大型天圆地方管制作工艺要点分析
2024-06-05



3螺旋风管制作工艺与安装要点 3.1椭圆风管制作主要工艺流程: 3.1.1板材加工:利用专门的机械设备将整卷的镀锌钢板加工成宽度约15cm的镀锌钢带。 3.1.2圆风管制作:例如用1602管道成型机(瑞士进口,见图5)通过微电脑控制制作 成不同直径的螺旋圆形风管,风管可裁切成任意长度(一般2-4m),裁切下线后的风管接 头收口处及时点焊固定。 图51602管道成型机 铆接、翻边风管拉伸法兰制作圆风管制作板材加工 系统严密性检测三通制作风管加固 图6椭圆螺旋风管机 3.1.3法兰制作:一般是由两个半圆形法兰与矩形法兰对焊加工制成,法兰螺栓孔采用机 械冲孔;法兰的尺寸、孔距和平整度满足规范要求。 3.1.4风管拉伸:本工序的目的是将圆形风管转变成椭圆风管。不同直径的螺旋圆形风管 经专用液压成型机通过不同模具液压拉伸而成椭圆形风管(见图6),拉伸定型后
编辑推荐下载
格式:pdf
大小:21KB
页数:1P
人气:52
 4.7
4.7
科技创新 □张文涛 大型钢岔管制作工艺及技术措施 摘要介绍大型四通钢岔管制作技术,可广泛应用于类似工程项目的钢岔管制作,为同种类钢岔管制作提供借鉴。 关键词钢岔管;焊接;消应处理 收稿日期:2017-10-16 作者简介:张文涛,男,汉族,河北省水利工程局,第九工程处处长、高级工程师。 钢岔管是由柱、锥或球面和加强构 件组成的空间结构,组装及焊接过程控 制难度大,尤其是月牙形加强肋岔管, 加强肋钢板厚度大,焊接变形控制及焊 后残余应力消除又是一制作难点。 1.工程概况 2016年初,河北省水利工程局承 揽了大伙房水库输水(二期)抗旱应急 工程管件制作工作,其中包括沈阳配水 站月牙形加强肋的四通岔管,岔管主管 直径为3200mm,主管及支管板厚26mm, 材料为q345b,月牙肋厚度为120mm,拉 杆直径为350mm,材料为q
格式:pdf
大小:72KB
页数:3P
人气:52
4.5
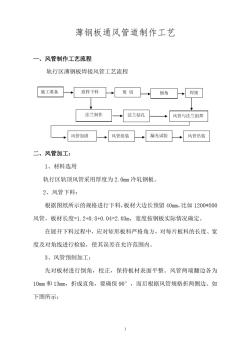
风管制作工艺 摘要:此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作:1.了解风管板材 规格;2.熟悉图纸;3.风管对接方法;4.下挂后接式接法;5.割板;6.风管 开槽;7.超长风管制作。 关键字:风管制作 此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作。 1.首先了解风管板材规格。通常用2400×1200(mm),厚20mm。 2.熟悉图纸,先了解风管立体尺寸,再算出周长,展开面积,根据所需面 积与板材规格合理下料,最大限度减少废料。如配料不当也会影响风管的美观与 强度。 3.风管制作根据风管大小不同,其对接方法通常有以下四种。 1).风管周长(角对接)小于1200mm(或2400mm) 2).风管周长大于1200mm(或2400mm)根据合理计算有两种对接方式(角 对接) 3)在某一平面对接时应先将整个风管平铺展开并错开接缝,将风管内壁接
热门文档 大型天圆地方管制作工艺要点分析
格式:pdf
大小:2.1MB
页数:16P
人气:52
4.4
弯管制作 1、弯管宜采用壁厚为正公差的管子制作。弯曲半径与直管壁厚的关 系宜符合表1的规定。 表1弯曲半径与直管壁厚的关系 弯曲半径r制作弯管用管子的壁厚 r≥6do1.06td 6do>r≥5do1.08td 5do>r≥4do1.14td 4do>r≥3do1.25td 2、弯管弯曲半径应符合设计文件和国家现行有关标准的规定。当无 规定时,高压钢管的弯曲半径宜大于管子外径的5倍,其他管子的弯 曲半径宜大于管子外径的3.5倍。 3、有缝管制作弯管时,焊缝应避开手拉(压)区。 4、金属管应在其材料特性允许范围内进行冷弯或热弯。 5、采用高合金钢管或有色金属管制作弯管时,宜采用机械方法;当 允砂制作弯管时,不得用铁锤敲击。铅管加热制作弯管时,不得允砂。 6、金属管热弯或冷弯后,应按设计文件的规定进行热处理。当设计 文件无规定时,
格式:doc
大小:38KB
页数:1P
人气:52
4.6

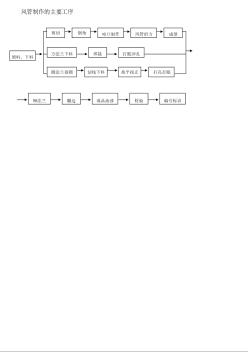
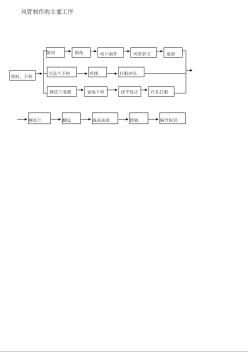
领料、下料 剪切 倒角 咬口制作 方法兰下料 方法兰下料 焊接 打眼冲孔 风管折方 风管折方 成型 铆法兰 翻边 成品油漆 检验 编号标识 圆法兰卷圆 圆法兰卷圆 划线下料 找平找正 打孔打眼 风管制作的主要工序
格式:pdf
大小:286KB
页数:24P
人气:52
4.6
本文由海门房产网http://house.hm0513.net/原创发布 金属风管制作工艺大全 1范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的 风管制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或 质量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有 镀锌层结晶花纹。 2.1.4制作不锈钢板风管和配件的板材厚度应符合表4-2的规 定。 不锈钢板风管和配件板材厚度 表4-2 圆形风管直径或矩形风管大边长不锈钢板厚度 本文由海门房产网http://house.hm0513.net/原创发布 (mm)(mm) 100~5000.5 560~11200.75 1250~20001.00 250
格式:pdf
大小:15KB
页数:1P
人气:52
4.7

风管制作的主要工序 领料、下料 剪切倒角咬口制作 方法兰下料焊接打眼冲孔 风管折方成型 铆法兰翻边成品油漆检验编号标识 圆法兰卷圆划线下找平找打孔打眼
格式:pdf
大小:37KB
页数:4P
人气:52
4.6
施工工艺 1.6.1金属风管制作 1.6.1.1工艺流程 (1)咬口连接工艺流程: 1.6.1.2操作工艺要点 (1)风管尺寸的核定。根据设计要求、图纸会审纪要,结合现场实测数据绘制 风管加工草图,并标明系统风量、风压测定孔的位置。 (2)风管展开。依照风管施工图(或放样图)把风管的表面形状按实际的大小 铺在板料上;展开方法有三种即平行线展开法、放射线展开法和三角线展开法。 (3)板材剪切前必须进行下料复核,复核无误后按划线形状进行剪切。 (4)板材下料后在压口之前,必须用倒角机或剪刀进行倒角。倒角形状如图 1.6.1.2-1。 (5)板材的拼接和圆形风管的闭合咬口可采用单咬口;矩形风管或配件的四角 组合可采用转角咬口、联合角咬口、按扣式咬角;圆形弯管的组合可采用立咬口 (图1.6.1.2-2)。 咬口宽度和留量根据板材厚度而定,应符合表1.6.1.2-1的要求。咬口留量
精华文档 大型天圆地方管制作工艺要点分析
格式:pdf
大小:303KB
页数:5P
人气:52
4.4

1、圆管制作工艺; 不锈钢管制作厂商的原材料是从鞍钢,首钢,武钢等大型钢 厂进不锈钢带,买回来后根据圆管方管或矩形管的周长来裁剪 出相应宽的的不锈钢,再将钢带加工成圆管方管。 首先将不锈钢带用轧辊旋转压制使两端翘曲为下一步工序做 准备。 使轧辊旋转压制在上一步的基础上的板,使钢板两端紧贴模 具内腔卷成一定的圆形。 在上一步基础上继续卷曲使不锈钢带卷曲成更接近成形圆钢管 的形状,使其接口距离缩短。 最后一道工序,将板滚压成圆管并向前送料,用氩弧焊枪对准板 两端接合处焊接,使之成为圆管。 方管制作工艺; 用四个带有一定圆弧的轧辊把制作好的圆管压成类似方管 的管。 再用平端的轧辊把上一步制作的管彻底压制成方管。 矩形管的制作方法也是在圆管基础上的,其工艺同方管类似。 焊缝说明:方管压制完成时候焊缝在离直角的地方大约10mm的 地方,矩形管的焊缝在较窄的一面上离直角大约10mm的地方。
格式:pdf
大小:60KB
页数:4P
人气:52
4.6
施工工艺 1.6.1金属风管制作 1.6.1.1工艺流程 (1)咬口连接工艺流程: 1.6.1.2操作工艺要点 (1)风管尺寸的核定。根据设计要求、图纸会审纪要,结合现场实测数据绘制 风管加工草图,并标明系统风量、风压测定孔的位置。 (2)风管展开。依照风管施工图(或放样图)把风管的表面形状按实际的大小 铺在板料上;展开方法有三种即平行线展开法、放射线展开法和三角线展开法。 (3)板材剪切前必须进行下料复核,复核无误后按划线形状进行剪切。 (4)板材下料后在压口之前,必须用倒角机或剪刀进行倒角。倒角形状如图 1.6.1.2-1。 (5)板材的拼接和圆形风管的闭合咬口可采用单咬口;矩形风管或配件的四角 组合可采用转角咬口、联合角咬口、按扣式咬角;圆形弯管的组合可采用立咬 口(图1.6.1.2-2)。 咬口宽度和留量根据板材厚度而定,应符合表1.6.1.2-1的要求。咬口留量的
格式:pdf
大小:27KB
页数:7P
人气:52
4.4
压力钢管制作工艺及施工 方案甘肃省水利水电工程局有限责任公司金属结构分公司施工设 计方案 1.施工目的及采用标准 为确保压力钢管制造作业处于受控状态,满足合同和技术规范的质量要求,成立由我 单位直管的质量管理监督小组,按gb/t19001-2008/iso9001:2008《质量管理体系要 求》、gb/t50430-2007《工程建设施工企业质量管理规范》、《水利工程压力钢管制造 安装及验收规范》《sl432-2008》以及招标文件《钢管采购技术要求》中的质量要求建 立本项目的质量保证体系。我单位设立的质检部作为安全质量管理机构,在施工过程中坚持车 间施工员自检、复检,质检人员专检,单位质监部门终检的方法,实施工程质量全员、全方 位、全过程、全要素的管理,实行项目主要领导对工程质量终身负责制。开工前按照《质量 手册程序文件》
格式:pdf
大小:2.6MB
页数:15P
人气:52
4.4
-1- 复合风管制作安装 制 作 书 -2- 介绍 产品和应用 本书所介绍的安装程序适用于天惠公司的天惠板及附件构成的通风管道系统。 和传统铁皮风管系统相比较,天惠的高性能的夹芯板风管产品被正确利用时,在安装和操作时能带来 很多益处: 制作和安装容易,省工省时 现场修改容易 保温性能好 空气输送安静,无噪音 内层无凝结水,不生锈,空气品质好 外观美观,可明装。 应用中的建议 1具体作业时请遵循标准管道施工原则,而非金属风管的制作程序。 2使用专用的制作工具可获得最好的效果。 3装卸、搬运和储藏风管应谨慎小心,避免损坏。 4在吊装前,只要方便抬升,应尽可能多地把管段组装起来。 5接头如果要在现场修改,可用直角刀沿一个直边进行切割,以获得一个笔直且光滑的切口。 6正确使用和选用密封材料对于安装的持久性至关重要。只能使用符合杰能要求的配件,并按要求进 行操作。 7修补所
格式:pdf
大小:68KB
页数:7P
人气:52
4.7
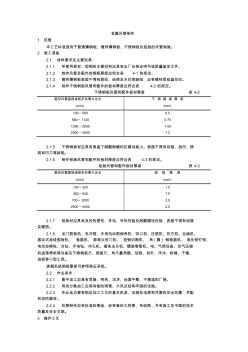
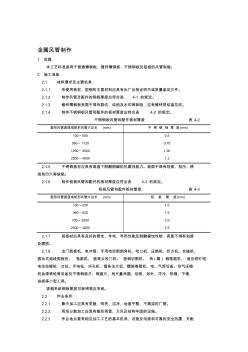
金属风管制作 1范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀锌层结晶花纹。 2.1.4制作不锈钢板风管和配件的板材厚度应符合表4-2的规定。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5000.5 560~11200.75 1250~20001.00 2500~40001.2 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮伤、锈 斑和凹穴等缺陷。 2.1.6制作铝
最新文档 大型天圆地方管制作工艺要点分析
格式:pdf
大小:17KB
页数:4P
人气:52
4.7
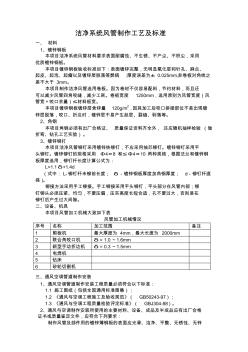
洁净系统风管制作工艺及标准 一、材料 1、镀锌钢板 本项目洁净系统风管材料要求表面耐腐蚀、不生锈、不产尘、不积尘,采用 优质镀锌钢板。 本项目镀锌钢板验收标准如下:表面镀锌完整,无明显氧化层和针孔、麻点、 起皮、起泡、起瘤以及镀锌层脱落等弊病;厚度误差为±0.025mm,非卷板对角线之 差不大于3mm。 本项目制作洁净风管选用卷板。因为卷材不仅容易配料,节约材料,而且还 可以减少风管四角咬缝,减少工耗。卷板宽度1250mm,选用原则为风管宽度(风 管宽+咬口余量)≤材料板宽。 本项目镀锌钢板镀锌层含锌量120g/m2,因其加工后咬口拼接部位不易出现镀 锌层脱落,咬口、折边时,镀锌层不易产生起层、裂缝、剥落等。 2、角钢 本项目角钢必须有出厂合格证、质量保证资料齐全外,还应随机抽样检验(做 折弯、钻孔工艺实验)。 3、镀锌铆打 本项目洁净风管铆钉采用镀锌铁铆钉,不应采用抽芯
格式:pdf
大小:26KB
页数:9P
人气:52
4.5
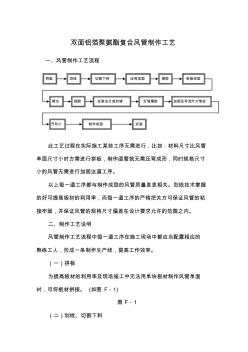
双面铝箔聚氨酯复合风管制作工艺 一、风管制作工艺流程 此工艺过程在实际施工某些工序无需进行,比如:材料尺寸比风管 单面尺寸小时方需进行拼板,制作直管就无需压弯成形,同时规格尺寸 小的风管无需进行加固这道工序。 以上每一道工序都与制作成型的风管质量息息相关。划线技术掌握 的好可提高板材的利用率,而每一道工序的严格把关方可保证风管的粘 接牢固,并保证风管的规格尺寸偏差在设计要求允许的范围之内。 二、制作工艺说明 风管制作工艺流程中每一道工序在施工现场中都应当配置相应的 熟练工人,形成一条制作生产线,提高工作效率。 (一)拼板 为提高板材的利用率及现场施工中无法用单块板材制作风管单面 时,可将板材拼接。(如图f-1) 图f-1 (二)划线、切割下料 拼版划线压弯成型切割下料粘接成型刷胶 修边刷胶打玻璃胶安装法兰或封堵加固及导流叶片制安 开风口安装制作成型 在实际施工中,双
格式:pdf
大小:66KB
页数:7P
人气:52
4.5
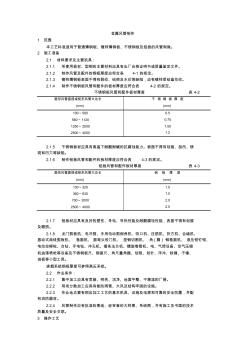
金属风管制作 1范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀锌层结晶花纹。 2.1.4制作不锈钢板风管和配件的板材厚度应符合表4-2的规定。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长(mm)不锈钢板厚度(mm) 100~5000.5 560~11200.75 1250~20001.00 2500~40001.2 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮
格式:pdf
大小:68KB
页数:7P
人气:52
4.4
金属风管制作 1范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀锌层结晶花纹。 2.1.4制作不锈钢板风管和配件的板材厚度应符合表4-2的规定。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5000.5 560~11200.75 1250~20001.00 2500~40001.2 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮伤、锈 斑和凹穴等缺陷。 2.1.6制作铝
格式:pdf
大小:304KB
页数:未知
人气:52
4.6
 悬辊式水泥管制作工艺
悬辊式水泥管制作工艺 结合301国道甘南界-博克图段工程实践,介绍了悬辊式水泥管制作工艺在呼伦贝尔盟地区的应用。
格式:pdf
大小:2.6MB
页数:19P
人气:52
4.3
复合风管制作安装 制 作 书 介绍 产品和应用 本书所介绍的安装程序适用于天惠公司的天惠板及附件构成的通风管道系统。 和传统铁皮风管系统相比较,天惠的高性能的夹芯板风管产品被正确利用时,在安装和操作时能带来 很多益处: 制作和安装容易,省工省时 现场修改容易 保温性能好 空气输送安静,无噪音 内层无凝结水,不生锈,空气品质好 外观美观,可明装。 应用中的建议 1具体作业时请遵循标准管道施工原则,而非金属风管的制作程序。 2使用专用的制作工具可获得最好的效果。 3装卸、搬运和储藏风管应谨慎小心,避免损坏。 4在吊装前,只要方便抬升,应尽可能多地把管段组装起来。 5接头如果要在现场修改,可用直角刀沿一个直边进行切割,以获得一个笔直且光滑的切口。 6正确使用和选用密封材料对于安装的持久性至关重要。只能使用符合杰能要求的配件,并按要求进 行操作。 7修补所有撕裂和穿孔的地方。 8为
格式:pdf
大小:1.3MB
页数:5P
人气:52
4.8
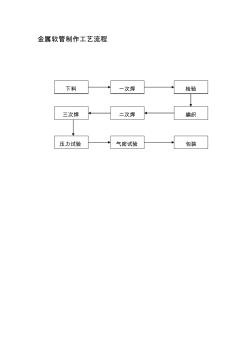
金属软管制作工艺流程 下料一次焊检验 二次焊编织 压力试验气密试验 三次焊 包装 金属软管检验和试验管理办法 金属软管原料检验项目: 1.金属网套:丝径、锭数、根数、断丝数量。方法:目测。 2.波纹管材质、波高、波距、板厚、纵焊缝无损检测。方法:测量。 3.法兰:压力等级。 4.联接接头形式:材质、螺纹。 若合同每规格数量为10支以上,则为全检,超过10支以上为抽检,按压力 等级分为低压75%抽检,中压80%抽检,高压90%抽检。 若合同每规格数量为10台以下,则为全检,超过10台以上为抽检,按压力 等级分为低压75%抽检,中压80%抽检,高压90%抽检。 检验要求: 1.外表是否光滑,有无裂纹、缺角现象 2.尺寸是否符号合所需标准或图纸要求 3.经检验是否达到合格。 验证方法: 1.检测有目测试方法(包括外表光洁度) 2.用卷尺、游标卡尺等进行
格式:doc
大小:31KB
页数:2P
人气:52
4.4
领料、下料 剪切 倒角 咬口制作 方法兰下料 方法兰下料 焊接 打眼冲孔 风管折方 风管折方 成型 铆法兰 翻边 成品油漆 检验 编号标识 圆法兰卷圆 圆法兰卷圆 划线下料 找平找正 打孔打眼 风管制作的主要工序 ================================================================ 说 明 星欣设计图库资料专卖店拥有最新最全的设计参考图库资料,内容涉及景观园林、建筑、规划、室内装修、建筑结构、暖通空调、给排水、电气设计、施工组织设计等各个领域的设计素材和设计图纸等参考学习资料。是为广大艺术设计工作者优质设计学习参考资料。本站所售的参考资料包括设计方案和施工图案例已达几十万套以上,总量在数千g以上。 图库网址
格式:doc
大小:31KB
页数:1P
人气:52
4.7
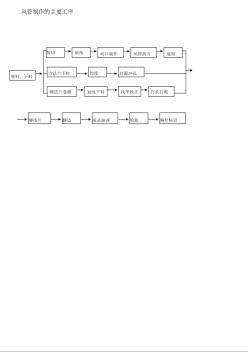
领料、下料 剪切 倒角 咬口制作 方法兰下料 方法兰下料 焊接 打眼冲孔 风管折方 风管折方 成型 铆法兰 翻边 成品油漆 检验 编号标识 圆法兰卷圆 圆法兰卷圆 划线下料 找平找正 打孔打眼 风管制作的主要工序
文辑创建者
我要分享 >
职位:给排水施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐