带压堵漏技术在高压蒸汽阀门泄漏中的应用
2025-01-17
结合高压蒸汽阀门密封泄漏的主要形式及特点,采取"焊补法"和"注剂法"进行现场应急处置是化解生产危急的实用举措。本文对焊补法和注剂法的操作技术要点进行了较为详细的论述,并提出了针对性的操作方式及注意事项。
编辑推荐下载
格式:pdf
大小:7KB
页数:2P
人气:73
 4.5
4.5

蒸汽阀门的试压 蒸汽阀门的使用介质为蒸汽和冷凝水,如果阀门失效,可能产生安全问题和非计划性停 机,阀门的泄漏会造成能源的浪费。 蒸汽阀门作为一种压力管道元件,为了确保在使用时的可靠,蒸汽阀门在满足设计要 求的同时,在工厂内还必须进行独立的压力试验。 蒸汽球阀的试压方法包括气动球阀的试验方法,气动球阀的强度试验应在球体半开状 态下进行。 浮动式球阀密封性试验:将阀处于半开状态,一端引入试验介质,另一端封闭;将球 体转动几次,阀门处于关闭状态时打开封闭端检查,同时检查填料和垫片处密封性能,不 得有渗漏现象。然后从另一端引入试验介质,重复上述试验。 固定式球阀密封性试验:在试验前将球体空载转动几次,固定式球阀处于关闭状态, 从一端引人试验介质至规定值;用压力表检查引入端密封性能,使用压力表精度05~1 级,量程为试验压力的15倍。在规定时问内,没有降压现象为合格;再从另一端引入试验

热门文档 带压堵漏技术在高压蒸汽阀门泄漏中的应用
格式:pdf
大小:6KB
页数:2P
人气:73
4.4
蒸汽阀门保温夹套 良好的保温是每个蒸汽系统节能的重要环节,在蒸汽系统中,阀门的保温可以有效 减少散热损失,降低能源消耗。蒸汽系统常用手动阀为波纹管密封截止阀,其散热面积等 效于三倍的同口径管道面积。一个dn50的瓦特dbf200波纹管密封截止阀在10barg的饱和 蒸汽压力下,一年散热7200公斤蒸汽。以蒸汽成本250元/吨为例计算,仅仅散热损失就 达1800元/年. 杭州瓦特节能根据阀门、管件、设备的外形尺寸设计和定制保温夹套。保温夹套所用 材料对阀门、管件、设备不会有任何的腐蚀。材料中不含石棉、pvc和聚氨酯保温材料, 不会对人体、环境造成伤害。 一、瓦特节能jk保温夹套是用特殊的缝纫线对三层材料精心缝制而成。主要材料性能如 下: 内层(铁氟龙高温复合布) 1、用于低温-196℃,高温300℃之间,具有耐气候性,抗老化; 2、厚度0.43mm
格式:pdf
大小:650KB
页数:3P
人气:73
4.6

阀门保温夹套方案 一.阀门使用现状及数量统计 目前使用蒸汽阀门数量非常多,且均未做保温。阀门实际表面积要远大于同样口径同样 长度裸管,因此,散热损失较大。如果采用保温夹套保温阀门有以下优点: 1.节能,减少散热损失,长期运行的情况下能够大量的节约蒸汽消耗量; 2.安全,部分车间蒸汽管路标识不清,很容易烫伤操作人员,保温后阀门表面温度更 低更安全; 3.维护的便利性,如果阀门需要维修或者拆装,普通岩棉保温拆除后无法二次利用, 保温夹可以循环使用。 统计结果(将同口径阀门及蒸汽管路附件)统一按照同口径截止阀进行计算 规格数量/只平均表面温度/℃ dn153140 dn2510150 dn329150 dn4023150 dn5021145 dn6524150 dn10010160 dn1253160 dn1505160

格式:pdf
大小:64KB
页数:3P
人气:73
4.5
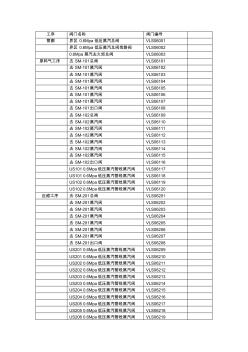
工序阀门名称阀门编号 管廊界区0.6mpa低压蒸汽总阀vls06001 界区0.6mpa低压蒸汽总阀旁路阀vls06002 0.6mpa蒸汽去火炬总阀vls06003 原料气工序去sm-101总阀vls06101 去sm-101蒸汽阀vls06102 去sm-101蒸汽阀vls06103 去sm-101蒸汽阀vls06104 去sm-101蒸汽阀vls06105 去sm-101蒸汽阀vls06106 去sm-101蒸汽阀vls06107 去sm-101出口阀vls06108 去sm-102总阀vls06109 去sm-102蒸汽阀vls06110 去sm-102蒸汽阀vls06111 去sm-102蒸汽阀vls06112 去sm-102蒸汽阀vls06113 去sm-102蒸汽阀vls
精华文档 带压堵漏技术在高压蒸汽阀门泄漏中的应用
格式:pdf
大小:16KB
页数:2P
人气:73
4.4
 阀门泄漏及带压堵漏方法
阀门泄漏及带压堵漏方法 介绍了阀门泄漏的形式及因素,阐述了带压堵漏的原理、优点和种类以及几种常见的带压堵漏方法。
格式:pdf
大小:7KB
页数:4P
人气:73
4.5
蒸汽阀门及配件安装指导 一、安全阀的安装要求 1.额定蒸发量大于0.5t/h的锅炉,至少装设两个安全阀; 额定蒸发量小于或等于0.5t/h的锅炉,至少装一个安全阀。 可分式省煤器出口处、蒸汽过热器出口处都必须装设安全 阀。 2.安全阀应垂直安装在锅炉、集箱的最高位置。在安全阀 和锅筒或集箱之间,不得装有取用蒸汽的出口管和阀门。 3.杠杆式安全阀要有防止重锤自行移动的装置和限制杠 杆越轨的导架,弹簧式安全阀要有提升手把和防止随便拧动 调整螺钉的装置。 4.对于额定蒸汽压力小于或等于3.82mpa的锅炉,安全阀 喉径不应小于25mm;对于额定蒸汽压力大于3.82mpa的锅 炉,安全阀喉径不应小于20mm。 5.安全阀与锅炉的连接管,其截面积应不小于安全阀的进 口截面积。如果几个安全阀共同装设在一根与锅筒直接相连 的短管上,短管的通路截面积应不步于所有安全阀排汽面积 的
格式:pdf
大小:407KB
页数:2P
人气:73
4.7
匈牙利碳钢主蒸汽阀门的重新热处理 我厂58年从匈牙利进口一批主蒸汽阀门(pg64,dg300),其结构如图1所示。阀壳为gs-c25(德国牌号),相当于我国25号钢。这批阀门从1958年开始使用.其工作温度为445℃,1967年后工作温度提高到460℃。1979年检查时,发现阀壳球化严重的达4-5级,有的阀门法兰根部还出现裂纹,严重影响机炉的安全运行。
格式:pdf
大小:283KB
页数:5P
人气:73
4.6
电厂主蒸汽阀门焊口的检修 某公司4×155mw自备热电厂,4#汽轮发电机主蒸汽阀门焊口,在安全运行21000h后,主蒸汽管道与主蒸汽阀门焊口出现了开裂。开裂的主蒸汽管道是一个大小头管道与主蒸汽阀门体的焊口,这道焊缝属于m类异种钢焊接,通过选择正确的焊接工艺措施,其获得了良好的焊接质量。

最新文档 带压堵漏技术在高压蒸汽阀门泄漏中的应用
格式:pdf
大小:524KB
页数:4P
人气:73
4.5
电厂阀门外泄漏及带压堵漏方法 简单总结了火力发电厂阀门外漏的形式及成因,介绍带压堵漏的原理、优点和种类,以及几种常见带压堵漏方法在电厂中的应用。
格式:pdf
大小:145KB
页数:2P
人气:73
4.6
通过主蒸汽阀门的焊接浅谈异种钢焊接的问题 异种钢的焊接一直是焊接施工的难点,本文通过生产中的实例——主蒸汽阀门的焊接,初步探讨异种钢的焊接问题,以期为其它异种钢的焊接提供参考。
格式:pdf
大小:436KB
页数:3P
人气:73
4.3
带压堵漏技术在供排水厂的应用 介绍全剖式哈夫节的构造、工作原理、主要特点及在工作中的实际应用情况,指出在实际应用中应注意的问题,对供水管网的维修提供一定的借鉴作用。
格式:pdf
大小:282KB
页数:2P
人气:73
4.6
带压堵漏技术在液化石油气储罐法兰泄漏时的应用 带压堵漏技术是近年来在化工企业设备及管道泄漏时,在不妨碍生产系统正常运行下,而进行堵漏的一项新技术。本文所谈及正是此项技术在液化石油气储罐法兰泄漏时的实际应用。
格式:pdf
大小:176KB
页数:未知
人气:73
4.5
地面火炬蒸汽阀门的控制 针对地面火炬中蒸汽加入控制中存在的难题,提出了解决的方法。详细介绍了在honeywell公司tps中实现这种控制控制策略的方法,并给出了实际的cl程序。应用结果表明,这种解决方法可靠性高、方便实用。为解决类似问题提供了一定的借鉴。
格式:pdf
大小:139KB
页数:未知
人气:73
4.6
带压堵漏在高压自密封阀门中的应用 某石化厂自备热电厂在开工初期出现锅炉主给水系统高压自密封阀门上密封泄漏,现场堵漏作业人员采取钻孔注胶方式完成了带压密封作业,取得良好效果。
格式:pdf
大小:309KB
页数:未知
人气:73
4.7
玻璃钢蒸汽阀门保温套 在日本,凡一九七九年后新建的工厂,对所有的阀门都保了温,而且非常讲究。他们采用规格化的成型制品,可以重复使用。而我国,还仅仅停留在管道保温上。据调查,浙江省绝大部分企业的蒸汽阀门都没有保温措施。然而,一只通径为500mm的裸体阀
格式:pdf
大小:123KB
页数:1P
人气:73
4.4
蒸汽阀门故障分析及维修 阀门在使用过程中,难免会出现故障。因此,对阀门在运行中所发生的故障做出准确的判断及有效的处理即维修,是保障生产安全平稳运行的重要手段。在生产实际中,不同生产环境会产生不同的阀门故障,这也要求故障诊断方式要根据加工环境的不同来选择,本文着重分析蒸汽阀门常见故障类型、维修策略及维修方式,为生产过程中蒸汽阀门维修与维护提供参考依据。
格式:pdf
大小:366KB
页数:4P
人气:73
4.4
超临界机组主蒸汽阀门缺陷焊接修复 介绍了超临界机组主蒸汽阀门阀体穿透裂纹缺陷的处理及焊接修复过程,分析了裂纹的产生原因及材料焊接性,并据此制定了焊接修复工艺。焊后检测表明采用该焊接修复工艺,可以获得无损检测、硬度金相合格的补焊焊缝,同时采用的锤击及热处理工艺可以较好的控制焊接残余应力。
文辑创建者
我要分享 >
职位:暖通设计工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐