低温压力容器焊接质量控制及焊接工艺评定
2024-05-18
09MnNIDR 低温压力容器焊接质量控制及焊接工艺评定 [摘 要 ]主要介绍 09MnNIDR 等压力容器用低温碳钢, 如何灵活选用焊接工艺评定和影响产品焊接质量的因素及 预防措施。 [关键词 ]09MnNIDR ;低温压力容器;焊接工艺评定; 焊接质量控制 中图分类号: S875 文献标识码: A 文章编号:1009-914X (2018)18-0174-01 引言 进入 21世纪,随着我国石油、化工行业的快速发展。 与其相关用于储存干气、氮气、乙烯、烃类等低温压力容器 得到广泛的使用。其中以 16MnDR 和 09MnNIDR 为母材的 压力容器最为常见。 我选择 09MnNIDR 作为母材, 进行焊接 工艺评定的选择和焊接质量控制的分析。 一、简析影响 09MnNIDR 钢焊接的因素 1.线能量:当采用较大线能量焊接时,使近缝区的晶粒 粗大。导致冲击韧性急剧下降。我的经验是,焊条

 压力容器焊接质量控制分析
压力容器焊接质量控制分析 压力容器是一种使用条件较特殊的特种装备,泛应用于化工行业,普遍存在一定的危险性。压力容器储存的物质不同,服役的环境不同,生产的过程、工艺也不同,对焊接质量的要求却都十分严格。高焊接质量的压力容器才能在日后使用中起到保证安全的作用。所以,在化工企业中,控制压力容器焊接质量是重点问题。文本通过对压力容器焊接质量问题的分析,从人员、工艺、材料几个方面提出了加强压力容器焊接质量控制方法,对压力容器的生产给出建设性建议。
压力容器焊接质量控制 压力容器承受着容器内高温高压和腐蚀性的化学成分的多重影响。因此,压力容器焊接质量的好坏直接影响其安全运行。一旦出现焊接缺陷,压力容器在使用中易出现漏气漏液情况,严重将导致泄漏或爆炸,严重威胁安全生产。因此,就压力容器的焊接质量的优化对策进行探讨,从母材材料、焊接材料、焊接工艺及评定、施焊过程中出现的焊接缺陷以及不锈钢板在焊接过程中变形量的控制来加强对压力容器焊接质量的控制,这对压力容器的安全运行具有重要意义。
编辑推荐下载
格式:pdf
大小:118KB
页数:1P
人气:67
 4.6
4.6
压力容器焊接质量控制探讨 压力容器是一种具有一定危险性的装备,需要相关部门在压力容器质量方面能够达到一定的要求,这需要相关部门在制造压力容器方面能够确保压力容器的质量安全,尤其是焊接质量。因为压力容器的质量关系到化工行业的生产,保证化工生产的安全。文章通过分析压力容器焊接质量方面存在的问题,探讨一些能够控制压力容器焊接质量的办法,为提高压力容器的质量提供一些参考。
格式:pdf
大小:158KB
页数:2P
人气:67
4.5
焊接工艺评定时,应对一些重要因素和补加因素进行优化,包括:应选用非低氢性焊条,焊接的电流和极性尽量采用直流反接;焊条直径应尽量选用大于6mm;焊接位置应尽量采用向上立焊;预热温度应尽量选下限;层间温度应记录最大值;应尽量选用最大的焊接电流、电压和最小的焊接速度;确定焊后热处理试件的保温时间的时,应至少考虑该试件适用的焊件母材最大厚度对应的热处理保温时间。
热门文档 低温压力容器焊接质量控制及焊接工艺评定
格式:pdf
大小:1.1MB
页数:30P
人气:67
4.7

钢制压力容器焊接工艺评定 1主题内容与适用范围 本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。 本标准适用于钢制压力容器的气焊、手弧焊、氩弧焊、熔化极气体保护焊、钨极气体保 护焊、电渣焊、耐蚀层堆焊的焊接工艺评定。 2引用标准 gb150-89钢制压力容器 gb228-87金属拉伸试验方法 gb232-88金属弯曲试验方法 gb912-82普通碳素结构钢和低合金结构钢薄钢板技术条件 gb2106-80金属夏比(v型缺口)冲击试验方法 gb2270-80不锈钢无缝钢管 gb3274-88碳素结构钢和低合金结构钢热轧厚钢板和钢带 gb3323-87钢熔化焊对接接头射线照相和质量分级 gb3531-83低温压力容器用低合金钢厚钢板技术条件 gb4237-84不锈钢热轧钢板 gb5681-85压力容器用热轧钢带 gb6479-86化肥设备用高
格式:pdf
大小:262KB
页数:71P
人气:67
4.6
钢制压力容器焊接工艺评定》标准释义 一、前言 jb708—1992《钢制压力空器焊接工艺评定》发布之日起便结束了我 国压力容器行业各方面没有一致认可的焊接工艺评定标准的忆局面, 它的实施为确保压力容器焊接质量起到了积极推动作用。 jb4708—1992起草于1987年,当时国内焊接工艺评定刚刚起步,各 方面军对焊接工艺评定的认识并不完全相同。各压力容器制造单位的 焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人 员普遍缺乏,制订标准时充分考虑了面临的实际情况,而在相应条款 中做出规定。10多年来压力容器待业发生了巨大变化,数以10万计 的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制 造、安装单位的焊接技术素质普遍有了很大提高,国内近100家压力 容器制造单位取得了美国机械工程师学会的授权证书及钢印,具有国 际权威性的规范asme《锅炉及压力容
格式:pdf
大小:71KB
页数:10P
人气:67
4.5
钢制压力容器焊接工艺评定 jb4708-2000讲义 主讲人:石学军 前言 焊接工艺评定是保证产品焊接质量的重要措施,世界各国均制订了有关于焊接工艺 评定的规范和标准,规定了焊接工艺评定的内容和方法。如: 欧洲的en288, 电力的sd340-89 机械工业、石油和化学工业的jb4708-2000 美国asme标准第九卷《焊接及钎接评定》 通过焊接工艺评定,可以验证施焊单位拟订的焊接工艺的正确性,并评定施焊单位 的生产加工能力。同时,焊接工艺评定为制订正式的焊接工艺规程和焊接工艺指导书提供了可 靠的依据,这对于制订合理的焊接工艺,确保锅炉、压力容器生产的焊接质量有着重要的意义。 重要因素 重要因素是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。 焊条电弧焊的重要因素有焊条牌号和预热温度等。预热温度比已评定的合格值降低 50℃以上。 埋弧焊的重要因素有药芯焊丝牌号
格式:pdf
大小:2.0MB
页数:77P
人气:67
4.7
jb4709--2000 1 中华人民共和国行业标准 jb4708—2000 jb/t4709—2000 jb4744—2000 钢制压力容器焊接工艺评定 钢制压力容器焊接规程 钢制压力容器产品焊接试板的力学性能检验 weldingprocedurequalificationforsteelpressurevessels weldingspecificationforsteelpressurevessels mechanicalpropertytestsofproductweldedtestcouponsforsteelpressurevessels 2000—08—15发布2000—10—01实施 国家机械工业
精华文档 低温压力容器焊接质量控制及焊接工艺评定
格式:pdf
大小:737KB
页数:23P
人气:67
4.7
焊接工艺课程设计任务书 题目:zy-1型反应釜的焊接工艺制定 材料:16mnr 焊接方法:co2气体保护焊 要求: 1、看懂图纸 2、根据相关标准画出焊缝布置图,并标注焊缝类别 3、制定焊接工艺总则 4、设计焊接工艺卡 5、重要的焊缝制定相应的焊接工艺卡 6、工艺卡中应标明焊接检验的方法及标准 学生:班级:指导教师: 16mnr的焊接性分析: 16mnr的成分: 名称csimnpsainicr 含量0.150.321.380.0160.014-0.010.017 热裂纹:16mnr是普通低合金钢,是锅炉压力容器专用钢,锅炉压力容器的常用材料。它的强度较高、塑韧性零号。常见交货状态 为热轧或正火。属低合金高强度钢,含mn量较低。16mnr作为压力容器用钢,s,p含量比16mn要
格式:pdf
大小:17KB
页数:5P
人气:67
4.8
1压力容器焊接工艺的准备压力容器的制作工艺需要做到很精细, 不能够出现任何的差错。而其中的焊接工序也是同样需要很精 细,造成焊接工序出差错的原因就是材料选取的不正确。如果 在焊接时选取的钢制材料性能较差的时候,就会在焊接的接头上出现 一些裂痕,这些裂痕对于压力容器是致命的伤害;如果在选取材料时 选取了钢号或者是化学成分不对的材料,这时在使用过程中就会出现 各种腐蚀的现象;而且如果我们选用的钢制材料的转化温度高于压力 容器的温度时,就会使压力容器在制作的过程中突然断裂。所 以,综合以上几点所论述,我们在选取压力容器的制作材料时,必须 要考虑到压力容器的工作条件、工作压力、各个介质之间的腐蚀性、 钢制材料的温度,还要重点注意钢制材料的力学性能、物理性能、化 学性能等等一系列的科学因素。当然,在进行压力容器的焊接 工序的时候,还需要技术方面的硬性要求。在焊接工序的准备 阶段,在

格式:pdf
大小:72KB
页数:53P
人气:67
4.4
................. ................. 压力容器焊接工艺规程 岳阳建华工程有限公司企业标准 yyjh-cy-焊接通用工艺规程-53 目录 岳阳建华工程有限公司企业标准 yyjh-cy-焊接通用工艺规程-53 一:总则---------------------------------------------------3二:焊工 -------------------------------------------------3 三焊接工艺评定-----------------------------------------5四:焊接材料 -----------------------------------------------9五:焊前准备 ----------------------------------------
格式:pdf
大小:175KB
页数:2P
人气:67
4.4

审核 批准 审批 产品试 板作为 b类监 检点 合格产品 审批 验收 审批 复验 检验 图11-1焊接质量控制程序图a—a类监检点b—b类监检点 h—停止点r—审核点w—控制点e—检查点 e 否是不合格r合格 掌握母材e不符合施焊环符合基础知识考试 焊接性要是否重不要境要求 新评定不合格r合格 返修工艺审核不合格w合格 不合格r合格 r不合格操作技能r合格 不合格合格考试不合格合格区 外观检查区存放存放 b.ww无损检测 合格外观检查不合格不要要(产品试板作为a类监督点)a否e是 无损检测b是否到期? e是 b.r 理化试验返修工b.r
最新文档 低温压力容器焊接质量控制及焊接工艺评定

格式:pdf
大小:70KB
页数:52P
人气:67
4.5
压力容器焊接工艺规程 岳阳建华工程有限公司企业标准 yyjh-cy-焊接通用工艺规程-53 目录 岳阳建华工程有限公司企业标准 yyjh-cy-焊接通用工艺规程-53 一:总则---------------------------------------------------3二:焊工 -------------------------------------------------3 三焊接工艺评定-----------------------------------------5四:焊接材料 -----------------------------------------------9五:焊前准备 ----------------------------------------------11六:焊接 ----------------------
格式:pdf
大小:184KB
页数:31P
人气:67
4.4

岳阳建华工程有限公司企业标准yyjh-cy-焊接 通用工艺规程-53 目录 岳阳建华工程有限公司企业标准yyjh-cy-焊接 通用工艺规程-53 一:总则---------------------------------------------------3二:焊工 -------------------------------------------------3 三焊接工艺评定-----------------------------------------5四:焊接材料 -----------------------------------------------9五:焊前准备 ----------------------------------------------11六:焊接 ---------
格式:pdf
大小:30KB
页数:2P
人气:67
4.6
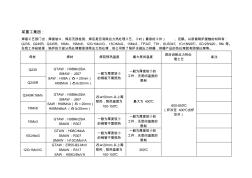
某重工集团: 焊接工艺部门出:焊接坡口、焊后无损检测、焊后是否消除应力热处理工艺、工时(着急的工件)、定额。以前做锅炉接触的材料有: q235、q245r、q345r、16mn、19mn6、12cr1movg、15crmog、15mo3、tp347、t91、sus347、1cr18ni9ti、0cr25ni20、9ni等。 在我工作经验里,锅炉的大部分热处理都是消除应力热处理,前公司除了锅炉也做压力容器,容器产品的热处理就有固溶处理等。 母材焊材焊前预热温度最大层间温度 焊后消除应力热处 理工艺 备注 q235gtaw:h08mn2sia smaw:j507 saw:h08a(δ<20mm) h08mna(δ≥20mm) 一般为厚度较小 的钢板不需预热 一般为厚度较小的 工件,无层间温度的 限制 600-650℃ (炉冷至400℃出炉 空冷) q245r q345r/1
格式:pdf
大小:185KB
页数:1P
人气:67
4.7
低温钢制压力容器焊接质量控制 低温压力容器是指在一定的低温环境下容易产生低应力脆性破坏的压力容器。低温压力容器的制造用钢主要是低温用钢,而该类钢主要就是用于制造低温条件下工作的容器、管道以及钢结构等。因此,文章将对低温压力容器的制造用钢以及焊接的特点和检测进行分析与探讨,总结了为保证低温钢制压力容器制造质量而在编制施工工艺时须考虑的主要影响因素以及采取相应的质量控制措施。
格式:pdf
大小:11KB
页数:4P
人气:67
4.8
对《钢制压力容器焊接工艺评定》 jb4708-2000标准的学习和理解 -------王金海 一、焊接工艺评定的概念 焊接是制造压力容器(管道)的重要工艺,焊接质量在很大程度上决定了制造质量。焊接质 量主要包括:焊缝外观、焊接缺陷、焊接变形与应力、焊接接头的使用性能和焊接接头外形 尺寸等,其中焊接接头的使用性能和焊接缺陷是产品焊接的基础质量。焊接工艺能否保证产 品的焊接质量,施焊前需要在试件上进行验证;所以,焊接工艺评定的概念就是为验证所拟 定的焊件焊接工艺的正确性而进行的试验过程及结果评价。 二、焊接工艺评定的目的和重要性 焊接工艺评定的目的主要有两个:一是为了验证施焊单位所拟定的焊接工艺的正确性,为编 制产品的焊接工艺规程提供可靠的依据;二是为了评定施焊单位的设备、工艺装备和焊接人 员适应焊接生产的能力。因此焊接工艺评定既不能引进、也不能输出
格式:pdf
大小:410KB
页数:34P
人气:67
4.7
《钢制压力容器焊接工艺评定》标准释义 字体大小:大|中|小2007-01-0512:57-阅读:1837-评论:6 一、前言 jb708—1992《钢制压力空器焊接工艺评定》发布之日起便结束了我国压力容器行业各方面没有一致认可 的焊接工艺评定标准的忆局面,它的实施为确保压力容器焊接质量起到了积极推动作用。 jb4708—1992起草于1987年,当时国内焊接工艺评定刚刚起步,各方面军对焊接工艺评定的认识并不完 全相同。各压力容器制造单位的焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人员普遍 缺乏,制订标准时充分考虑了面临的实际情况,而在相应条款中做出规定。10多年来压力容器待业发生了 巨大变化,数以10万计的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制造、安装单位的 焊接技术素质普遍有了很大提高,国内近100
格式:pdf
大小:91KB
页数:1P
人气:67
4.8
压力容器焊接质量中的控制 焊接质量对压力容器的寿命与安全运行起着重要作用,同时也直接关系到人民群众生命与财产安全。本文简要的对压力容器制造中焊接质量控制的主要内容与基本方法做出了分析。
文辑创建者
我要分享 >
职位:建筑智能化设计工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐