金属的机械性能和耐蚀性能。认为tig—ld焊丝是国内最好的氩弧焊丝,己达到国外同类产品生产水平。
 浅谈低碳钢管道焊接缺陷产生的原因及措施
浅谈低碳钢管道焊接缺陷产生的原因及措施 分析了低碳钢管道焊接缺陷产生的原因,提出了消除缺陷的施工措施。
编辑推荐下载
格式:pdf
大小:60KB
页数:2P
人气:63
 4.7
4.7
低碳钢管道焊接缺陷浅析 分析了低碳钢管道焊接缺陷产生的原因,在了解焊缝内部存在的各种缺陷的基础上,制定了消除缺陷的施工方案。
格式:pdf
大小:354KB
页数:2P
人气:63
4.7
超低碳钢与铜管钎焊接头的裂纹分析 通过对超低碳钢brc3钎焊裂纹构件的成分及组织分析,发现合金元素及杂质在晶界的析出,是brc3钢抗晶间腐蚀能力下降,从而造成其钎焊裂纹的主要原因之一。
热门文档 低碳钢管道不停输补焊接头的显微组织
格式:pdf
大小:7KB
页数:2P
人气:63
4.7

低碳钢管氩弧焊打底焊的焊丝选用 1·现场焊接 我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时, 曾采用过h08(或h08a)、h08mn2si、tig-j50及er705-3和瑞 典ok焊丝,十多年的应用经验表明,没有发生焊接质量事故, 焊缝能够满足设计和使用要求。不同焊丝的差别主要是:使用 h08a焊丝tig打底时,焊缝根部容易产生气孔,焊缝成型差; 使用h08mn2si和tig-j50焊丝打底时,焊缝成型好,易于手工 操作,气孔很少,焊缝质量容易保证。由于h08mn2si是国内生 产的埋弧焊焊丝,容易采购,h08mn2si焊丝在手工钨极氩弧焊 打底中得到广泛应用。 2·分析 手工钨极氩弧焊打底所选用的焊丝,除应满足机械性能要求 外,还应具有良好的可操作性并且不产生缺陷。从焊接工艺试验 的机械性能可以看出,h08mn2si焊丝打底焊缝的
格式:pdf
大小:925KB
页数:5P
人气:63
4.7
低碳钢与紫铜搅拌摩擦焊接头显微组织分析 用搅拌摩擦焊焊接了4mm厚的q235低碳钢板和t2紫铜板,得到了内部无缺陷、外观成形良好、无变形的对接接头。研究表明,低碳钢紫铜接头的显微组织与其所受到的热和力作用大小有关。在接头钢侧,轴肩挤压区有较大的变形,组织发生动态再结晶后形成了细小的等轴晶铁素体;在探针附近的热影响区,经历的应变较小,组织则由变形的先共析铁素体和侧板条铁素体组成。在接头铜侧热影响区的晶粒受热长大,而热力影响区的铜由于发生了动态再结晶,晶粒细小。在焊核区,上部主要由钢、铜薄层交叠组成;焊核中下部为钢、铜及钢与铜形成的化合物交叠组成的漩涡状条带,其中铜条带的组织为细小的等轴晶,钢条带的组织为细小的等轴晶或先共析铁素体+侧板条铁素体组织。
格式:pdf
大小:82KB
页数:6P
人气:63
4.5
低碳钢管tig打底焊的焊丝选用 结合多年对低碳钢管进行手工钨极氩弧焊(tig)的经验,通过选用h08a、h08mn2si、 tig-j50焊丝对20低碳钢管进行的焊接工艺试验以及现场使用的比较分析,认 为焊丝中mn、si含量及其比值mn/si具有关键作用,施工选用h08mn2si、tig-j50、 er49-1是可行的,在目前首选h08mn2si焊丝进行低碳钢管tig打底焊是合理的。 在石油、化工、电站装置中,工艺管道和石油化工管式炉及锅炉的炉管绝大 部分是低碳钢管,最常用的牌号有:10、20、q235、20g。由于这些装置工艺条 件苛刻,对焊缝质量和管道清洁度都有较高要求,在现场施工中,我们常采用手 工钨极氩弧焊(tig)打底和手工电弧焊(smaw)填充、盖面的焊接工艺焊接较为重 要的碳钢管。我国80年代初在上述装置管道焊接中开始推广手工钨极氩弧
格式:pdf
大小:473KB
页数:3P
人气:63
4.6
铜-低碳钢钎焊接头的耐蚀性评价 通过动态挂片腐蚀实验、宏观和金相组织观察、sem及能谱分析等方法对采用cu-zn钎料、ag-cu钎料、cu-p钎料钎焊的无氧纯铜-低碳钢管钎焊接头的耐蚀性能进行了评价分析.结果表明:采用cu-p钎料时钢和钎缝间出现裂纹,接头遭受腐蚀后铜管内壁普遍腐蚀,同时钎缝因腐蚀而开裂;cu-zn钎缝成型好,但钎缝本身出现由于金相组织发生选择性腐蚀而引起的局部蚀坑,铜管对应处也出现明显减薄性腐蚀;ag-cu钎料所焊接头成型好,接头各处腐蚀轻微.建议采用ag-cu钎料进行铜-低碳钢的钎焊
格式:pdf
大小:1.0MB
页数:5P
人气:63
4.4
薄壁低碳钢管焊接变形的数值模拟 基于泛用软件abaqus,开发了适用于模拟熔化焊产生的温度场、应力场和应变场的热弹塑性非线性有限元计算方法.通过建立三维有限元模型和采用双椭球高斯体积移动热源,对低碳钢薄壁钢管的焊接温度场和焊接变形进行了数值模拟.同时还采用焊接机器人实际进行了低碳钢薄壁钢管的焊接,并实测了钢管的焊接变形.结果表明,数值模拟得到的变形和试验测量值十分吻合,验证了所开发数值计算方法的有效性.
精华文档 低碳钢管道不停输补焊接头的显微组织
格式:pdf
大小:748KB
页数:3P
人气:63
4.5
紫铜管与低碳钢管焊接件开裂分析 某紫铜管与低碳钢管焊接件焊接后在焊接接头靠近紫铜管侧出现了大量开裂现象,通过对开裂部位紫铜管部分进行宏观分析、化学成分分析、扫描电镜断口观察及金相检验,对焊接件的开裂原因进行了分析。结果表明:紫铜管原材料中氧含量超标以及焊接温度过高共同引起晶界弱化,致使在焊接接头处叠加了较大的组织应力和热应力,当叠加应力大于材料的承受能力时就会引起晶界破裂,导致焊接件开裂。最后在分析的基础上提出了改进措施。
格式:pdf
大小:106KB
页数:4P
人气:63
4.4
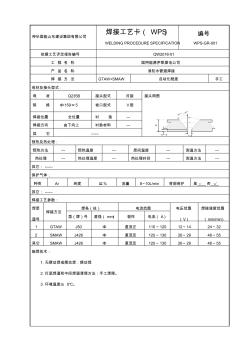
神华国能山东建设集团有限公司 焊接工艺卡(wps) weldingprocedurespecification 编号 wps-gr-001 依据工艺评定报告编号qw2018-01 工程名称国网能源伊犁煤电公司 产品名称消防水管道焊接 焊接方法gtaw+smaw自动化程度手工 母材及接头型式: 母材q235b接头型式对接接头简图 δ 0.5~21~3 30° ~35 ° 规格φ159×5坡口型式v型 焊接位置全位置衬垫--- 焊接方向由下向上衬垫材料--- 其它------ 预热及热处理: 预热方法---预热温度---层间温度---测温方法--- 热处理---热处理温度---热处理时间---测温方法--- 其它:------ 保护气体: 种类ar纯度≧%流量8~10l/min
格式:pdf
大小:97KB
页数:12P
人气:63
4.6
碳钢管道焊接工艺规程 鄂尔多斯市精工动力设备安装有限责任公司 年月日 1 碳钢管道焊接工艺规程 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件, 其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新 版本适用于本标准。 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 dl/t869-2004《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求
格式:pdf
大小:30KB
页数:6P
人气:63
4.8
碳钢管道焊接工艺方案 一.焊接条件 1.材料 ①母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料 质量证明书或材质复验报告。 ②焊接材料(以下简称焊材) a.进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证 明书。 b.施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管 理规范》规定要求执行。 2.主要设备及工具 ①设备逆变焊机或硅整流焊机,预热和热处理设备、高温烘箱、恒温箱、 除湿机、温度和湿度测量仪、碳弧气刨等设备完好,性能可靠。计量仪表正常, 并经检定合格且有效。 ②工具便携式焊条保温筒、角向磨光机、钢丝刷、凿子、榔头等焊缝清理与 修磨工具配备齐全。 3.焊接工艺评定按相应规程、标准规定的要求已完成。焊接工艺卡已 4.焊工按《锅炉压力容器焊工考试规则》规定要求,经考核具有相应的持 证项目。 5.焊接环境 ①
最新文档 低碳钢管道不停输补焊接头的显微组织
格式:pdf
大小:47KB
页数:6P
人气:63
4.7

碳钢管道焊接工艺指导书 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 《焊工技术考核规程》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料质量证 明书或材质复验报告。 3.1.2焊接材料(以下简称焊材) 3.1.2.1进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明 书。 3.1.2.2施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管理规范》 规定要求执行。 3.2主要设备及工具 3.2.1设备 焊机等设备完好,性能可靠。计量仪表正常,并经检定合格且有效。 3.2.2工具 角向磨光机、钢丝刷、凿子、榔
格式:pdf
大小:96KB
页数:12P
人气:63
4.3
碳钢管道焊接工艺规程 鄂尔多斯市精工动力设备安装有限责任公司 年月日 碳钢管道焊接工艺规程 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件, 其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新 版本适用于本标准。 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 dl/t869-2004《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并
格式:pdf
大小:49KB
页数:6P
人气:63
4.3
范文范例学习指导 word整理版 碳钢管道焊接工艺指导书 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 《焊工技术考核规程》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料质量证明 书或材质复验报告。 3.1.2焊接材料(以下简称焊材) 3.1.2.1进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明书。 3.1.2.2施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管理规范》 规定要求执行。 3.2主要设备及工具 3.2.1设备 焊机等设备完好,性能可靠。计量仪表正常,并经检定合格且有效。 3.2.2
格式:pdf
大小:1002KB
页数:5P
人气:63
4.4
低碳钢管子全位置A-TIG焊接法 a-tig焊是一种新型高效的焊接法,具有熔深深,热影响区小、焊缝窄、变形量小、效率高等特点.对低碳钢管子全位置a-tig焊接法进行了研究.在分析了涂覆活性剂后管子全位置焊接过程中熔池的受力状态的基础上,制定了相关焊接工艺.对6mm厚的低碳钢管子焊接时不开坡口,将活性剂刷涂于待焊焊道表面,使用管道全位置焊机进行焊接,可以一次焊透,并能单面焊双面成形.突破了管道全位置焊机只能焊接薄壁管的局限性,使得管道全位置焊机的使用范围进一步扩大,焊接效率大幅度提升.
格式:pdf
大小:156KB
页数:4P
人气:63
4.5
碳钢管道全位置自动TIG焊 以20#碳钢管φ88.9×4.5管-管对接焊接为例,简述碳钢管道全位置自动tig焊的焊接工艺和操作要点。主要包括:工作条件;坡口型式的选择和加工;组对工艺参数和要求;焊接试验前的准备;分析主要工艺参数对焊缝成形的影响;根据全位置焊接过程中的受力特点,合理划分焊接区间,通过试验优化焊接工艺参数;最后按照标准进行一系列检查和试验,形成成熟的焊接工艺。
格式:pdf
大小:106KB
页数:未知
人气:63
4.5
低碳钢管道焊接用TIG—LD氩弧焊焊丝研制 研制的低碳钢管道焊接用tig—ld氩弧焊焊丝的化学成分为:005%~010%c、09%~18%mn、05%~12%si、0025%~004%p(s)以及总量小于05%的微量元素ti、al、re等,焊丝用钢采用中频感应电炉氧化法冶炼,先热轧后冷拔工艺成型。焊丝的焊接工艺试验表明,熔池无飞溅,焊丝熔化均匀连续,焊缝金属致密且与母材熔合良好。焊缝金属和焊接接头的性能测试表明,熔敷金属的化学成分、机械性能和耐腐蚀性能等综合性能指标达到了国外同类产品水平,是国内用于低碳钢管道焊接最理想的焊丝。
格式:pdf
大小:103KB
页数:3P
人气:63
4.5
低碳钢管道用氩弧焊丝(TIG—LD)的研制 研制的tig-ld氩弧焊丝适用于40kg级的低碳钢管道焊接,该焊丝的特点是焊接工艺性能优良,化学成分设计合理,熔敷金属的机械性能及耐腐蚀性能均达到国外同类产品水平。
格式:pdf
大小:439KB
页数:未知
人气:63
4.6
低碳钢管道用氩弧焊丝(TIG-LD)的研制 研制的tig-ld氩弧焊丝适用于40kg级的低碳钢管道焊接。该焊丝的特点是焊接工艺性能优良,化学成分设计合理,熔敷金属的机械性能及耐腐蚀性能均达到国外同类产品水平。
格式:pdf
大小:501KB
页数:3P
人气:63
4.6
余热锅炉低碳钢管道泄漏原因及改进建议 某水泥窑窑头余热锅炉在过热器箱体附近发现多处裂纹,造成管道蒸汽大量泄漏,严重影响发电效率。采用扫描电镜、能谱仪进行分析,综合大量运行参数,判断裂纹形成原因为应力腐蚀。而引起低碳钢应力腐蚀的原因是蒸汽中热碱含量超标。基于应力腐蚀机理,对其余部位也进行了安全性评估,并提出了改进建议。
文辑创建者
我要分享 >
职位:钢结构安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐