发电厂锅炉短管焊接接头开裂失效分析
2025-04-16
某锅炉焊接短管焊接接头在检修时发现泄漏,对焊接接头的开裂原因进行了分析。结果表明:焊接时接头处温度过高,使得热影响区晶粒粗大,焊后冷却速率过大,在焊接处产生了拘束应力,导致在管壁内侧102钢热影响区形成冷裂纹;补焊时引起裂纹内部氧化,从而导致裂纹进一步扩展,最后开裂泄漏。

 高压熔体管异种钢焊接接头失效分析
高压熔体管异种钢焊接接头失效分析 某厂一台压力容器制造完毕进行水压试验时,与其连接的高压熔体管异种钢焊接接头处发生渗漏失效事故。针对失效接头,采取宏观检查、材料化学成分分析、金相观察、显微硬度测试等方法进行了分析。结果表明,焊接施工操作不当引起的接头处组织异常、材料韧性降低及螺纹孔位置设计不当是引起接头泄漏失效的主要原因。
火力发电厂焊接接头热处理探讨 分析了火力发电厂焊接接头热处理的现状,指出存在的问题,给出了相应的处理方法,并提出了相关建议。
编辑推荐下载
格式:pdf
大小:173KB
页数:12P
人气:86
 4.7
4.7

j98 备案号:7794—2000 中华人民共和国电力行业标准 dl/t734—2000 火力发电厂锅炉汽包焊接修复 技术导则 technicalguideofweldingrepairforboiler druminfossilfiredpowerplants 2000-11-03发布 2001-01-01实施 中华人民共和国国家经济贸易委员会发布 前言 本标准是根据原电力工业部1994年电力行业标准计划项目(技综[1994]42号)的安排而制定的。 在我国在役电站锅炉汽包中,发现主焊缝、接管座焊缝存在超标缺陷,及运行中有的缺陷发生扩 展的情况,汽包筒体也易发生腐蚀、局部疲劳损伤的情况。为了确保在役电站锅炉的安全运行,国内曾对 几十台锅炉汽包进行过焊接修复,积累了一定经验。本标准是依据1996年《电力工业锅炉压力容器监察 规程》,参
格式:pdf
大小:155KB
页数:3P
人气:86
4.6

焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊
热门文档 发电厂锅炉短管焊接接头开裂失效分析

格式:pdf
大小:25KB
页数:5P
人气:86
4.5

焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
格式:pdf
大小:9KB
页数:1P
人气:86
4.6
发电厂锅炉的运行与维护 【摘要】随着社会经济的发展,电能在国民经济生产中占据着重要的的地 位。发电厂主要有火力、水力及核能发电厂等,而我国主要是火力发电厂,锅炉 又是火力发电厂的基本能量转换设备,为了使锅炉能够安全、经济运行,必须对 影响锅炉蒸汽品质和锅炉设备安全的各种因素加以分析研究,找到有效的解决方 法。因此火力发电单位加强检查运行维修会越来越关键。本文简单讲述了火电厂 中对锅炉运行维修的简单介绍,以改进发电厂锅炉的安全性。 【关键词】锅炉;运行与维护 1.前言 电能是实现工业、农业、交通运输和国防现代化的主要动力,是国民经济发 展的基础,是社会文明进步的标志。有火力发电厂、水力发电厂和核能发电厂, 火力发电厂是目前世界大多数国家包括我国在内的电能生产的主力。电能是我国 经济发展的基础和根本,保证电力系统供电的安全性和可靠性是我国电力系统的 发展方向。锅炉用是利用燃料
格式:pdf
大小:105KB
页数:1P
人气:86
4.4

文章阐述了宁夏电投银川热电有限公司锅炉房照明是1999年建成投入使用,锅炉房使用的照明设备设施陈旧,耗电量大,维护成本费用高,照度不够,难以满足夜间巡视工作需要,在一定程度上存在着安全隐患。通过改造将改善锅炉房的照明亮度,节能降耗,降低维护费用,减少维护工作量,消除夜间照明灰暗的安全隐患。
格式:pdf
大小:87KB
页数:2P
人气:86
4.5
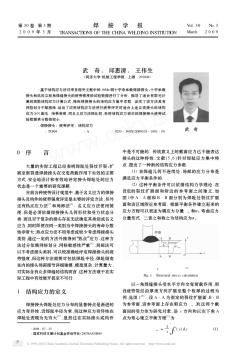
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net 文章编号:100926825(2009)1720063202 循环载荷下钢结构焊接接头的疲劳失效分析 收稿日期:2009202215 作者简介:王晓锋(19802),男,硕士,助教,南华大学数理学院,湖南衡阳 421001 郭长青(19652),男,硕士生导师,教授,南华大学数理学院,湖南衡阳 421001 李子龙(19822),男,硕士,助教,南华大学城建学院道路与桥梁工程系,湖南衡阳 421001 王晓锋 郭长青 李子龙 摘 要:通过分析焊接接头疲劳失效的机理及影响其疲劳强度的因素,提出了改善
精华文档 发电厂锅炉短管焊接接头开裂失效分析
格式:pdf
大小:252KB
页数:2P
人气:86
3
循环载荷下钢结构焊接接头的疲劳失效分析——通过分析焊接接头疲劳失效的机理及影响其疲劳强度的因素,提出了改善焊接接头疲劳性能的一些措施,并对改善焊接接头疲劳性能的新技术作了展望,从而解决了钢结构的疲劳失效问题。
格式:pdf
大小:61KB
页数:10P
人气:86
4.7
余热发电锅炉检修标准 1、检修目的 进行锅炉设备的维护、检修是保证锅炉设备安全,经济运行, 提高锅炉设备可用系数的一个重要环节。各级管理部门和每一个 检修人员都必须重视检修工作,贯彻“应修必修、修必修好、防 止失修、避免过剩维修、保证设备安全可靠”的原则。检修中严 格按规程及方案要求:优质、安全、高效完成检修任务,为电厂 搞好安全、稳定、长周期、满负荷,优化生产提供高质量的物质 基础。 2、编写依据 1、1锅炉压力容器安全监察督行条例及实施细则 1、2蒸汽锅炉安全技术监察规程 1、3sd230—1987发电厂检修规程 1、4dl/t5047—95电力建设施工及验收技术规范(锅炉机组 篇) 1、5dt/748.1—9发电厂锅炉机组检修导则 1、6shs08004—2004电站锅炉检修规程 3、锅炉本体检修 3.1汽包 3.1.1检修内容 1.水压试验时检查
格式:pdf
大小:56KB
页数:6P
人气:86
4.8
南宁金鼎锅炉制造有限公司企业内部标准 锅炉通用工艺守则 焊接接头返修 文件编号:nnjd/qw-sz04 编制:商勇 审核:王勇 批准:陈和兴 南宁金鼎锅炉制造有限公司 年月日 南宁金鼎锅炉 制造有限公司 锅炉通用工艺守则 焊接接头返修 文件编号sz-04 共4页第1页 1主题内容与适用范围 本标准规定了公司锅炉受压元件焊接接头返修的技术要求和工艺管理。 本标准适用于公司锅炉受压元件制造过程中的焊接接头返修。对于锅炉安装及修理中的 焊接接头返修可参照使用。 2引用标准 gb/t5117碳钢焊条 gb/t12470低合金钢埋弧焊用焊剂 gb/t14957熔化焊用钢丝 gb/t5293碳素钢埋弧焊用焊丝 gb9448焊接与切割安全 3技术要求 3.1焊接材料 3.1.1返修用的焊条、焊丝、焊剂应符合gb/t5117、gb/t12470、g
格式:pdf
大小:30KB
页数:1P
人气:86
4.6
文章阐述了宁夏电投银川热电有限公司锅炉房照明是1999年建成投入使用,锅炉房使用的照明设备设施陈旧,耗电量大,维护成本费用高,照度不够,难以满足夜间巡视工作需要,在一定程度上存在着安全隐患。通过改造将改善锅炉房的照明亮度,节能降耗,降低维护费用,减少维护工作量,消除夜间照明灰暗的安全隐患。
格式:pdf
大小:393KB
页数:4P
人气:86
4.5
气化炉壳体焊接接头裂纹修补工艺 本文总结了作者参加一企业事故抢修,材质为bhw35的气化炉壳体下锥体与筒体焊接接头,运行中产生形成裂纹原因分析、修补。
最新文档 发电厂锅炉短管焊接接头开裂失效分析
格式:pdf
大小:423KB
页数:3P
人气:86
4.5
加热炉铬钼钢-碳钢管焊接接头开裂分析 通过对溶剂脱沥青装置加热炉炉管法兰焊缝开裂原因的分析,阐述了铬钼钢炉管施工中对焊缝应进行有效热处理的重要性,指出焊缝硬度必须控制在225hb以内。
格式:pdf
大小:1.0MB
页数:4P
人气:86
4.5
异种钢焊接接头的裂纹分析 通过宏观检查、化学成份分析、硬度检测、金相检验、断口观察,本文分析超了超临界机组用高温过热器管屏中异种钢焊接接头裂纹产生原因,提出了相应的预防措施和建议。
格式:pdf
大小:174KB
页数:5P
人气:86
4.5
2003年增刊 ? 41 ? 机械动力学专集 静态或准静态加载的加载速度和试样变形速度 比较低,未计及其对断裂过程带来的影响。在高的加 载速度和试样变形速度情况下,材料变形和断裂的 性质发生了改变。当加载速度提高时,材料塑性变形 过程受到了约束和限制,使材料的屈服点升高,塑性 有可能降低,形变硬化过程也受到影响,从而增加了 材料的脆化倾向。对含缺口、裂纹等缺陷的构件,即 使加载速度并不高,在缺口、裂纹的尖端也能达到很 高的变形速度,此时同样会增加材料的脆化倾向。因 此,在高速冲击载荷作用下,焊接接头的冲击断裂韧 性应该与在静态或准静态载荷作用下有很大不同。 一、试验安排 试验利用hopkinson小气炮加载装置[1]对冲击 试样进行高速冲击加载。试验中子弹质量m1=3. 083kg,冲击杆质量m2=6.5kg。为了研究焊接组配、 冲击速度及焊缝不同区域对焊接接头
格式:pdf
大小:7KB
页数:2P
人气:86
4.4
焊接接头缺陷分析及预防的探讨 控制焊接是安装工程中一项比较重要的工序,焊接过程中,由于种种因素的 影响,容易产生各种类型的焊接缺陷。焊接接头缺陷的存在会直接危及整个结构 的质量。因此,将焊接接头缺陷控制在允许范围内是每个焊接操作人员及工程管 理人员应尽的责任。常见的焊接接头缺陷主要有外部缺陷、内部缺陷及焊接缺陷 等。 一、焊接接头缺陷分析 1、外部缺陷 焊接接头的外部缺陷一般用肉眼就能观察到,主要有焊瘤、咬边、凹坑、烧 伤、余高不足或过大、错边及弧坑处理不良等。 2、内部缺陷 焊接接头的内部缺陷是指必须借助仪器设备测试才能判断出的缺陷,主要有 未熔合、未焊透、气孔、夹渣及白点等。内部缺陷因肉眼观察不到,危害更大, 要坚决杜绝。 3、焊接缺陷 指在焊接过程中或焊接完放置一段时间后,在焊接接头范围内产生的局部开 裂现象,如焊接裂纹是常见的焊接缺陷。在建筑工程的钢材焊接中常出现的裂
格式:pdf
大小:240KB
页数:未知
人气:86
4.7
谈谈火力发电厂焊接接头热处理 分析了火力发电厂焊接接头热处理的现状,指出存在的问题,给出了相应的处理方法,并提出了相关建议.
格式:pdf
大小:287KB
页数:未知
人气:86
4.6
发电厂锅炉开机水汽品质异常分析及处理 机组大修,整体更换下级省煤器,启动过程中出现水汽品质异常,对水质进行分析后采取相应的措施,保证了水汽品质的合格,防止了热力设备的腐蚀、结垢和积盐,为今后的开机水汽品质控制提供了借鉴。
格式:pdf
大小:104KB
页数:未知
人气:86
4.5
焊接接头组织分析 随着社会的不断进步和发展,焊接技术在现代化社会建设过程中的应用越来越广泛,焊接接头的组织分析也随之显得越来越关键,本文以熔焊为佣,就如何正确识别焊接接头的各种金相组织做了简要介绍。
格式:pdf
大小:445KB
页数:3P
人气:86
4.7
异种钢焊接接头冷弯开裂的原因浅析 本文针对icr8ni9ti—q235a异种钢对接接头工艺评定中的冷弯试样开裂的原因进行了分析,从工艺上改进了焊接工艺评定试验.采用a302焊条先在q235a低碳钢一侧堆焊接一层保护性过渡层,然后对接焊接异种钢焊接接头;或用台湾产ts-309不锈钢电焊条直接对接焊接异种钢焊接接头,其冷弯试样按现行相应标准要求,冷弯检验全部合格.针对目前异种钢焊接接头冷弯检验缺乏明确的评定标准的情况,参考国家标准的有关规定和一些容器厂现行采用的标准,建议有关国家标准补充异种钢焊接接头的冷弯试验要求.
格式:pdf
大小:114KB
页数:未知
人气:86
4.4
甲醇转化炉猪尾管焊接接头裂纹修补工艺 生产甲醇的工业化装置中,甲醇转化工序是核心装置,其中关键设备转化炉的炉膛温度高达1360℃,原料气经转化炉后出口温度达960℃。本文就某以天然气为原料生产甲醇装置中,转化炉猪尾管焊接接头产生裂纹以致介质泄漏、停车,对检修使用的焊接修补工艺进行总结。
文辑创建者
我要分享 >
职位:化工安全评价师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐