电泳检验标准
2024-05-16
______________________________________________________________________________________________________________ 精品资料 1 目的 1.1 为确保龙发金属表面处理有限责任公司生产产品的质量符合要求,特制定此检验标准; 1.2 用以规范和统一电泳检验方案,内容及判定标准。 2 职责及权限 : 2.1 本标准必须由培训合格之人员执行; 2.2 检验中如有疑问及争执,以顾客质量代表最终判定为准; 2.3 如有本标准未涉及的项目及书面文字无法描述者,以顾客质量代表最终判定为准; 2.4 当本标准与客户标准相冲突时优先采用客户标准; 2.5 若新项目不断出现或本标准中有未涉及到的内容,应在本标准中加入并进行整理。 3 检验条件: 3.1 检验工具:目视; 3.2 检验距离:检验物距眼睛 3


电泳乳液检验明细 编号:第1页共1页 序 号 检查项目 重 要 度 报告提供 频次 检验手段判定标准 中兴公司检验项目 进货 检验 进货 提供 报告 第三方 提供报 告 第三方机 构名称 1在容器中状态a1次/批目测白色乳状液体 √√ 2溶剂含量a1次/批气相色谱法2.0±0.5% √ 3meq-a值a1次/批滴定法 √ 4meq-b值a1次/批滴定法 √ 5固体份含量b1次/批标准作废33±1.5%(130±2℃/1h) √√ 抽样计划根据取样标准(gb3186-82)抽样 供 方 编制审批提交日期更改记录 中 兴 技术会签检验会签 注:本表一式三份,确认批准后供方、技术科、检验科各保存一份
电泳的工艺流程--铝合金电泳.txt对的时间遇见对的人是一生幸福;对的时间遇见错的人是 一场心伤;错的时间遇见对的人是一段荒唐;错的时间遇见错的人是一声叹息。电泳的工艺 流程--铝合金电泳 首先:电泳涂装(electro-coating)是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定 向迁移并沉积于电极之一的基底表面的涂装方法。电泳涂装的原理发明于是20世纪30年代 末,但开发这一技术并获得工业应用是在1963年以后,电泳涂装是近30年来发展起来的一 种特殊涂膜形成方法,是对水性涂料最具有实际意义的施工工艺。具有水溶性、无毒、易于 自动化控制等特点,迅速在汽车、建材、五金、家电等行业得到广泛的应用。 电泳涂装是把工件和对应的电极放入水溶性涂料中,接上电源后,依靠电场所产生的物理化 学作用,使涂料中的树脂、颜填料在以被涂物为电极的表面上均匀析出沉积形成不溶于
编辑推荐下载
格式:pdf
大小:10KB
页数:1P
人气:66
 4.3
4.3
电泳加工为什么要有前处理工序 在电泳前处理的工艺中有除油、除锈、磷化、表调等工序的互相配合。可以 说前处理在电泳涂装中是不可或缺的,它关系着之后电泳后电泳漆槽液的稳定性 和工件表面涂膜的质量。本文就从磷化角度简单阐述前处理在电泳中的重要性问 题。 为获得电泳工件涂层涂膜的耐久性、耐腐蚀性,都采用磷化处理作为涂装的 前处理。磷化处理(又称磷酸盐化学处理)是利用磷酸的离解(平衡)反应在清 洗(脱脂)过的金属底材表面上析出不溶性的磷酸金属盐的(磷化膜)技术。磷 化膜的功能是提高涂布在其上的涂膜(电泳涂膜)的附着力和耐蚀性。 关于附着力,因所制得磷化膜结晶微溶入金属表面,结晶的附着力良好。还 有,由于无数的结晶的表面凹凸,表面积增大,提高了涂膜的附着力。然后,随 着涂膜附着力的提高,防止腐蚀生成物质的侵入,而提高了其耐蚀性(尤其能抑 制漆膜下的扩蚀)。 未磷化处理过的短期内涂膜就起
格式:pdf
大小:109KB
页数:20P
人气:66
4.6

ics87.040 h30 中华人民共和国有色金属行业标准 ys/t680.2 铝合金建筑型材有机涂层专用材料 第2部分:丙烯酸电泳涂料 materialoforganiccoatingonarchitecturalaluminumalloyprofiles ——part2:acrilicelectrodepositionpaint (审定稿) ××-××-××发布××-××-××实施 中华人民共和国工业和信息化部发布 ys 前言 ys/t680《铝合金建筑型材有机涂层专用材料》分为三个部分: ——第1部分:粉末涂料 ——第2部分:阳极电泳涂料 ——第3部分:氟碳漆 本部分为ys/t680的第2部分。 本部分的附录a、附录b、附录c、附录d为规范性附录,附录e、附录f、附
热门文档 电泳检验标准
格式:pdf
大小:30KB
页数:3P
人气:66
4.4
电泳涂漆原理及工艺 一、原理: 电泳原理类似电镀。工件放在电解液中,与电解液中另一电极分别接在直流电源两端, 构成电解电路。电解液为导电的水溶性或水乳化的涂料,涂料溶液中已被离解的阳离子 在电场力作用下向阴极移动,阴离子向阳极移动,这些带电的树脂离子,连同被吸附的 颜料粒子一起电泳到工件表面并失去电荷形成湿的涂层,这一过程称为电泳。 二、特点: (一)电泳的优点: 1、生产效率高。在各种涂漆方法中,电泳涂漆生产效率最高。只要将工件浸入涂料中, 几分钟之内即可完成电泳涂漆过程,故适于大批量生产,且易于实现自动化生产。 2、涂层质量好。只要电泳设备、工艺正常,电泳漆层表面均匀,漆膜紧密,与工件附 着力好,不会出现流痕、不均匀等缺陷。 3、节约原材料。电泳涂漆,材料利用率一般可达85%以上,比喷漆要省40%。原材料可得 到充分利用。 4、劳动条件好。电泳涂漆电解液溶剂是水,不存在易燃易爆
格式:pdf
大小:36KB
页数:4P
人气:66
4.7
电机检验标准 1、外观要求: 1.1、整机装配完整,螺丝紧固,并有可靠的防腐措施,无污损、碰撞、裂痕等缺陷。 1.2、外壳电镀有良好的光泽,无锈蚀,铁心表面无明显锈蚀; 1.3、电机涂层应均匀,不应有刷痕、收缩、起泡、桔皮、起皱、流卦、针孔、浮色和渗色 等缺陷。 1.4、电机铭牌标明项目齐全、正确;电机上有安全警告标志牌,安全标志牌正确可靠;电 机上应有明显的红色旋转方向标志;上述标志粘贴牢固、字迹清楚不易磨灭。 铭牌标志包括以下内容: 1.4.1、制造商名或标记; 1.4.2、产品型号; 1.4.3、额定电压和频率; 1.4.4、产品批号和日期。 1.5、定位孔位置正确,外壳和轴的结构尺寸符合图纸要求。 1.6、引线规格为18awg1015塑胶线,引线颜色为红蓝白三色,红线为主线,蓝线为副线, 白线为公共端,引线出线方向正确,线头剥线15mm。电机引线长短、颜色符合要求,标志
格式:pdf
大小:8KB
页数:3P
人气:66
4.3
电镀件检验标准 一、主题内容与适用范围:本标准适用于本公司电镀产品的技术要求、实验方法、检验原则 和包装与贮存。 二、引用标准:镀膜划格试验、镀层铅笔硬度测定法、镀膜耐冲击测定法、耐中性盐雾性能测定。 三、产品分类:按硬度可分为装饰性和耐磨性;按颜色可分为镀铬、镀锌、镀镍、镀铜等。 四、一般表面不良现像 1.麻点:在电镀和腐蚀中,在金属表面上形成的小坑或小孔 2.白印:因材质本身光洁度不一致或氧化以及电镀处理不当而在电镀后表面呈点状或块状的白 色痕迹。 3.起泡:因电镀处理不当而造成镀层表面呈气泡状斑点。 4.脱皮:电镀层成片状脱离电镀件本体的现象。 5.水渍印:电镀后清洗水质不佳或烘干操作不当,在镀层表面留下的印痕。 6.黄印:电镀过程中电镀液未完全洗尽而残留在表面形成的黄色痕迹。 7.磨花(黑):产品因摩擦或碰撞而导致表面形成的花斑或变色。 8.电镀毛刺:高电流沉积和镀
格式:pdf
大小:96KB
页数:8P
人气:66
4.8

工作文件深圳市xxxx有限公司kqw05.04 版次:1.0电镀检验标准页次:1/8 编制:审核:审批: ※※目錄※※ rev.ecnno.修訂內容備註 1.0初版發行 工作文件深圳市xxxx有限公司kqw05.04 版次:1.0电镀检验标准页次:2/8 编制:审核:审批: 1.目的: 规范我司电镀(外协/外购)的检验标准。 2.范围: 本规范适用于我司产品的零部件镀镍层,镀锌层的质量验收。规范了电镀标准术语,技 术要求,试验方法,检验规则等。 3.特殊规定: 3.1本文件若与蓝图及sip,sop客户检验规范发生冲突,以上述规格和蓝图为准。 3.2例外规定放入个别检验规格中。 4.引用标准: gb4956-85磁性金属基本上非磁性覆盖层厚度测量磁性方法 gb12334-90金属和其他无机覆盖层关于厚度
精华文档 电泳检验标准
格式:pdf
大小:44KB
页数:2P
人气:66
4.7

1范围 本标准规定了电镀件的检验内容及检验方法,适用于公司来料、半成品的检查。 2引用标准 gb/t2828-2003中华人民共和国国家标准(适用于产品逐批检查)。 3定义 3.1a面:指电镀件正面.(在使用过程中能直接看到的表面) 3.2b面:指电镀件四侧边。(需将电镀件偏转45~90°才能看到的四周边) 3.3软划痕:没有深度的划痕。(无手感) 3.4硬划痕:硬物摩擦造成的划痕或有深度的划痕。 3.5批锋:由于注塑等原因造成塑胶边缘突起。 3.6麻点:由于电镀环境不干净而导致有点状或线状物覆盖于产品表面的缺陷。 3.7凸点:由于有灰尘造成电镀表面凸点状缺陷。 3.8沙眼:由于模具压伤后留下的印痕。 4要求 4.1检验步骤: 包装检验信赖度测试试装检验尺寸检验外观检验 4.2检验条件 4.2.1光源:两支40w日光灯
格式:pdf
大小:178KB
页数:10P
人气:66
4.7

电缆检验标准 4.3电缆要求 4.3.1电缆结构和材料 投标方提供详细说明电缆的结构形式、各层结构的材料及其特性。电缆防 火性能、过载保护能力(主要考核绝缘老化或击穿等)、载流能力、最高工作 温度、防水、防腐、防爆、屏蔽性能、使用寿命、产品环保性能、机械性能和 弯曲性能等,并提交相关的型式试验报告。 用于电缆的所有材料根据使用条件考虑强度、耐用性和其它化学、物理性能, 选用最适用的、新的、优质的、无损伤和无缺陷的材料。 (1)、导体材料及线芯 电缆均采用退火铜芯导线。 直流动力电缆导体应为圆形并绞合紧压,紧压系数不小于0.9。导体采用多 股圆形紧压绞合导体。 电缆导体表面应光洁、无油污、无损伤屏蔽及绝缘的毛刺、锐边,无凸起 或断裂的单线。 导体在适当的运行温度下电缆寿命大于30年。 控制电缆导体的最高运行温度为70℃,短路时最高温度为160℃。电缆导 体的材料为铜,型号:
格式:pdf
大小:119KB
页数:6P
人气:66
4.7
1 电镀产品检验标准 1范围 本标准规定了电镀产品的表面分区、表面质量要求、降级接收标准和检验方法。 本标准适用于电镀产品表面质量检验。 2表面的分区 产品在安装之后,按照人们观看产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、 次要外露面和不易看见的面。(见表1) 表1电镀产品表面的分区 表面分区特点描述重要度 主要外露面(a)产品安装后最容易看到的产品表面。极重要 次要外露面(b)产品的侧面、向下外露面、边位、角位、接合位、内弯曲位。重要 不易看到的面(c)产品的安装后的隐藏位、遮盖位。一般 3表面质量分类(见表2) 表2电镀产品表面质量分类 合格电镀品降级接收的电镀品电镀废品 颜色符合各镀种规定的质量要 求,结晶致密,光滑平整,有 一定的光亮度,镀层与基体金 属结合力好,在较长时间内保 持镀层良好的装饰外观,厚度 达到规定要求
格式:pdf
大小:5KB
页数:1P
人气:66
4.4
电泳设备使用注意事项 (1)一般金属表面的电泳涂装,其工艺流程为: 预清理→上挂→除油→水洗→除锈→水洗→磷化→水洗→钝化→电泳→喷淋→水洗→烘 干→下挂。 (2)电泳工件的底材及前处理对电泳涂膜有极大影响。 铸件一般采用喷砂或喷丸进行除锈,用棉纱清除工件表面的浮尘,用80#~120#砂纸清 除表面残留的钢丸等杂物。钢铁表面采用除油和除锈处理,对表面要求过高时,进行磷化和 钝化表面处理。黑色金属工件在阳极电泳前必须进行磷化处理,否则漆膜的耐腐蚀性能较差。 磷化处理时,一般选用锌盐磷化膜,厚度约1~2μm,要求磷化膜结晶细而均匀。 (3)在过滤系统中,一般采用一级过滤,过滤器为网袋式结构,孔径为25~75μm。 电泳涂料通过立式泵输送到过滤器进行过滤。从综合更换周期和漆膜质量等因素考虑, 孔径50μm的过滤袋最佳,它不但能满足漆膜的质量要求,而且解决了过滤袋的堵塞问题。
格式:pdf
大小:65KB
页数:4P
人气:66
4.4
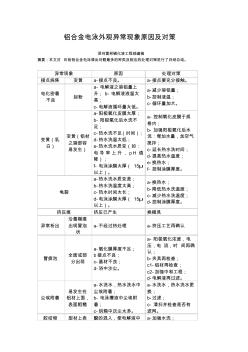
铝合金电泳外观异常现象原因及对策 深圳雷邦磷化液工程部编辑 摘要:本文对目前铝合金电泳漆出问题最多的种类及相应的处理对策进行了归纳总结。 异常现象原因处理对策 接点烧焦变黄a-接点不良。a-接点要充分接触。 电化密着 不良 起粉 a-电解液之溶铝量上 升;b-电解液液温太 高; c-电解液循环量太低。 a-减少溶铝量; b-控制液温; c-循环量加大。 变黄(乳 白) 变黄(铝材 之端部容 易发生) a-阳极氧化皮膜太厚; b-阳极氧化后水洗不 足; c-热水洗不足(时间); d-热水洗温太低; e-热水洗水质变(如: 电导率上升,ph值 降); f-电泳涂膜太厚(15μ 以上)。 a-控制氧化皮膜于规 格内; b-加强阳极氧化后水 洗:增加水量,加空气 搅拌; c-延长热水洗时间; d-提高热水温度; e-换热水; f-控制涂膜厚度。 龟裂 a-热水
最新文档 电泳检验标准
格式:pdf
大小:269KB
页数:2P
人气:66
4.6
 水溶性沥青电泳漆
水溶性沥青电泳漆 我厂广大工人、干部。工程技术人员遵照毛主席关于“独立自主、自力更生”的伟大教导,在“鞍钢宪法”的光辉照耀下,广大试制人员坚持试验与生产相结合、生产与使用相结合的原则,在长春汽车厂的大力协
格式:pdf
大小:39KB
页数:2P
人气:66
4.6
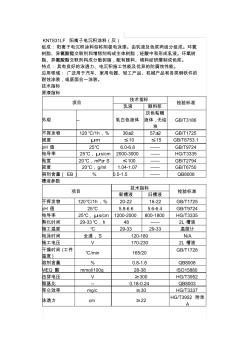
knt831lf阳离子电沉积涂料(灰) 组成:阳离子电沉积涂料俗称阴极电泳漆。由乳液及色浆两组分组成。环氧 树脂、异氰酸酯交联剂和增韧剂构成主体树脂,经酸中和形成乳液。环氧树 脂、异氰酸酯交联剂构成分散树脂,配有颜料、填料经研磨制成色浆。 特点:具有良好的泳透力、电沉积施工性能及优异的防腐蚀性能。 应用领域:广泛用于汽车、家用电器、轻工产品、机械产品和各类钢铁件的 耐蚀涂装,或底面合一涂装。 技术指标 原漆指标 项目 技术指标 检验标准 乳液颜料浆 外观--乳白色液体 灰色粘稠 液体,无结 块 gb/t3186 不挥发物120℃/1h,%36±257±2gb/t1725 细度μm≤10≤15gb/t6753.1 ph值25℃6.0-6.8——gb/t9724 电导率25℃,μs/cm2000-3000——hg/t3335 粘度20℃,mpa·
格式:pdf
大小:54KB
页数:5P
人气:66
4.5
yuan,anincreaseof17.5%;localgovernmentgeneralbudgetrevenueof500millionyuan,...painting,modelculturecreatesnewmachurchcommunity,creatinglakescenicspotcultureeducationbase,receivedhighevaluationfromprovincialandmunicipaldisciplineinspectioncommission,thepeople'sdailyspecialreport.constantlypromoteindependentcommissionagainstcorr
格式:pdf
大小:35KB
页数:4P
人气:66
4.8
*********有限公司 1/4 电泳委外加工合同 甲方(委托方):(以下简称“甲方”) 乙方(承接方):(以下简称“乙方”) 甲乙双方在互惠互利的基础上,乙方利用自身的设备、技术和人员为甲方提供零部件进行燃 气总管、铝压铸等小件电泳加工。并同意按以下条款和条件签订本加工合同。 一.加工单价: 序号产品类型零件名称图示价格备注 1 2 序号产品类型零件名称图示价格备注 *********有限公司 2/4 3 4 5 二.加工成品质量要求保证: 1、乙方保证其加工之电泳产品表面无掉漆、锈斑、电泳漆堆积、堵孔等不良现象;产品整体颜 色一致无色差。 2、乙方需保证其加工之电泳产品电泳漆厚度在20±5μm范围之内。 3、乙方需保证其加工之电泳产品满足500小时中性盐雾试验。 4、乙方需保证其加工之电泳产品附着力测试等级需达到1
格式:pdf
大小:1020KB
页数:3P
人气:66
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:78KB
页数:未知
人气:66
4.6
铝粉电泳漆施工探讨 用新型铝粉电泳漆取代原黑色酚醛电泳底漆,在自行车透明罩光涂装施工中可节省一道工艺,节能、省时,且漆膜的附着力强,防锈性和耐侯性优良。介绍了该漆的涂装工艺,并对其工艺进行了探讨。
格式:doc
大小:31KB
页数:3P
人气:66
4.8
 铝材电泳工艺缺陷
铝材电泳工艺缺陷 本文将对建设工程领域中铝材电泳工艺的缺陷进行对比分析,详细说明各种缺陷的原因和影响,以及可能的解决方案。
格式:pdf
大小:88KB
页数:5P
人气:66
4.5
核定审核:制订: 文件编号 保密级□绝密□保密■一般 版本号a第0次修改 三级文件第1页共4发布日期:2017.04.11 音 箱 检 验 标 准 1目的 规范音箱类产品的要求,为检验提供检验依据,以控制产品的品质。 2适用范围 适用于各协力厂商所生产wook音箱类产品的检验。 3检验环境 3.1检验温度:25℃±10℃,相对湿度:45%~85% 3.2光照条件:在冷白荧光照射下,光源500-800lux,距物品1米 3.3视角:视线与工件平齐,正负旋转45° 3.4视力要求:视力要求:≧0.8(裸视或经矫正后) 3.5检视时间和距离: 等级面aa级面a级面b级面 检验距离30cm30cm30cm 检验时间5-8秒4-6秒2-4秒 4缺陷等级定义 4.1致命缺陷(cr)
格式:pdf
大小:4.1MB
页数:31P
人气:66
4.6

欧普照明opple 品质检验标准 pcba/光源/支架/电子件 欧普照明品质工程 2014/11/30 欧普照明中山检验标准 1/31 oppleconfidential qualityinspectionstandard rev:r00 preparedby:raidyli/leozhang/jingzhang checkedby:johnyan revchangedescriptionupdatedtimepreparedbyapprovedby r00firstrelease11/30/2014raidy/leo/jinglangli 欧普照明中山检验标准 2/31 目录 notes&instruction注意事项及说明......................................
格式:pdf
大小:21KB
页数:1P
人气:66
4.7

山东沾化瑞通专用汽车制造有限公司 序号工序质量标准质检员合格不合格(备注) 1 检查半挂车牵引销型号、外廓尺寸 (长宽高)以及配置部件的规格数量 是否与合同相符; 2检查各焊接部位均匀光滑,无药皮, 飞溅氧化物、电弧划伤点等焊接缺陷 3 检查颜色是否符合客户要求,且各种 颜色均匀分明;整车内外无坠漆,无 漏喷,无泪痕 4检查牵引车鞍座工作面是否有足够的 润滑油脂。 5 检查牵引座锁止块是否锁止了牵引 销,是否锁止牢靠,稍微前进牵引车, 检查连接情况是否良好。 6 检查气路连接有无漏气,检查制动系 统是否正常工作(注意接头的颜色: 红色为供气管路,蓝色为控制管路)。 7 检查各种灯具是否齐全,安装部位正 确,各电极是否接合良好,确认各车 灯是否正常工作,必要时可更换电极 的接线。 8 正确操纵支腿,使该支腿底脚离开地 面并升至极限位置,保证支腿底脚离 地高度不小于
文辑创建者
我要分享 >
职位:室内设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐