低压铸造紫铜结晶器
2024-06-27
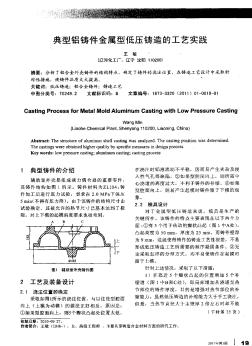
设计了低压铸造紫铜结晶器的工艺方案,对砂芯及浇注系统设计进行了重点探讨。采用加长的上芯头,砂芯垂直放在上型中的垂直芯头内,芯头高度分别为25mm和40mm,斜角为4°和6°;浇注系统选用底注分流式,有利于金属液通过浇口进行补缩并顺序凝固,选取4个圆形内浇道,其直径为23.6mm。

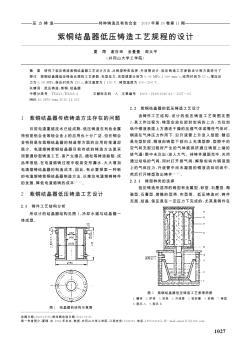
研究了低压铸造紫铜结晶器工艺设计方法,从铸型种类选择、升液管设计、低压铸造工艺参数设计等方面进行了探讨。紫铜结晶器低压铸造合理的工艺参数:充型压力、充型速度分别为0.06mpa、1000mm/s,结壳时间为25s,增压压力为0.08mpa,保压时间为120s,浇注温度为1150℃,铸型温度为150~200℃。

采用pro/e三维软件设计了紫铜结晶器低压铸造模型,采用procast软件对它进行了充型与凝固模拟。结果表明:当充型压力为0.06mpa、充型速度为70~80mm/s,结壳时间为25s,增压压力为0.08mpa,保压时间为120s,浇注温度为1150℃,铸型温度为150~200℃时,铸件质量无缩孔、缩松等铸造缺陷,数值模拟结果与实际铸件吻合,确保了紫铜结晶器在低压铸造过程中的铸件质量。
编辑推荐下载
格式:pdf
大小:808KB
页数:22P
人气:60
 4.5
4.5
-1- 1前言 1.1低压铸造机的发展趋势及研究状况 低压铸造最早由英国人e.f.lake于1910年提出并申请专利。其目的是解决 重力铸造中浇注系统充型和补缩的矛盾。在重力铸造中为了充型平稳,避免气孔、夹 渣。一般都采用底铸式,因此铸型内温度场分布不利于冒口补缩。低压铸造则巧妙地 利用坩埚内气压,将金属液由下而上充填铸型,在低气压下保持下浇道与补缩通道合 二为一,始终维持铸型温度梯度与压力梯度的一致性,从而解决了重力铸造中充型平 稳性与补缩的矛盾,而且使铸件品质大大提高。低压铸造由于有较高的补缩压力和温 度梯度,有效地提高了厚大断面铸件的致密性。这一技术至今仍被应用于厚大断面铸 件的铸造。 铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约 在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的
格式:pdf
大小:808KB
页数:22P
人气:60
4.8
-1- 1前言 1.1低压铸造机的发展趋势及研究状况 低压铸造最早由英国人e.f.lake于1910年提出并申请专利。其目的是解决 重力铸造中浇注系统充型和补缩的矛盾。在重力铸造中为了充型平稳,避免气孔、夹 渣。一般都采用底铸式,因此铸型内温度场分布不利于冒口补缩。低压铸造则巧妙地 利用坩埚内气压,将金属液由下而上充填铸型,在低气压下保持下浇道与补缩通道合 二为一,始终维持铸型温度梯度与压力梯度的一致性,从而解决了重力铸造中充型平 稳性与补缩的矛盾,而且使铸件品质大大提高。低压铸造由于有较高的补缩压力和温 度梯度,有效地提高了厚大断面铸件的致密性。这一技术至今仍被应用于厚大断面铸 件的铸造。 铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约 在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的
热门文档 低压铸造紫铜结晶器
格式:pdf
大小:247KB
页数:3P
人气:60
4.8
 某大型铝铸件的低压铸造
某大型铝铸件的低压铸造 介绍了大型铝铸件低压铸造技术,采用树脂砂制芯、组芯,选用合理的工艺参数,充分利用机械设备,并且设计和制造金属工装,提高了生产效率,减轻了工人劳动强度,铸件的良品率大幅提升。

格式:pdf
大小:409KB
页数:2P
人气:60
4.4
分析了离合器壳体铸件的结构,研究了低压铸造离合器壳体铸件工艺的难点。通过增加保温冒口、调整涂层厚度、设置预铸孔、优化浇注系统、调整浇注参数等多种手段,解决了离合器壳体铸件厚大部位的铸造缺陷问题,生产出满足使用要求的合格铸件。
格式:pdf
大小:57KB
页数:1P
人气:60
4.8
低压铸造工艺由于具有平稳底注充型、低压力下结晶的特点,对于易氧化合金,能获得高质量、高合格率、高金属液体利用率的铸件,因而在有色合金、特别是铝合金铸件的生产中,占有的比例越来越大。但传统的低压铸造设备及工艺,由于存在升液管使用寿命低、补充金属液麻烦、生产效率低、液面控制系统复杂等问题,特别对于件小量大的铸件,难以推广应用。
格式:pdf
大小:121KB
页数:1P
人气:60
4.4
低压铸造工艺由于具有平稳底注充型、低压力下结晶的特点,对于易氧化合金,能获得高质量、高合格率的铸件,并能提高金属液体利用率,因而在有
精华文档 低压铸造紫铜结晶器
格式:pdf
大小:824KB
页数:4P
人气:60
4.7
通过采用焦炭炉低压铸造的方法生产砂型铜合金铸件的实践——用掺铁丸的砂子做厚壁处的面砂,以加速冷却,用石棉密封垫把升液管与铸型分隔开,以防升液管与铸型冻在一起,用热电偶测温表的温度变化来确定保压延时,水平串铸既可使中小件也能在焦炭炉低压铸造机上进行大批量生产,也又大大地提高了生产效率。
格式:pdf
大小:1.1MB
页数:4P
人气:60
4.6
以某厚大zl205a合金铸件为例,采用数值模拟的方法对铸件低压铸造工艺中充型和凝固过程进行模拟,分析了充型及凝固过程中温度场的变化,并按模拟结果进行了生产,结果获得了优质的铸件。
格式:pdf
大小:707KB
页数:2P
人气:60
4.8
低压铸造是将模具放在密闭的保温炉上面,型腔通过升液管与炉膛里的金属液相通。工作时向炉膛中加入带压力的空气,金属液会从升液管中流入型腔。待金属液凝固后,将炉膛中的压缩空气释放,未凝固的金属液从升液管中流回到炉中。变矩器机芯中的铝轮、叶片采用低压铸造技术有四大优点:第一,铸件组织致密,力学性能好;第二,工艺出品率高,目前我公司铸造厂压铸件工艺出品率在93%以上,同种产品重力铸造的工艺出品率在
格式:pdf
大小:1.2MB
页数:6P
人气:60
4.6

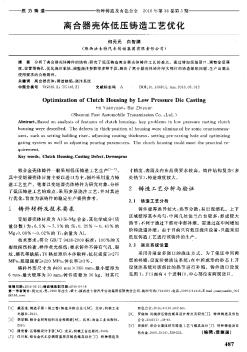
轿车变速箱离合器壳体属于形状复杂的薄壁铝合金壳体,在以往的试制阶段中采用砂型重力浇注,废品率高。提出了采用砂型低压铸造工艺开发离合器壳体毛坯的设想,通过研究离合器壳体的结构特点,结合低压铸造原理,设计低压浇注工艺。利用计算机数值模拟验证和优化工艺参数,通过砂型低压铸造工艺开发的毛坯具有制造成本低、周期短、废品率低的特点,并在某品牌轿车项目开发中得以成功运用。
格式:pdf
大小:292KB
页数:5P
人气:60
4.7
介绍了低压铸造充型的原理及其工艺特点。着重从气压式低压铸造充型,电磁低压铸造充型以及计算机模拟在低压铸造充型过程中的应用等三个方面论述了近年来低压铸造充型工艺在国内的研究现状。
最新文档 低压铸造紫铜结晶器
格式:pdf
大小:770KB
页数:4P
人气:60
4.7
论述了低压铸造充型模拟的数学模型,由于低压铸造充填速度较慢、充型平稳,因此充型计算采用层流模型。采用sola-vof算法对模型进行求解,其中sola法用于求解流体的速度场和压力场,vof法用于处理自由表面。采用ug软件进行铸件三维造型,采用procast软件进行网格划分,对叶轮的充型过程进行了模拟,并通过对叶轮的浇注试验,验证了低压铸造充型的数学模型及算法在保证模拟精度、提高计算效率上的有效性。
格式:pdf
大小:766KB
页数:3P
人气:60
4.5
结合铸件质量问题,基于铸造数值模拟技术,分析了低压铸造的充型凝固过程,预测了几种改进工艺方案后铸件中的缺陷分布;最终通过试制,确保了盘形壳体低压铸件质量,为该件的顺利生产奠定了基础。
格式:pdf
大小:1.1MB
页数:4P
人气:60
4.5

传统的低压铸造方法存在效率低、无法连续生产、金属液品质及气压加压压力波动大的缺陷,为此开发出一种基于plc和触摸屏技术的新型连续式低压铸造技术。该技术将现有传统的低压浇注兼保温坩埚分成3个独立的坩埚即保温坩埚、加压坩埚、浇注坩埚,3个坩埚底部由过道连通,分别完成加、补料、液面加压及升液浇注3个主要动作。加压坩埚具有定量功能,每次浇注前液面均保持在恒定高度,加压时升液曲线稳定、精确,重复性高。保温坩埚实现了外部补料与加压浇注互不干涉,保证了生产的连续性,生产效率显著提高。
格式:pdf
大小:132KB
页数:2P
人气:60
4.4
分析了铝合金外壳铸件的结构特点,确定了铸件的浇注位置,在铸造工艺设计中采取针对性措施,使铸件品质大大提高.
格式:pdf
大小:121KB
页数:1P
人气:60
4.6
介绍了低压铸造发展史,世界各国低压铸造概况,目前国内低压铸造普遍存在的问题和21世纪低压铸造将在设备、工艺、模具和自动化等方面发生的根本变化。强调低压铸造最关键的问题是设备一定要满足工艺条件要求,创造稳定的浇注条件,才能使低压铸造产品质量高,并取得高的成品率。
格式:pdf
大小:463KB
页数:未知
人气:60
4.7
低压铸造平炉吹氧紫铜喷头 平炉吹氧炼钢是我国六十年代中期采用的一种新技术。吹氧比不吹氧炼钢缩短熔炼时间约为30~42%,提高了生产效率。平炉吹氧炼钢能否正常化,喷头的寿命是很重要的问题。我们用低压铸造法试制喷头在十九号平炉进行试吹,据第一批试吹的五个喷头统计,平均使用寿命为58.4小时,比原来提高22o%。
格式:pdf
大小:1.1MB
页数:7P
人气:60
4.4
研究了树脂砂低压铸造工艺理论与原理,结合工艺试验得到了铝合金zl104涡轮泵出口管树脂砂低压铸造工艺规范.采用该工艺规范制造的铝合金zl104涡轮泵出口管已用于cz-5和cz-7运载火箭液氧煤油液体火箭发动机之中,cz-5和cz-7运载火箭已通过了飞行考核,液氧煤油液体火箭发动机工作正常.由此表明:铝合金zl104涡轮泵出口管树脂砂低压铸造工艺是合理、正确和有效的.
格式:pdf
大小:1.3MB
页数:2P
人气:60
4.6
结合低压铸造工艺中对控制模具温度和液面压力等要求,应使用自动化控制技术、plc技术和传感器技术来实现低压铸造控制系统的自动化功能。该文对设计系统的方案、设备选型和调节压力等方面效能的实现进行了深入探讨,希望能够实现低压铸造控制系统的各方面功能,更好地促进我国社会经济的发展。
格式:pdf
大小:625KB
页数:4P
人气:60
4.7
基于低压铸造生产要求,对石膏型制备与烘干工艺、合金熔炼与浇注工艺进行研究,升液管预热有利于均匀喷涂涂料,升液管口平面上放置石棉垫板和过滤网片可提高服役寿命。旨在为薄壁叶片和大型复杂薄壁铸造铝合金铸件的生产提供科学依据。
格式:pdf
大小:121KB
页数:2P
人气:60
4.6

铝合金涡轮是铁路机车上的重要配件,其零件如图1所示。铸件重为42kg,结构复杂,要求在0.5mpa压力下进行水压试验,保压5min不许有任何泄漏。此铸件壁厚不均匀,薄壁处的叶片3.4mm,厚壁处70~90mm,叶片不能有冷隔、缺肉、相互串通等缺陷,增加了铸造生产的难度。对这种高气密性的要求,决定了铸件内部不得有任何影响气密性的砂眼、气孔、缩孔和缩松等铸造缺陷。铝合金涡轮铸件是采用树脂砂砂芯、金属型低压铸造工艺生产的,以往在生产过程中由于工艺
文辑创建者
我要分享 >
职位:幕墙设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐