发电机用大型铸钢件的缺陷产生机理及分析
2025-01-17
以生产海上用6 MW风力发电机的主机架和轮毂为目的,采用电炉熔炼球墨铸铁,复合球化和孕育处理,树脂砂铸造,底注式浇注系统以及多箱造型,最终获得符合各项相关技术规范要求的6 MW风力发电机的主机架和轮毂铸件。

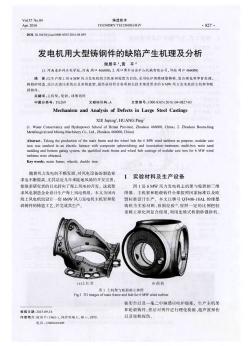
以生产海上用6mw风力发电机的主机架和轮毂为目的,采用电炉熔炼球墨铸铁,复合球化和孕育处理,树脂砂铸造,底注式浇注系统以及多箱造型,最终获得符合各项相关技术规范要求的6mw风力发电机的主机架和轮毂铸件。
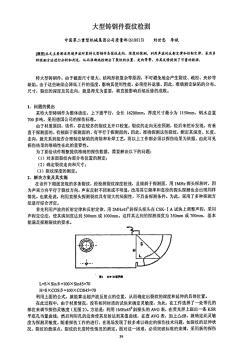
大型铸钢件裂纹检测 作者:刘世忠,李斌 作者单位:中国第二重型机械集团公司质量部,618013 本文读者也读过(10条) 1.林俊明.赖传理.任吉林铁磁性管件涡流检测中缺陷相位分辨的实验研究[会议论文]-2010 2.李伟.陈国明.齐玉良.liwei.chenguoming.qiyuliang交流电磁场裂纹检测反演算法研究[期刊论文]-中国机 械工程2007,18(1) 3.刘宇.唐健钢结构件"t"型焊接接头超声波探伤[会议论文]-2006 4.涂铮铮.吴海滨.罗斌.tuzheng-zheng.wuhai-bin.luobin轮辋裂纹检测方法研究[期刊论文]-计算机工程与 应用2006,42(34) 5.杨理践.杨洋.高松巍钢板应力集中区域的磁检测技术[会议论文]-2010 6.韩捷.廖述
编辑推荐下载
格式:pdf
大小:5KB
页数:2P
人气:70
 4.3
4.3
铸钢件生产铸钢件大型铸钢件铸钢件厂家电话 铸钢件加工产品的表面处理,可以用喷砂、砂轮打磨,或者 用机械加工的方法,清除妨碍探伤的附着物。铸钢件加工应在外 观检查合格后进行超声探伤,铸钢件探测面其背面影响超声检测 的物质应予清除。当被检测铸钢件的探伤面较粗糙时,可以使用 有软保护膜的探头。铸钢件主要用于机器零部件的毛坯或者直接 用作机器零部件。机械产品中铸件开始越来越占比例,用量也是 逐年增加,铸钢件的形状、品种也在不断变化。 国内铸钢件加工企业的节能减排工作任务非常紧迫,势在必 行。推动我国铸钢件加工的节能减排工作应从技术改造和政策引 导两方面入手。 ①铸钢件在技术改造方面:要着力提高铸钢件加工质量,改 造落后设备,推广使用节能减排设备,提高企业的铸造工艺技术 水平。 ②在政策引导方面:一要加快产业结构调整。 生产的铸钢件有良好的机械操作特性、物理特性,
格式:pdf
大小:16KB
页数:6P
人气:70
4.7
大型铸钢件工艺设计的关键技术 武汉钢铁重工集团铸钢车间孙凡 摘要:简要介绍大型铸钢件的铸造工艺设计的铸件的工艺性分析、铸造工艺方案 选择、铸造工艺参数的选定、铸件成形的控制、铸件的热处理技术、铸造工艺装 备的设计、铸件的后处理技术及计算机数值模拟技术等关键技术。 1零件的工艺性研究 铸造工艺设计时,首先要仔细地阅读和研究铸件的制造或采购技术条件、质 量要求。如探伤要求,表面质量要求,机械性能要求,特殊热处理要求等,其次, 要研究零件的结构特点,如质量要求高的表面或主要的加工面,主要的尺寸公差 要求等,再次,研究材料化学成分,特别是铸造合金中含碳量,合金元素含量作 用和机理。这些对下一步的工艺设计有直接影响。需格外重视,做好零件的工艺 性研究,能为工艺设计奠定良好的开端。 1.1材料的工艺性分析 在大型铸件的制造中,材料的物理性能和机械性能,对工艺参数的选定、
热门文档 发电机用大型铸钢件的缺陷产生机理及分析
格式:pdf
大小:536KB
页数:3P
人气:70
4.5
 大型铸钢件艉球的工艺质量控制
大型铸钢件艉球的工艺质量控制 本文以生产7.6万吨原油船用艉球为例,分析并总结了保证大型铸钢件艉球一次成型合格的铸造、冶炼浇注、清理以及热处理生产工艺质量控制要点,结果表明:在生产中严格按照本文的控制要点对大型铸钢件艉球生产过程进行控制,可保证所生产的大型铸钢件艉球最终达到预期的性能指标,满足ccs规范要求。
格式:pdf
大小:160KB
页数:3P
人气:70
4.6
大型铸钢件冒口补浇的数值模拟 为研究补浇工艺对大型铸钢冒口产生的影响,以procast软件为模拟工具,以轧机机架端头部位为模拟对象,对不同补浇时机下铸型内的温度场进行了数值模拟。基于模拟结果与分析,设计出能提高实体类大型铸钢件收得率的工艺方案。
格式:pdf
大小:536KB
页数:未知
人气:70
4.4
大型铸钢件外冷铁的研究 本文针对形似大型轧钢机架、毛重24吨的大型试验件,采用顺序激冷和末端激冷两种方案,对外冷铁进行了研究。为验证试验结果,利用超声波探伤全面地检测了试验件的内部质量。对检测后暴露的问题,经分析讨论提出了改进措施,为实际生产提供了科学依据。实践证明合理使用外冷铁能获得质量健全的铸钢件。文中论述了有关外冷铁的工艺设计方法。
格式:pdf
大小:118KB
页数:未知
人气:70
4.6
探讨大型铸钢件中的补缩问题 在铸铜件的生产中,铸造工艺设计方法通常有模数法、补缩液量法或热节圆法,对补缩距离认为和铸件断面厚度有关,但对于大型铸钢件,当铸件断面特别厚大时,用通常的工艺铸造设计方法是否能通用,大件其凝固方式,补缩方式,工艺方案均存在着特殊性。因此对于通常的工艺方法并不完全适用。本文就大型铸钢件在这些方面问题进行了探讨。
精华文档 发电机用大型铸钢件的缺陷产生机理及分析
格式:pdf
大小:203KB
页数:3P
人气:70
4.4
大型铸钢件用改性呋喃树脂砂的研究 在常规呋喃树脂合成工艺基础上,通过加入多酚类有机物改性,开发出一种适用于大型铸钢件造型、制芯用的呋喃树脂粘结剂。其主要特点是:有毒气体释放量小(游离甲醛含量≤0.1%),型芯砂粘结强度高(≥1.6mpa),浇注后退让性好。为了降低固化剂中的含硫量和延长型芯砂可使用时间,对普通磺酸固化剂的成分进行了调整,新固化剂中含硫量比普通固化剂降低20%~50%,而树脂砂的可使用时间可延长到60min。介绍了树脂和固化剂在大型铸钢件上成功应用的情况。
格式:pdf
大小:21KB
页数:2P
人气:70
4.7
外冷铁在大型铸钢件生产中的应用 介绍外冷铁在大型铸钢件生产中工艺设计时的分析方法、设计计算公式及生产应用效果,全面提升了外冷铁在铸钢件设置的科学性。
最新文档 发电机用大型铸钢件的缺陷产生机理及分析
格式:pdf
大小:1.3MB
页数:5P
人气:70
4.4
热处理过程大型铸钢件变形的三维动态测量 本文提出了一种新的铸件变形三维动态测量方法—固定方位角测量法,解决了热处理过程高温无标志点情况下大型铸钢件变形的三维动态测量问题,并建立了相应的数据分析方法.采用该方法对某工厂正火过程强制风冷阶段大型水轮机叶片铸件的翘曲变形行为进行了三维动态测量,获得了整个叶片的翘曲变形过程,并对叶片翘曲变形的测量误差进行了分析.测量结果表明,固定方位角法能有效用于高温和无标志点情况下大型弱刚度铸件翘曲行为的三维动态测量,为研究热处理过程的铸件变形提供了新的方法.
格式:pdf
大小:432KB
页数:4P
人气:70
4.6
铬铁矿砂在大型铸钢件上的应用 通过对铬铁矿呋喃树脂砂的基础试验和生产实践,发现在大型铸钢件的厚大表面、热节及冒口根部采用铬矿呋喃树脂砂作面砂能有效的防止金属渗透粘砂,且型砂成本变化不大。
格式:pdf
大小:172KB
页数:5P
人气:70
4.5
大型铸钢件间接外冷铁工艺的研究 通过浇注实验和数值计算的方法研究了铸钢件在采用间接外冷铁时,主要工艺因素对冷铁冷却面积扩大系数的综合作用。在此基础上,建立起表征各因素与铸件凝固模数关系的诺谟图。
格式:pdf
大小:101KB
页数:2P
人气:70
4.5
镁橄榄石砂在大型铸钢件中的应用 介绍了镁橄榄石砂在大型铸钢件中的应用情况,为解决大型铸钢件的表面化学黏砂,结合生产实际,提出了将铸件原砂由石英砂改为镁橄榄石砂,并确定出合理配制镁橄榄石砂的工艺,使所生产的大型铸钢件的表面化学黏纱现象得到彻底消除。
格式:pdf
大小:96KB
页数:未知
人气:70
4.3
大型铸钢件用呋喃树脂砂主要工艺性能的控制 本文分析了大型铸钢件用呋喃树脂砂的可使用时间、硬透性和终强度这三个重要的工艺性能的影响因素,并提出了控制方法。
格式:pdf
大小:100KB
页数:2P
人气:70
4.4
用呋喃树脂砂生产铸钢件缺陷的原因分析 介绍呋喃树脂砂出现问题时的应对措施,选取树脂和固化剂的方法以及减少树脂和固化剂的加入量的方法,以及降低砂铁比的方法
格式:pdf
大小:15KB
页数:2P
人气:70
4.4
铸钢件的生产 铸钢优点:力学性能高,特别是塑性和韧度比铸铁高,如σb=400~650n/mm2, δ=10%~25%,αku=20~60j/cm2。焊接性能优良,适于采用铸、焊联合工 艺制造重型机械。但铸造性能、减震性和缺口敏感性都比铸铁差。 铸钢用途:承受重载荷及冲击载荷的零件,如铁路车辆上的摇枕、侧架、车轮及 车钩,重型水压机横梁,大型轧钢机机架、齿轮等。 铸钢分类:碳素铸钢、低合金铸钢和高合金铸钢等。 (一)铸钢的铸造工艺特点 铸造性能差:熔点高,钢液易氧化;流动性差;收缩较大,体收缩约为灰铸铁的 三倍,线收缩约为灰铸铁的两倍。因此铸钢较铸铁铸造困难,为保证铸件质量, 避免出现缩孔、缩松、裂纹、气孔和夹渣等缺陷,必须采取更为复杂的工艺措施。 (1)型砂的强度、耐火度和透气性要高 原砂要采用耐火度很高的人造石英砂。中、大件的铸型一般都采用强度较高的 co2硬化水玻璃砂
格式:pdf
大小:404KB
页数:3P
人气:70
4.5
广钢电炉炼钢厂生产大型铸钢件的探索与实践 根据市场上对单件20t以上大型铸钢件的需求,结合广钢电炉炼钢厂的场地和设备特点,通过采取各种措施并制定合适的浇铸工艺,成功地在电炉炼钢厂生产了单件最大40t的大型铸钢件,为在电炉炼钢厂生产大型铸钢件积累了一定的经验。
格式:pdf
大小:5KB
页数:1P
人气:70
4.7

铸钢件的优点 铸钢件的优点之一是设计的灵活性,设计员对铸件的形状和尺寸有最大的设计选择自由,特 别是形状复杂和中空截面的零件,铸钢件可采用组芯这一独特的工艺来制造。其成形和形状 改变十分容易,从图样到成品的转化速度很快,有利于快速报价响应和缩短交货期。形状和 质量的完善化设计(stateoftheart)、最小的应力集中系数以及整体结构性最强等特点,都 体现铸钢件设计的灵活性和工艺优势。 其二是铸刚件冶金制造适应性和可变性最强,可以选择不同的化学成分和组织控制,适应于 各种不同工程的要求。可以通过不同的热处理工艺在较大的范围内选择力学性能和使用性 能,并有良好的焊接性和加工性。 其三是铸钢材料的各向同性和铸钢件整体结构性强,因而提高了工程可靠性。再加上减轻重 量的设计和交货期短等优点,在价格和经济性方面具有竞争优势。 其四是铸钢件的重量可在很大的范围内变动。
文辑创建者
我要分享 >
职位:现场施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐