低碳钢丝、电镀锌钢丝的规格和重量
2025-01-21
型号 公称直径( mm) 理论重量(㎏ /100米)每捆重量(㎏) 低碳钢丝 电镀、热镀锌 4 6 6 5 5.5 5.5 6 5 5 7 4.5 4.5 8 4 4 9 3.5 3.5 10 3 3 11 2.8 2.8 12 2.5 2.5 13 2.2 2.2 14 2 2 15 1.8 1.8 16 1.6 1.6 17 1.4 1.4 18 1.2 1.2 19 1 1 20 0.9 0.9 21 0.8 0.8 22 0.7 0.7 23 0.6 0.6 24 0.55 0.55 25 0.5 0.5 26 0.45 0.45 27 0.4 0.4 28 0.35 0.35 29 0.3 0.3 30 0.28 0.28 31 0.25 0.25 32 0.22 0.22 33 0.2 0.2 34 0.18 0.18 35 0.16 0.16 7.55 50 10 10\5


理论重量每捆重量 0.160.0158191.001.00 0.180.0200181.201.20 330.200.200.0247[10],[5]171.401.40 320.220.220.0298(10)161.601.60 310.250.250.0385[10],[5]151.801.80 300.280.280.0483(10)142.002.00 290.300.300.0555(10),[5]132.202.20 280.350.350.075515,(10),[5]122.502.50 270.400.400.098715,(10),[5]112.802.80 260.450.450.12515,(10),[5]103.03.0
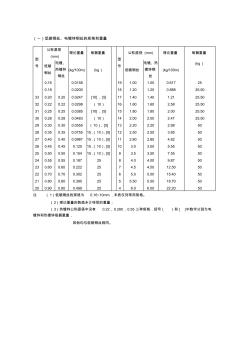
(一)低碳钢丝、电镀锌钢丝的规格和重量 型 号 公称直径 (mm) 理论重量每捆重量 型 号 公称直径(mm)理论重量每捆重量 低碳 钢丝 电镀、 热镀锌 钢丝 (kg/100m)(kg)低碳钢丝 电镀、热 镀锌钢 丝 (kg/100m) (kg) 0.160.0158191.001.000.61725 0.180.0200181.201.200.88825.50 330.200.200.0247[10],[5]171.401.401.2125.50 320.220.220.0298(10)161.601.602.5825.50 310.250.250.0385[10],[5]151.801.802.0025.50 300.280.280.0483(10)142.002.
编辑推荐下载
热门文档 低碳钢丝、电镀锌钢丝的规格和重量
格式:pdf
大小:21KB
页数:3P
人气:60
 4.8
4.8
. '. 低碳钢丝电镀新工艺规程 1工艺规程 放线→马弗炉退火→缓冷→酸洗→水洗→镀锌→回收→水洗→水洗→热水 洗→烘干→收线 2主要工序工艺规范 2.1酸洗 盐酸(比重1.16以上)400~600毫升/升 酸雾抑制剂3~5毫升/升 温度室温 2.2镀锌 硫酸锌300~450克/升 硼酸30~35克/升 光亮剂14~16毫升/升 ph4.2~5.4 阴极电流密度20~40安培/分米2 阴阳极面积比1:10~15 3镀液配制步骤 ①在镀槽中注入50%水。 ②在不断搅拌下将计算量的硫酸锌溶解完全。 ③在另一容器将计算量的硼酸用热水完全溶解后,加入镀槽。 ④加入0.5~1.0克/升锌粉到上述混合溶液中,一边缓慢地加入锌粉,一边充 分搅拌新配溶液。加完锌粉后,再连续搅拌1小时左右,并静置数小时沉淀。最 好经过滤后再使用。 ⑤测定镀液的ph值
格式:pdf
大小:312KB
页数:未知
人气:60
4.7
 低碳钢丝电镀锌工艺改进
低碳钢丝电镀锌工艺改进 我厂的主要产品是各种型号的低碳钢丝和元钉。为了防止低碳钢丝的腐蚀,延长使用寿命通常采用电镀锌的方法。因为在一般大气条件和一般介质中,锌的电极电位比碳钢较负,所以当镀层与基体金属形成原电池时,锌受腐蚀而基体金属得到保护。换言之,锌属于阳极性镀层,对钢铁基体起电化学保护作用。
格式:pdf
大小:415KB
页数:3P
人气:60
4.5
电镀锌钢丝锌层均匀性研究 通过对电镀锌机组生产线上各根钢丝锌层重量与电流分布的测定,证明锌层分布不均匀是因阳极接触面积大小不一而引起的电流分布不均匀造成的。通过对阳极板厚薄、阳极板分布等的优选,钢丝锌层分布均匀性可得到明显的改善,并较大幅度地降低电镀锌机组的生产成本
格式:pdf
大小:411KB
页数:未知
人气:60
4.5
中强度镀锌低碳钢丝的研制 1问题提出随着现代化建设速度的加快,一种新型轻质建筑材料——钢丝网架夹芯板在我国应运而生。它是国外七十年代发展的一种新型轻体板,由焊接的三维空间钢丝网架和中间填充的
格式:pdf
大小:10KB
页数:3P
人气:60
4.4
低碳钢丝热镀锌工艺规程 1工艺流程 放线→退火→缓冷→酸洗→水洗→助镀→烘干→浸锌→刮锌→收线 2主要工序工艺说明 2.1退火 由于低碳钢丝在拉拔过程中应力不断增加,所以在镀锌之前必须退火,退火温度控制在 800~830℃,一般q195线材拉拔出的低碳钢丝退火温度偏下限,q235线材拉拔出的低碳钢丝退 火温度偏上限。 2.2酸洗 酸洗通常采用1:1左右盐酸,在常温下进行即可。钢丝表面锈蚀严重酸液温度较低时盐酸 浓度可稍高,否则相反。钢丝酸洗进行过程中,亚铁离子会不断积累,当铁盐达到150克/升时, 酸洗速度将大大减慢。此时可将盐酸溶液抽出2/3,再补充2/3的1:1盐酸溶液,继续使用。 2.3助镀 溶剂助镀是热浸镀锌前处理中一道重要的工序,它可以活化钢铁表面,避免钢丝从助镀池进入 到锌锅这一段时间内钢丝在空气中氧化,提高镀锌质量,并减少锌渣的生成,从而降低生
精华文档 低碳钢丝、电镀锌钢丝的规格和重量
格式:pdf
大小:105KB
页数:未知
人气:60
4.7
电镀锌低碳钢丝的退火设备 对比分析了4种铁丝退火炉型,指出井式电阻炉和不锈钢管型连续式电阻炉较适合铁丝的退火.具体选用何种炉型须根据车间位置、燃料情况确定.
格式:pdf
大小:478KB
页数:17P
人气:60
4.4
矿用低碳钢丝 gb/t343-94 国家技术监督局1994-12-22批准1995-10-01实施 1主题内容与适用范围 本标准规定了一般用途低碳钢丝(以下简称钢丝)的分类、代号、尺寸、外形、技 术要求、试验方法、验收规则、包装、标志、质量证明书。 本标准适用于一般的捆绑、牵拉、制钉、编织及建筑等用途的圆截面低碳钢丝。 2引用标准 gb228金属拉伸试验法 gb238金属线材反复弯曲试验方法 gb701低碳钢热轧圆盘条 gb2103钢丝验收、包装、标志及质量证明书的一般规定 gb/t15393钢丝镀锌层 3分类、代号 3.1钢丝按交货状态分为三种,其代号为: 冷拉钢丝wcd 退火钢丝ta 镀锌钢丝sz 3.2钢丝按用途分为三类; ⅰ类普通用 ⅱ类制钉用 厦类建筑用 3.3钢丝的交货状态及用途应在合同中注明。 4尺寸、外形 4.1
格式:pdf
大小:127KB
页数:未知
人气:60
4.4
低碳钢丝及带材电镀锌时常见缺陷及消除方法 1.表面镀屡发黄镀液中树胶添加过多所致。纠正办法:①回流镀液并稀释,②将树胶产生的大量泡沫用网铲除去,③放少许氯化铵或中性皂片溶液,使泡沫凝结、下沉,逐步发挥其效能。
格式:pdf
大小:148KB
页数:未知
人气:60
4.6
一般用途低碳钢丝和钢丝镀锌层新国标评述 介绍gb/t343─94《一般用途低碳钢丝》和gb/t15393─94《钢丝镀锌层》两个新国标的制修订情况,并对标准中主要技术要求进行了评述。
最新文档 低碳钢丝、电镀锌钢丝的规格和重量
格式:pdf
大小:220KB
页数:4P
人气:60
4.7
电镀锌钢丝连续生产线阳极装置的改进 介绍电镀锌工艺原理。针对引进的电镀锌连续生产线阳极装置检查、更换困难的问题,对其进行改造:先后使用悬挂式阳极横梁、全祼露卧式整体铅横梁等方法,但存在劳动强度大、不易操作,镀液流动、循环差,钢丝与裸露的锌板接触发生短路,影响钢丝锌层面质量,以及会严重烧伤钢丝等质量问题,改进未获成功。采用卧式电镀锌阳极装置,触点式整体铅锑横梁,将锌板由原来裸露平卧内槽改为装入塑料盒立卧于内槽中的改造方案,解决了该生产线的不足。
格式:pdf
大小:7KB
页数:2P
人气:60
4.7
镀锌钢丝 产品简介: 镀锌钢丝是以优质的45#72a70c原料钢丝和锌为原材料,确保生产最 优的产品。翔盛采用先进的高速拉丝机,将产品丝径精确地控制在+0.02mm的 公差范围之内。同时,我们生产中采用进口拉丝油,生产出来的钢丝表面光洁亮 丽,抗氧化时间长。 使用规格: 0.2mm—3.0mm属于电镀锌丝0.2mm-2.0mm属于热镀锌钢丝 生产工艺分类: 镀锌钢丝分电镀锌钢丝和热镀锌钢丝两大类 阐述说明 电镀锌钢丝电镀锌钢丝上锌量再6-8g/mm2,可耐150-250度的高 温,锌层不脱落,而且在8小时盐雾测中锌层不退色,主要用于打弹 簧,钢丝刷及工艺品的制作。 热镀锌钢丝上锌量15-80克/平方米,最大到达100克。根据规格的粗 细了来核算锌层克重,规格越大锌层就越厚。 工艺说明(热镀锌): 热镀锌按照技术的成份又分:
格式:pdf
大小:14KB
页数:1P
人气:60
4.3

直径偏差1%伸长时的抗拉强度伸长率圈绕试验扭转试验 mm应力最小值最小值最小值a芯轴直径扭转次数b 大于小于及等于mpampa%mm最小值 -0.01 -0.03 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 ####5.50-0.02 -0.0412 18 16 16 14 12 12 4 1d 1d 1d 1d 1d 1d 1d 3 3 3.5 3.5 4 4 1100 1340 1310 1310 1290 1290 1290 1290 1170 1140 1140 1100 1100 1100 #### #### 2.25 2.75 3.00 3.50 4.25 4.75 表11级强度镀锌钢线的机械性能、扭转要求和圈绕试验芯棒直径 标称直径d mm a级镀锌层 a
格式:pdf
大小:7KB
页数:2P
人气:60
4.4
镀锌钢丝 产品简介: 镀锌钢丝是以优质的45#72a70c原料钢丝和锌为原材料,确保生产最 优的产品。翔盛采用先进的高速拉丝机,将产品丝径精确地控制在+0.02mm的 公差范围之内。同时,我们生产中采用进口拉丝油,生产出来的钢丝表面光洁亮 丽,抗氧化时间长。 使用规格: 0.2mm—3.0mm属于电镀锌丝0.2mm-2.0mm属于热镀锌钢丝 生产工艺分类: 镀锌钢丝分电镀锌钢丝和热镀锌钢丝两大类 阐述说明 电镀锌钢丝电镀锌钢丝上锌量再6-8g/mm2,可耐150-250度的高 温,锌层不脱落,而且在8小时盐雾测中锌层不退色,主要用于打弹 簧,钢丝刷及工艺品的制作。 热镀锌钢丝上锌量15-80克/平方米,最大到达100克。根据规格的粗 细了来核算锌层克重,规格越大锌层就越厚。 工艺说明(热镀锌): 热镀锌按照技术的成份又分:
格式:pdf
大小:511KB
页数:4P
人气:60
4.7
对镀锌低碳钢丝自然时效的探讨 介绍镀锌低碳钢丝经软化处理后产生的自然时效及其对钢丝力学性能的影响。研究镀锌低碳钢丝的自然时效现象和减弱其时效倾向的措施,合理的热处理工艺可降低钢丝对自然时效的敏感性
格式:pdf
大小:385KB
页数:未知
人气:60
4.3
关于棉花打包用低碳镀锌钢丝生产的问题探讨 本文就棉花打包用φ2.5毫米低碳镀锌钢丝生产的几个问题,即原材料、化学成分、弯曲试验、抗拉强度范围、棉花打包密度、退火设备等五个方面进行探讨,提出见解。
格式:pdf
大小:88KB
页数:3P
人气:60
4.8
棉花打包用低碳镀锌钢丝的研究与开发 介绍了面向市场,利用现有设备,开发棉花打包用低碳锌钢丝的工艺过程,着重说明了标准要求,开发生产中材料选用,拉丝工艺,热处理工艺,镀锌工艺,钢丝性能及表面质量等基本要点。
格式:pdf
大小:317KB
页数:未知
人气:60
4.4
棉花打包用低碳镀锌钢丝断裂失效分析 针对棉花打包用低碳镀锌钢丝断裂的特点,通过拉伸试验,应变时效试验.冲击试验.钢中气体分析,金相分析,断口sem及能谱分析.确定镀锌钢丝断裂属限性断裂,并提出了改进措施。
格式:pdf
大小:417KB
页数:3P
人气:60
4.8
谈谈冷拔低碳钢丝的逐盘检验 为了保证建筑构件的质量,必须对原材料包括冷拔低碳钢丝作严格的检验。根据《冷拔低碳钢丝预应力混凝土中小构件试行技术规程》第6条规定,对冷拔丝可以采用逐盘取样检验或分批抽样检验两种方法。目前构件厂大都采用分批检验方法,我们根据多年统计分析资料,认为采用逐盘检验方法远比分批检验为好。
文辑创建者
我要分享 >
职位:安证资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐