发动机缸体加工过程动态SPC质量控制系统设计
2025-01-17
针对发动机缸体加工过程质量控制问题,首先分析了发动机缸体加工工艺,并对关键质量控制点进行了阐述;其次,在分析缸体机加工过程实时数据采集流程的基础上,建立了一套动态SPC控制系统(Dynamic SPC,D_SPC);然后,详细阐述了D_SPC的硬件架构和软件架构,并介绍了D_SPC质量控制系统的功能模块。最后,以缸孔孔径的测量为例,说明了该系统可以有效地解决缸体机加工过程的质量控制问题。

针对发动机缸体加工过程质量控制问题,首先分析了发动机缸体加工工艺,并对关键质量控制点进行了阐述;其次,在分析缸体机加工过程实时数据采集流程的基础上,建立了一套动态spc控制系统(dynamicspc,d_spc);然后,详细阐述了d_spc的硬件架构和软件架构,并介绍了d_spc质量控制系统的功能模块。最后,以缸孔孔径的测量为例,说明了该系统可以有效地解决缸体机加工过程的质量控制问题。
针对国内某柴油发动机缸体加工车间的工程设计任务,在产品分析、工时计算的基础上,通过组线方式、设备选择等方面的多方案对比。设计了一条以国产加工中心为主、适应多产品共线生产的发动机缸体加工生产线,经济效益显著。
编辑推荐下载
格式:pdf
大小:754KB
页数:3P
人气:55
 4.6
4.6

针对国内某柴油发动机缸体加工车间的工程设计任务,在产品分析、工时计算的基础上,通过组线方式、设备选择等方面的多方案对比。设计了一条以国产加工中心为主、适应多产品共线生产的发动机缸体加工生产线,经济效益显著。
格式:pdf
大小:1.6MB
页数:6P
人气:55
4.5
为满足不同型号发动机缸体制芯共线生产的要求,在分析整体组芯+整体浸涂工艺优缺点的基础上,提出了分体组芯+分体浸涂,通过机器人和砂芯烘炉将整个制芯工序串联起来的柔性化制芯工艺方案。介绍了自动化缸体制芯中心及工装模具的柔性化/通用化设计要点,柔性自动化缸体制芯中心的投产运行为同行业缸体制芯中心的建设和改造提供了一个可以借鉴的案例。
热门文档 发动机缸体加工过程动态SPC质量控制系统设计
格式:pdf
大小:1.6MB
页数:6P
人气:55
4.4
为满足不同型号发动机缸体制芯共线生产的要求,在分析整体组芯+整体浸涂工艺优缺点的基础上,提出了分体组芯+分体浸涂,通过机器人和砂芯烘炉将整个制芯工序串联起来的柔性化制芯工艺方案。介绍了自动化缸体制芯中心及工装模具的柔性化/通用化设计要点,柔性自动化缸体制芯中心的投产运行为同行业缸体制芯中心的建设和改造提供了一个可以借鉴的案例。
格式:pdf
大小:3.2MB
页数:5P
人气:55
4.6
 多款发动机缸体并行试制工艺设计
多款发动机缸体并行试制工艺设计 2012年底国内某知名汽车公司自主设计了五款汽车发动机,加工任务委托给我公司,要求在两个月时间内完成试制任务。笔者总结了并行试制五款汽车发动机缸体的些许经验,在有限的设备资源条件下,怎样合理安排工艺流程,怎样设计制作工装,怎样进行刀具选型及怎样进行加工过程质量控制,以达到最大限度的节约成本,确保缸体加工质量与加工进度,以供同行在进行多款汽车发动机缸体试制时参考。产品介绍及工艺性分析五款发动机缸体,有三款为柴油机缸体,1.2l、
格式:pdf
大小:762KB
页数:6P
人气:55
4.8
蠕墨铸铁——现代柴油发动机缸体和缸盖的材料 在不增加发动机尺寸和重量的前提下,为满足使用寿命的要求,油发动机缸体和缸盖的材料将要由普通的灰口铁转向蠕墨铸铁。蠕墨铸铁的抗拉强度和刚度分别高于普通灰口铁的75%和45%,疲劳强度几乎是普通灰口铁的2倍。因此,用蠕墨铸铁缸体和缸盖所制造的柴油发动机不仅满足了使用寿命的要求,同时尺寸也稳定,在整个使用寿命内满足尾气质量的要求。由于欧4标准的要求,在欧洲,已有9种新设计的蠕墨铸铁缸体和缸盖的重型柴油发动机在2007年启动。预计,欧4标准将在2009年引入中国的主要城市。中国的铸造业在2010年末前将会经历一个很大的转向到研发重型柴油发动机的蠕墨铸铁缸体和缸盖,然后,很快地进入批量生产。同时还要出口到国际市场。
格式:pdf
大小:143KB
页数:1P
人气:55
4.6

该文主要是依据1.5l汽车发动机缸体中的铸件结构及其特点,并且和企业的实际生产条件相结合,运用中注式机体浇筑系统、一箱两件和机体卧浇的工艺,对发动机浇注系统实施优化设计,从而研发出1.5l的完整发动机缸体的制造工艺。此项工艺的设计方式在提升企业整体生产效率的同时,在产品的质量方面也起到了有效的保障,铸件的合格率高达98%以上。
格式:pdf
大小:147KB
页数:2P
人气:55
4.7
为了提高汽车发动机缸体模具的设计水平,以gm-l850为例,对缸体结构设计和成形工艺分析。研究了低压铸造工艺在汽车发动机缸体铸造中的应用过程,通过缸体模型合理的设计,调整与优化相关工艺参数,达到提高合格率的目的。
精华文档 发动机缸体加工过程动态SPC质量控制系统设计
格式:pdf
大小:789KB
页数:3P
人气:55
4.6
基于ac4b铝合金下缸体的构造原理及其成形工艺方法,以gm-l850型号的发动机下缸体成形过程为例,通过低压铸造工艺成形方法,合理设计模具结构,准确调整工艺参数及其局部温度,以此对铸造成形工艺特点及模具设计进行较全面的分析研究。
格式:pdf
大小:109KB
页数:3P
人气:55
4.4
汽车发动机缸体灰铸铁等离子相变硬化组织及性能分析 采用等离子相变硬化设备对汽车发动机缸体灰铸铁进行了表面相变硬化处理,分析了处理后铸铁的显微组织和硬度特征。结果表明,相变硬化处理后的灰铸铁分三个区,即熔化区、固态相变区和热影响区,熔凝层的组织是细小的莱氏体。处理后的表面硬度有显著提高,并明显提高了发动机缸体的耐磨性和使用寿命。
格式:pdf
大小:797KB
页数:2P
人气:55
4.4
发动机缸体内螺纹滑牙修复新方法 发动机缸体结构复杂、成本较高,其上内螺纹损坏后,采用普通的方法不能满足修理的需要。本文介绍三种新的方法,分析其优缺点使用范围,以达到进一步研究和推广的目的。
格式:pdf
大小:676KB
页数:3P
人气:55
4.4

对初步设计好的v8发动机缸体进行铸造工艺设计和数值模拟,根据分析模拟结果来判断发动机缸体在结构、浇铸温度、冒口选择等方面是否合理,以保证铸件重点部位的结构质量。在实际成型之前用模拟软件排除可能隐患,可缩短产品开发周期、节约资金,提高产品质量。
最新文档 发动机缸体加工过程动态SPC质量控制系统设计
格式:pdf
大小:19KB
页数:5P
人气:55
4.6
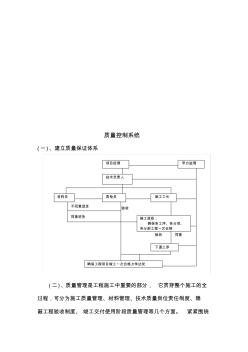
项目经理 技术负责人 甲方监理 施工工长质检员材料员 施工班组: 确保各工序、各分项、 各分部工程一次合格 下道工序 确保工程项目竣工一次合格力争达优 不同意退货 同意进货 验收 同意验收 质量控制系统 (一)、建立质量保证体系 (二)、质量管理是工程施工中重要的部分,它贯穿整个施工的全 过程,可分为施工质量管理、材料管理、技术质量岗位责任制度、隐 蔽工程验收制度、竣工交付使用阶段质量管理等几个方面。紧紧围绕 合格工程的总体质量目标,把质量管理放在项目管理的首要位置,立 足根本,以质量求效益,以质量保工期,采用以过程控制为主、前馈 控制和反馈控制结合的手段,对工程质量实行全方位、全过程的控制, 以工作质量保证施工操作质量、以施工操作质量保证产品质量,坚持 “预防为主”。强化“过程控制”、突出“防止再发生”,消除质量 隐患,使工程质量水平得以持续不断提高,确保工程达
格式:pdf
大小:249KB
页数:5P
人气:55
4.6
针对汽车发动机缸体清洗设备行程控制系统中的双缸同步问题,介绍了一种用伺服比例阀控制的主从式液压同步控制系统。为了减小双缸同步误差,提高系统的动态性能,此系统采用了比例积分微分(pid)控制算法。运用matlab/simulink工具建立pid控制算法和系统仿真模型,对系统进行了单位阶跃信号的仿真分析。
格式:pdf
大小:407KB
页数:未知
人气:55
4.7
使用无线遥控技术的汽车装配质量控制系统设计 分析了汽车装配在线质量控制系统的功能及系统结构,介绍了使用计算机网络与p控制图进行质量信息的统计、分析和预测方法,详细说明了无线摇控技术在普通定扭矩扳手改造中的应用,从而更有效地实现装配生产中重要螺纹施扭信息的采集与质量控制。该系统在沈阳金杯客车有限公司装配车间得以实施和应用,在质量控制方面取得了良好效果
格式:pdf
大小:2.6MB
页数:90P
人气:55
4.7
-- -- 山西机械有限公司 年产100万件发动机缸体消失模(epc)铸造项目 可行性研究报告 一、公司概况 山西机械有限公司位于山西省翼城县樊店村,紧临我省曲辉公路干线、晋 候高速路从此通过。距候月铁路干线翼城车站只有10公里,交通十分便利,电 力供应充足,信息畅通,环境优美,人文和谐,是发展工业的良好基地。 公司占地面积26.9万平方米,建筑面积达11.8万平方米,绿化面积1.2万 平方米,现有职工530余人,其中,高级工程师15人,专业技术人员36人, 公司以铸造柴油机缸体和汽油机缸体为主要产品,产品主要销往山东华源莱动 内燃机有限公司,山东时风集团公司、江苏杨动、无锡、常柴等全国大型集团 公司。 公司注册法定代表人为李文江,经营范围:批发、零售:拖拉机、变形拖 拉机、农机具及配件;铸造、加工、修配;废旧金属收购等。成立日期为2004 年3月5日,营
格式:pdf
大小:705KB
页数:2P
人气:55
4.4
依照gm-l850发动机铝合金缸体铸件的结构特点,对汽车发动机缸体低压铸造工艺进行分析与探讨。采用低压铸造工艺成形法,对发动机缸体模具结构进行合理设计,对缸体低压铸造局部温度与工艺参数进行准确调整,全面分析缸体低压铸造工艺过程,设计后缸体低压铸造工艺与模具结构较为合理,产品合格率高。
格式:pdf
大小:420KB
页数:2P
人气:55
4.4
为提高汽车发动机镁合金缸体铸造工艺水平,运用现代仿真与模拟技术,完成了镁合金缸体低压铸造工艺设计,介绍了各工艺参数的确定方法,优化浇注工艺设计,为提高镁合金汽车发动机缸体的低压铸造工艺水平提供借鉴。
格式:pdf
大小:738KB
页数:5P
人气:55
4.4

通过对改进、提升产品实物质量的关键技术的深刻阐释和分析,创建了一个由若干核心技术有效整合而成的信息化质量控制平台。文章就该平台系统在质量控制中所发挥的作用进行研究与探讨。
格式:pdf
大小:308KB
页数:2P
人气:55
3
大型发动机气缸体主轴承孔的气焊修复——分析了大型发动机气缸体曲轴主轴随孔损坏的主要形式及修复的工艺性,介绍了气焊修复的具体方法,注意事项及实际应用情况。
格式:pdf
大小:375KB
页数:3P
人气:55
4.8
二冲程摩托车发动机气缸体扫气道的制造工艺 在气缸体毛坯铸造生产中,该厂铸出符合扫气道几何参数的扫气道芯盒本体,这种芯盒本体只需6个活动块就能满足要求,这是保证扫气道特性参数的关键,同时又杜绝了影响发动机技术性能的各种铸造缺陷;为了保证生产中制芯时扫气道几何参数的稳定性,制芯的芯盒本体材料选用变形小、收缩小和磨损小的锡-铋合金,浇注出来的扫气道芯盒不需机械加工即可使用。
格式:pdf
大小:1.9MB
页数:3P
人气:55
4.4
汽车发动机和轮胎再制造过程质量控制与评价技术研究 由中国质量认证中心承担了\"十二五\"科技支撑计划项目国家重点领域认证认可推进工程的\"汽车发动机和轮胎再制造过程质量控制与评价技术研究\"课题
文辑创建者
我要分享 >
职位:专业监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐