大直径栓钉横焊和仰焊机理及其在炉窑建造中应用
2025-02-08
在深入研究栓钉横焊和仰焊机理和熔滴过渡的基础上,找出了焊接参数的变化规律,据此制订了22mm栓钉横焊和仰焊工艺。通过实际焊接和对试件的检验以及在炉窑内壁横焊和仰焊约3万多个螺母组件的实例,证明了其可行性,取得了初步成果,为制订其它规格型号的栓钉横焊和仰焊工艺提供了依据。

 栓钉焊机及栓钉的焊接施工
栓钉焊机及栓钉的焊接施工 本文介绍栓钉焊机的基本原理,在栓钉焊接中的具体施工要求、质量检验方法及在实践中所采取的有效措施。
Φ22×180mm大直径栓钉焊接工艺 Φ22×180mm大直径栓钉焊接工艺
编辑推荐下载
格式:pdf
大小:158KB
页数:7P
人气:75
 4.5
4.5
栓钉焊接 适用范围:适用于钢结构中的组合楼盖的剪力连接件的焊接及劲性钢筋混凝土结构中,钢构件与混凝 土间的剪力连接件的焊接,以增加两者之间的连接长度。 一、材料要求 (一)栓钉。 采用低碳合金钢制成,其化学成分可靠,强度稳s定,可焊性顶锻性能良好。使用中要防止出现锻造 裂纹。 1栓钉化学成分见下表。 2栓钉机械性能见下表。 3焊钉尺寸符合表1-3及图1所示。 图1 (二)焊接瓷环。 焊接瓷环是服务于栓钉焊的一次性辅助焊接材料,其主要作用有以下几点: 1使融化金属成型,不外溢,起到铸膜的作用。 2使融化金属与空气隔绝,防止融化金属被氧化。 3集中电弧热量,并使成型焊缝缓慢冷却。 4释放焊接过程中的有害气体。 5屏蔽电弧光与飞溅物。 6充当临时支架。构成焊枪操作系统的一部分。 采用栓钉直接焊在工件上的普通栓钉焊,使用普通瓷环。
格式:pdf
大小:102KB
页数:5P
人气:75
4.7
便携式保温栓钉专用焊机的研制及在电站保温施工中的应用 便携式保温栓钉专用焊机的研制及在电站保温施工中的应用
热门文档 大直径栓钉横焊和仰焊机理及其在炉窑建造中应用
格式:pdf
大小:112KB
页数:2P
人气:75
4.4
栓钉焊接技术在工业厂房中的应用 结合大唐三门峡电厂二期2×600mw机组工程主厂房工程实例,介绍了栓钉焊接技术在工业厂房中的应用,对栓钉焊接技术施工要点及质量检验标准作了具体阐述,并提出了成品保护措施,对今后同类工程具有指导意义。
格式:pdf
大小:310KB
页数:12P
人气:75
4.4
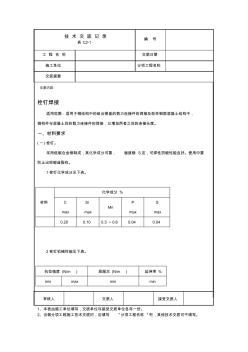
技术交底记录 表c2-1 编号 工程名称交底日期 施工单位分项工程名称 交底提要 交底内容: 审核人交底人接受交底人 1、本表由施工单位填写,交底单位与接受交底单位各存一份。 2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。 栓钉焊接 适用范围:适用于钢结构中的组合楼盖的剪力连接件的焊接及劲性钢筋混凝土结构中, 钢构件与混凝土间的剪力连接件的焊接,以增加两者之间的连接长度。 一、材料要求 (一)栓钉。 采用低碳合金钢制成,其化学成分可靠,强度稳s定,可焊性顶锻性能良好。使用中要 防止出现锻造裂纹。 1栓钉化学成分见下表。 材料 化学成分% c max si max mn p max s max 0.200.100.3~0.60.040.04 2栓钉机械性能见下表。 抗拉强度(n/m)
格式:pdf
大小:40KB
页数:1P
人气:75
4.7
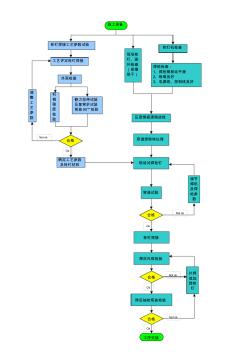
栓钉焊接工艺参数试验 静力拉伸试验 反复弯折试验 弯曲90°检验 机 械 强 度 检 验 ok notok 合格 工艺评定栓钉焊接 外观检查 调 整 工 艺 参 数 确定工艺参数 及栓钉材料 栓钉焊接 焊后外观检验 焊后抽检弯曲检验 工序交接 notok 合格 ok notok 合格 ok 补焊 或加 焊栓 钉 现场栓 钉、瓷 环检查 (受潮 烘干) 压型钢板清理放线 栓钉机检查 焊枪检查: 1、焊枪筒移动平滑 2、绝缘良好 3、电源线、控制线良好 穿透焊除锌处理 现场试焊栓钉 弯曲试验 notok 合格 ok 调节 焊机 及焊 枪参 数 施工准备
格式:pdf
大小:242KB
页数:11P
人气:75
4.7
栓钉焊接工艺 一、栓钉焊的基本原理和技术条件 将金属螺柱焊到工件平面上去的方法叫做螺柱焊。在建筑工程中 称栓钉焊。它属于熔态压力焊范畴。 栓钉焊又有2种:普通栓钉焊和穿透栓钉焊,普通栓钉焊亦称非 穿透栓钉焊。穿透栓钉焊用于组合楼板和组合梁,焊接时,将压型钢 板焊透。使栓钉、压型板、和钢构件三者焊接在一起。压型钢板厚 0.5、0.8、1.0、1.2、1.6mm,镀锌。施工中,压型钢板起到底模的作 用。 栓钉焊机有两种,电弧栓焊机和储能栓钉焊机,储能焊机适用于 直径较小的栓钉焊(?8mm以下),在建筑工程中栓钉直径较大(?25mm) 以下。因此栓钉焊时均采用电弧栓钉焊机。 二、栓钉 1)栓钉材料的机械性能及化学张性能: 力学性能见表: 栓钉用钢牌号及力学性能 牌号 力学性能 抗拉强酸度бbn/mm2屈服强度бsn/mm2伸长率δ5% ml15a ml15 ≥400≥
格式:pdf
大小:243KB
页数:11P
人气:75
4.3

. . 栓钉焊接工艺 一、栓钉焊的基本原理和技术条件 将金属螺柱焊到工件平面上去的方法叫做螺柱焊。在建筑工程中 称栓钉焊。它属于熔态压力焊范畴。 栓钉焊又有2种:普通栓钉焊和穿透栓钉焊,普通栓钉焊亦称非 穿透栓钉焊。穿透栓钉焊用于组合楼板和组合梁,焊接时,将压型钢 板焊透。使栓钉、压型板、和钢构件三者焊接在一起。压型钢板厚 0.5、0.8、1.0、1.2、1.6mm,镀锌。施工中,压型钢板起到底模的 作用。 栓钉焊机有两种,电弧栓焊机和储能栓钉焊机,储能焊机适用于 直径较小的栓钉焊(?8mm以下),在建筑工程中栓钉直径较大(?25mm) 以下。因此栓钉焊时均采用电弧栓钉焊机。 二、栓钉 1)栓钉材料的机械性能及化学张性能: 力学性能见表: 栓钉用钢牌号及力学性能 牌号 力学性能 抗拉强酸度бbn/mm2屈服强度бsn/mm2伸长率δ5% ml15a ml15
精华文档 大直径栓钉横焊和仰焊机理及其在炉窑建造中应用
格式:pdf
大小:562KB
页数:5P
人气:75
4.5
栓钉焊接技术 以获得优质栓钉焊接接头为目的,阐述了如何进行栓钉焊接工艺评定、栓钉焊接施工操作要点、栓钉焊接检验和栓钉焊机的维护保养等问题。
格式:pdf
大小:23KB
页数:1P
人气:75
4.7

页 b 检验日期审核日期 检查项目 规定值 (㎜) 检验结果 试样编号抗拉强度断口位置断裂特征检验结果 其他检验: 年月日年月日 镀击30° 锤击30° 锤击30° 弯曲试验报告编号 试样编号实验类型弯曲角度检验结果备注 拉伸试验报告编号 (mpa) 夹渣无 气孔无 咬边深度<0.5 >1 焊缝宽>0.5 实测值(㎜) 0°90°180°27° 焊缝高 栓钉焊焊接工艺评定试样检验结果 gd2301103-9 共页第 焊缝外观检查
格式:pdf
大小:42KB
页数:3P
人气:75
4.5
1 栓钉焊焊接标准(ldzg-gx-007) 1.范围:本标准适用于各类钢框架混凝土结构中需进行栓钉焊接施工的构件的焊接 操作。 2.施工准备: 2.1焊前检查: 2.1.1焊接前,应对焊钉进行检查,并保证无锈蚀、氧化皮、油脂、受潮或其他对焊接 质量造成影响的缺陷。 2.1.2焊接用的瓷环应保持干燥,若由于包装损坏而导致瓷环受潮,则应在焊前进行烘 干,烘干温度为120℃,保温两小时。 2.1.3在焊钉施焊处50mm范围内不应有氧化皮、锈或潮湿等影响焊接质量的有害物质。 2.1.4馈电导线长度小于50mm时,其截面不应小于35mm 2 ;同时,必须采用足够容量的 专用电源,其容量一般为100kva—150kva,并应防雨和防晒,配电箱应在栓焊机 附近,便于出现故障时迅速切断电源。焊机机体距离墙体或其他障碍物的最小距 离为20cm,以保证焊机周围空气流通,有利于散
格式:pdf
大小:184KB
页数:5P
人气:75
4.5
栓钉穿透焊焊接工艺研究 在研究电弧螺柱焊焊接机理的基础上,提出栓钉穿透焊应采用熔滴自由过渡的型式。利用稳定的电弧迅速烧穿压型钢板和汽化(烧损)钢梁上的涂层,借助电磁力和等离子流力将焊接过程中产生的气体和污物排出熔池。根据这一理论编制的焊接工艺,应用到苏州国际博览中心27万颗φ19×150(120)mm的栓钉穿透焊,使焊接一次合格率提高到90%~95%。
格式:pdf
大小:39KB
页数:1P
人气:75
4.7

共4页第1页 评定报告编号 工艺指导书编号 依据标准 施焊日期 焊 工胡朝阳资格代号级 别中级 施焊材料圆柱头焊钉牌 号规 格热处理或表面状态 母材钢号钢板16mn20mm焊接面打磨至金属光泽 穿透焊板材楼承板高强板1.2mm焊接面打磨金属焊 焊钉钢号ml15ml15d19无油污等 瓷环牌号∕∕ф19烘干制度(℃×h) 焊接方法栓钉机碰焊焊接位置平焊接头形式 焊接工艺参数 焊接设备型号电源及极性 备 注 评 定 审 核(签章) 技术负责 制取并检验试样、测定性能,确定试验记录正确,评定结果为: 焊接条件及工艺参数适用范围应按本评定指导书规定执行。 评定结论: 年 月 日 年 月 日 年 月 日 检测评定单位: 年 月 日 本评定按<<建筑钢结构焊接技术规程>>jgj81-2002, j218-2002规定,根据工
最新文档 大直径栓钉横焊和仰焊机理及其在炉窑建造中应用
格式:pdf
大小:79KB
页数:4P
人气:75
4.4
栓钉焊焊接工艺评定报告 共页第页 工程(产品)名称评定报告编号 委托单位工艺指导书编号 项目负责人依据标准 试样焊接单位施焊日期 焊工资格代号级别 施焊材料牌号规格热处理或表面状态备注 母材钢号 穿透焊板材 焊钉钢号 瓷环牌号烘干制度(℃×h) 焊接方法焊接位置接头形式 焊接工艺参数 焊接设备型号电源及极性 备注: 评定结论: 本评定按jgj81-2002《焊接钢结构焊接技术规程》规定,根据工程情况编制工艺评定指导书、 焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:。 焊接条件及工艺参数使用范围应按本评定指导书规定执行。 评定年月日 检测评定单位:(盖章) 年月日 审核年月日 技术负责年月日 栓钉焊焊接工艺评定指导书 共页第页 工程名称指导书编号 焊接方法焊接位置 设备型号电源及极性 母材钢号类别
格式:pdf
大小:83KB
页数:5P
人气:75
4.5
栓钉焊焊接工艺评定报告 共页第页 工程(产品)名称评定报告编号 委托单位工艺指导书编号 项目负责人依据标准 试样焊接单位施焊日期 焊工资格代号级别 施焊材料牌号规格热处理或表面状态备注 母材钢号 穿透焊板材 焊钉钢号 瓷环牌号烘干制度(℃×h) 焊接方法焊接位置接头形式 焊接工艺参数 焊接设备型号电源及极性 备注: 评定结论: 本评定按jgj81-2002《焊接钢结构焊接技术规程》规定,根据工程情况编制工艺评定指导书、 焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:。 焊接条件及工艺参数使用范围应按本评定指导书规定执行。 评定年月日 检测评定单位:(盖章) 年月日 审核年月日 技术负责年月日 栓钉焊焊接工艺评定指导书 共页第页 工程名称指导书编号 焊接方法焊接位置 设备型号电源及极性 母材钢号类别
格式:pdf
大小:625KB
页数:3P
人气:75
4.5
栓钉焊接头中的缺陷及其对工程质量的影响 通过栓钉焊工艺试验及工程实践,提出接头中可能产生的缺陷及其防止措施,并就其对工程质量的影响作粗浅分析。
格式:pdf
大小:193KB
页数:2P
人气:75
4.6
谈影响栓钉焊接质量的因素及其防止措施 结合工程实例,介绍了影响栓钉焊接质量的因素及其产生原因,并提出加强对焊工的技术培训,对栓钉进行除锈处理等防止措施,从而有效的提高了栓钉的焊接质量,加快了施工进度。
格式:pdf
大小:354KB
页数:未知
人气:75
4.5
PLC在卷钉轮焊机上的应用 近年来,卷钉制造行业正在国内悄然兴起,生产技术的起点较高,大多采用我国台湾省制造的cnc803系列卷钉轮焊机。将散装铁钉放置于振动盘内,由振动盘将铁钉顺序排列后经下料轨道进入焊接钉轮,再由焊接机构将铁钉与两根镀铜铁丝焊成带状。然后以计数机构,按设定数量自动剪断,并由卷钉
格式:pdf
大小:89KB
页数:7P
人气:75
4.8
1 钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmin 400
格式:pdf
大小:146KB
页数:8P
人气:75
4.7
施工准备 1技术准备 1施工单位应按gb50661规定进行焊接工艺评定,其结果应 符合设计要求和gb50205标准规定。 2根据工艺评定、设计和图纸深化的结果,编制施工作业指导 书,做好施工技术交底。 2材料准备 根据设计要求,选用合格的栓钉。根据焊钉的安装位置按下述要 求使用配套瓷环: 1若直接在钢梁钢柱上安装栓钉,应使用普通型(b1型)的配 套瓷环。 3机具准备 1熔焊栓钉机专用设备。使用设备必须是焊接工艺评定试件制 作的设备,且工艺评定结果合格。 2角向磨光机。配合施工的工具,用于安装栓钉时去处钢梁上 的非导电型油漆。 3焊机(交流、直流均可)。熔焊时必须配套安排中型焊机用于 栓钉补焊。 4烘箱或其它烘烤设备。必要时用于栓钉和配套使用瓷环的烘 烤除湿。 4作业条件 1钢结构构件表面熔焊部位,不允许有油漆、锈、水、油污及 其它影响焊缝质量的污渍。
格式:pdf
大小:220KB
页数:8P
人气:75
4.5
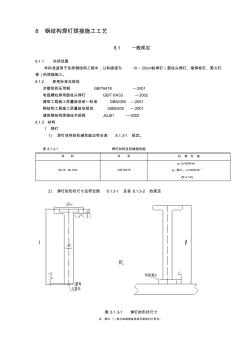
8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb/t6
格式:pdf
大小:432KB
页数:未知
人气:75
4.6
芜湖桥栓钉焊接技术 按芜湖桥栓钉焊接质量检验合格性试验的要求,介绍栓钉焊接工艺评定试验及试验结果,分析栓钉焊接缺陷产生的原因及修复方法,提出了栓钉焊接工艺要点
格式:pdf
大小:33KB
页数:2P
人气:75
4.5

通过对空调用底盘组件的定位螺栓点焊原理进行研究,了解螺栓点焊机理及其缺陷形成原因,为提高空调底盘组件的点焊质量提供了依据,并且通过抗压测试及破坏性试验评估点焊的质量。研究结果表明,合格的组件点焊后螺栓内、外侧有明显的凸点点焊痕迹,使用抗压测试及破坏性试验后螺栓与母材一起被拉掉。
文辑创建者
我要分享 >
职位:土木工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐