大型钢吊车梁加劲肋板与下翼缘板误角焊补救处理方法
2024-05-17
从大型钢吊车梁加劲肋的设计原理入手,探讨钢吊车梁加劲肋与下翼缘板不可焊接的原因,提出一旦误焊后可采取的补救方法及经验,供工程设计施工参考。

重型工业厂房吊车梁下翼缘板夹层问题处理方法——钢结构重型工业厂房中吊车梁的受力情况比较复杂,其截面形式为实腹式焊接工字型,主要作用是提高吊车粱的承载力及疲劳强度。根据钢结构吊车梁的疲劳试验研究,凡是下翼缘边部缺口、拼接焊缝有夹渣、气孔等缺陷,...
 钢吊车梁的加固处理方法
钢吊车梁的加固处理方法 针对吊车梁的破损及吊车升级等情况,对吊车梁的加固处理方法进行了系统的论述,阐明了方法的优缺点及适用情况,为此方面的研究及工程应用提供了依据。
编辑推荐下载
格式:pdf
大小:246KB
页数:未知
人气:54
 4.6
4.6
钢吊车梁改造验算与加固处理方法 针对某核电常规岛厂房吊车起重量增加,造成原有吊车梁强度、刚度等不能满足使用要求的现状,为了确保厂房运行安全,分别按增加截面法和梁下增加支撑等方法对吊车梁的加固改造进行了分析比较。另外,提出了一种增加吊车之间最小间距以及增加吊车极限距离的方法,使原吊车梁满足现荷载情况的要求。
格式:pdf
大小:275KB
页数:3P
人气:54
4.5
对焊接钢吊车梁腹板与上翼缘之间疲劳裂缝的探讨 对重级工作制焊接钢吊车梁腹板与上翼缘连接焊缝的纵向水平疲劳裂缝进行了长期的观察和研究。根据疲劳裂缝产生的不同机理,将其分为支点裂缝和肋间裂缝,并讨论了两类裂缝产生的原因、分布规律、机理以及防治的措施
热门文档 大型钢吊车梁加劲肋板与下翼缘板误角焊补救处理方法
格式:pdf
大小:1.5MB
页数:13P
人气:54
4.4

1 弧形非直角翼缘板h型钢制作工法 吉化集团吉林市北方建设有限责任公司 1 目录 1前言--------------------------------------------2 2工艺原理------------------------------------------2 3工艺流程、操作方法及要点---------------------------3 4材料及设备-----------------------------------------7 5质量控制------------------------------------------7 6安全措施------------------------------------------9 7环保措施-----------------------
格式:pdf
大小:237KB
页数:2P
人气:54
4.4
钢吊车梁加固的一种简便处理方法 厂房由于生产工艺改造要求,加大吊车吨位后,对铜吊车梁系统进行检测鉴定与加固设计的实际工程,介绍了一种在不停产情况下采用钢斜撑方案加固在用钢吊车梁的一种方法。
格式:pdf
大小:46KB
页数:未知
人气:54
4.5
大型钢吊车梁的加工制作与焊接 大型钢吊车梁的加工制作与焊接朱启秀衡阳有色冶金机械总厂炼钢车间由2跨组成,跨度为40.sin和24m,该车间设有断面为互字型的钢吊车梁多榻、其中3b%跨度为24m,高度为2.sin或2.6m,翼缘宽度为600~800mm,腹板厚度为.16~18mm,...
格式:pdf
大小:523KB
页数:13P
人气:54
4.6
大型钢吊车梁制作加工技术措施: 年产35万吨高精度高性能铝及铝合金板带材项目厂房钢结构工程中 还有大型截面的钢吊车梁,最大吊车梁跨度为24米,吊车吨位为150吨, 工作制为a5级,吊车梁采用焊接工字钢。按照经验估计此处吊车梁的最大 截面为bh3500*1100*20*50,单根吊车梁自重为45吨左右,因吊车梁截面 大,长度长,自重大,钢板厚等特点,这无疑成为了本项目施工中的难点 与重点,本项目中还存在跨度为21米,18米的吊车梁,使得构件在工厂加 工完毕后无法正常运输,在保证满足规范要求的同时,考虑将大跨度的吊 车梁从1/3跨度处分段,从而降低吊车梁的制作难度和运输难度。 一、吊车梁单元零件制作标准 吊车梁是由上翼板、下翼板、腹板、薄板、端头板组成,它的俯视和 正视均为“一”字型,断面为“工”字型制作特点,必须达到以下标准: (1)部件下料几何尺寸严格,边沿整齐。 (
精华文档 大型钢吊车梁加劲肋板与下翼缘板误角焊补救处理方法
格式:pdf
大小:385KB
页数:2P
人气:54
4.6
焊接H型钢翼缘板变形的机械矫正 一、问题的提出焊接h型钢广泛应用于工业厂房的柱、梁等。由于采用了埋弧自动焊机和半自动气割设备进行焊接和下料,保证了焊接h型钢的制造质量,降低了劳动强度,提高了生产效率,促进了焊接h型钢的生产。然而,焊接η型钢焊后变形,特别是翼缘板的龟背变形(见图1),是制造中的一个突出问题。

格式:pdf
大小:153KB
页数:5P
人气:54
4.7
工程名称 大型钢吊车梁的制作 第1章摘要: 本文介绍了大型钢吊车梁的单元制造流水线,变形的矫正,焊接顺序及胎具 、吊具的运用。 关键词:单元件制造反向变形刨平顶紧无余量下料 第2章工程概况: 大转炉工程钢结构制作工作量为2.8万吨,钢吊车梁的制作量5000吨左右 ,厂房内天车起重量大,又属于重型工作制。特别是接受跨,最大天车为200t/6 3t/20t两台,最大轮压490kw/台,小车重量102t/台,天车总重量399t/台。工 作制为a7,轨道采用qu120。最大柱间跨距24.5m。吊车梁采用焊接工字钢。最大 的吊车梁截面为-900*48,-3104*28,-800*48,自重36.8t。吊车梁支座一律为 平板式支座,采用螺栓与柱子连接,上翼板与柱子采用绞板、销钉连接。因吊车 梁截面大,长度长,自重大,钢板厚等特点,施工任务又重,这对整个施
格式:pdf
大小:163KB
页数:未知
人气:54
4.3
钢-混组合箱梁波形钢腹板下翼缘板排气孔施工 根据波形钢腹板pc连续梁波形钢腹板下翼缘板的结构特点,为了保证下翼缘板钢混接触面的混凝土和钢板密贴,通过在水平钢板上开孔,在浇筑混凝土时排出钢板下部的空气.通过科学的设计,合理的浇筑方法,确保波形钢腹板钢混接触面的质量.
最新文档 大型钢吊车梁加劲肋板与下翼缘板误角焊补救处理方法
格式:pdf
大小:132KB
页数:未知
人气:54
4.6
浅谈钢吊车梁焊接角变形的处理 分析钢吊车梁焊接后角变形产生的原因,计算吊车梁翼板变形量。重点介绍在无矫正机械情况下采用的冷矫正方法和具体过程。
格式:pdf
大小:13KB
页数:2P
人气:54
4.7
机房吊车梁施工方法 1工程概况 略 2施工方法 2.1.吊车梁的制作 2.1.1.单元件制造工序为:材料预处理——划线——下料——拼接——焊接——矫正— —存放。 2.1.2.无余量下料切割:首先确定钢梁完工后,所需零件尺寸,再加上钢梁上、下翼板 的对接拼板施焊的收缩量,拼装成h型梁施焊的收缩量,单元件的切割余量。 2.1.3.装配元件 2.1.3.1.钢吊车梁制作易变形,制作变形分两种情况:一是下料、组对、堆放不合理造 成的变形,二是焊接工艺不合理造成的应力变形,变形的形式主要有上、下翼板弯曲变形(侧 弯)上拱、下拱变形,扭曲变形三种,变形的因素:腹板因下料边缘不齐和组对不平整会造 成上拱、下拱变形。因火焰切割下料,翼板两边切割受热的时间和温度差异,以及焊接顺序, 焊缝的高度、宽度不同而造成侧弯变形,梁翻转、固定,支垫不合理造成的扭曲变形。 2.1.3
格式:pdf
大小:413KB
页数:8P
人气:54
4.7
墨香阁 精品实用文档1 大型钢吊车梁的制作 第1章摘要: 本文介绍了大型钢吊车梁的单元制造流水线,变形的矫正,焊接顺序 及胎具、吊具的运用。 关键词:单元件制造反向变形刨平顶紧无余量下料 第2章工程概况: 大转炉工程钢结构制作工作量为2.8万吨,钢吊车梁的制作量5000 吨左右,厂房内天车起重量大,又属于重型工作制。特别是接受跨,最大 天车为200t/63t/20t两台,最大轮压490kw/台,小车重量102t/台,天车 总重量399t/台。工作制为a7,轨道采用qu120。最大柱间跨距24.5m。吊 车梁采用焊接工字钢。最大的吊车梁截面为-900*48,-3104*28,-800*4 8,自重36.8t。吊车梁支座一律为平板式支座,采用螺栓与柱子连接,上 翼板与柱子采用绞板、销钉连接。因吊车梁截面大,长度长,自重大,钢 板厚等
格式:pdf
大小:45KB
页数:4P
人气:54
4.8
钢吊车梁制作 钢吊车梁为厂房内承受和传递天车动力荷载的主要受力构件。其制作特点是:截面较大, 由多块钢板和零件组合而成,焊接工作量大,变形较难控制,尺寸精度要求高,质量要求严, 制作难度大。本工艺标准适用于工业厂房建筑钢吊车梁的制作工程。 一、材料要求 1.钢材:多采用16mn或q235钢,要求抗拉强度、伸长率、屈服点、冷弯、冲击韧性 等五项机械性能合格,此外尚应控制化学万成分中碳、硫、磷的极限含量,所用钢材必须有 材质合格证明书。 2.焊条 应有质量证明书,并符合设计要求,药皮脱落或焊芯生锈的焊条不得使用,使用前在 250-350℃条件上烘烤1-2h,然后放入烘箱保持恒温使用。 3.螺栓 应的质量证明书,连接副配套,并符合设计要求,锈蚀、碰伤或混批的螺栓不得使用。 4.涂料 防腐油漆涂料的品种、牌号、颜色及配套底漆、腻子,应符合设计要求和国家标准的规 定,并有产品质量
格式:pdf
大小:304KB
页数:5P
人气:54
4.5
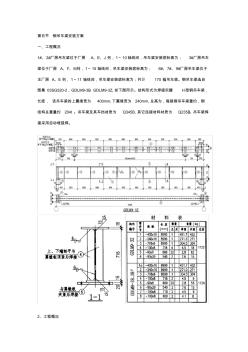
第五节钢吊车梁安装方案 一、工程概况 1#、2#厂房吊车梁位于厂房a、e、j列,1~10轴线间,吊车梁安装底标高为;3#厂房吊车 梁位于厂房a、f、m列,1~15轴线间,吊车梁安装底标高为;6#、7#、9#厂房吊车梁位于 主厂房a、e列,1~11轴线间,吊车梁安装底标高为;共计170榀吊车梁。钢吊车梁选自 图集03sg520-2,gdlm9-3b、gdlm9-3z,如下图所示。结构形式为焊接实腹h型钢吊车梁, 长度,该吊车梁的上翼缘宽为400mm,下翼缘宽为240mm,总高为,每根钢吊车梁重约,钢 结构总重量约204t。吊车梁及其车挡材质为q345b,其它连接材料材质为q235b。吊车梁焊 接采用自动埋弧焊。 2、工程概况 华能沁北电厂三期扩建(2×1000mw)机组工程,#5机汽机房吊车梁位于主厂房a、b列,1~ 11轴线间,
格式:pdf
大小:115KB
页数:3P
人气:54
4.8
大吨位重型钢吊车梁制作技术 介绍了冶金工业厂房重级工作制焊接实腹h型钢吊车梁制作工艺过程,其中针对超大超重、制作难度大、焊接要求高而确定的工艺规程和参数,为今后进行该类超大超重构件的制作积累了宝贵的经验。
格式:pdf
大小:301KB
页数:4P
人气:54
4.5

精选文档 第五节钢吊车梁安装方案 一、工程概况 1#、2#厂房吊车梁位于厂房a、e、j列,1~10轴线间,吊车梁安装底标高为9.60m;3#厂 房吊车梁位于厂房a、f、m列,1~15轴线间,吊车梁安装底标高为9.60m;6#、7#、9# 厂房吊车梁位于主厂房a、e列,1~11轴线间,吊车梁安装底标高为7.20m;共计170榀 吊车梁。钢吊车梁选自图集03sg520-2,gdlm9-3b、gdlm9-3z,如下图所示。结构形式为 焊接实腹h型钢吊车梁,长度8.40m,该吊车梁的上翼缘宽为400mm,下翼缘宽为240mm, 总高为0.75m,每根钢吊车梁重约1.2t,钢结构总重量约204t。吊车梁及其车挡材质为q345b, 其它连接材料材质为q235b。吊车梁焊接采用自动埋弧焊。 2、工程概况 2.1华能沁北电厂三期扩建(2×100
格式:pdf
大小:407KB
页数:2P
人气:54
4.7
砼T梁翼缘板防撞分析 结合某30m砼t梁通用图的设计,利用空间有限元软件对t梁翼缘板的防撞能力进行了分析,并与规范规定的方法进行了对比,提出了保证t形梁翼缘板防撞能力的措施。
文辑创建者
我要分享 >
职位:主创规划师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐