阀门密封面材料
2024-06-07
其它密封面材料 其它密封面材料见表 1-2-2 表 1-2-2 其它密封面材料 材 料 适用温 度℃ 硬 度 HRC 适用介质 K-蒙乃尔(CuFeAlNi) -240~482 27~35 碱盐、食品稀酸、氯化物 S-蒙乃尔(CuMnSiNi) -240~482 30~38 649℃时 HRC 35 同上 哈氏合金 B ≤371 14 盐酸、湿 HCl气、硫酸、磷 酸 哈氏合金 C ≤538 23 强氧化性介质、 盐酸、氯化 物 20号合金 -45.6 ~ 316 氧化性介质、各种浓度硫酸 17-4PH -40~425 40~45 有轻微腐蚀冲蚀场合 440C(11Cr17) -29~425 50~60 非腐蚀性介质 1 阀门密封面焊接材料牌号和使用范围 阀门密封面的材料根据其焊接的方法不同,可用电焊条、焊丝、喷焊粉末 等对阀门密封面进行堆焊各种焊接材料,见表 1-2-3

2017-11-16 1、软密封材料 (1丁睛橡胶(nbr。丁睛橡胶耐油性优异;耐热性优于天然橡胶、丁苯橡胶;气密 性和耐水性较好。丁睛橡胶可分为丁睛-18、丁睛-26及丁睛-40等。相睛橡胶适用 于温度-60~+120度的石油产品、苯、甲苯、水、酸、碱介质。 (2氟橡胶(fkm。氟橡胶耐热、耐酸碱、耐油、耐饱和水与蒸汽,压缩永久变形 小,气密性较好。氟橡胶适用于温度-30~+220度的石油产品、水、酸、酒精。 (3聚四氟乙烯(ptfe。聚四氟乙烯耐高温、耐化学腐蚀,摩擦系数低,但机械强 度低,易蠕变,弹性小。它适用温度小等于170度的腐蚀性介质。 (4聚四氟乙烯(ptfe。聚四氟乙烯耐高温、耐化学腐蚀,摩擦系数低,但机械强 度低,易蠕变,弹性小。它适用于温度小于等于170度的腐蚀性介质。 2、硬密封材料 (1铜合金。铜合金在水或蒸汽中的耐腐

通用阀门密封面常用弹性材料性能 序号名称代号适用温度℃适用介质 1天然橡胶nr-50~80盐类、盐酸、金属涂层溶液、水、湿氯气 2氯丁橡胶cr-40~80 动物油、植物油、无机润滑油、及ph值 变化很大的腐蚀性泥浆 3丁基橡胶iir-30~100抗腐蚀、抗磨损、耐绝大数无机酸和酸液 4丁晴橡胶nbr-30~90水、油品、废液等 5乙丙橡胶(三元 乙丙橡胶) epdm(epm)-40~120盐水、40%硼水、5%~15%硝酸及氯化钠等 6 氯磺化聚乙烯合 成橡胶 csm-20~200耐酸性好 7硅橡胶si-70~200耐高温、低温、电绝缘性好、化学惰性大 8氟橡胶fpm(viton)-23~200 耐介质腐蚀性优于其它橡胶,抗辐射、耐 酸 9聚四氟乙烯ptfe(tfe)-196~200 耐热、耐寒性优,耐一
编辑推荐下载
格式:pdf
大小:21KB
页数:1P
人气:93
 4.7
4.7
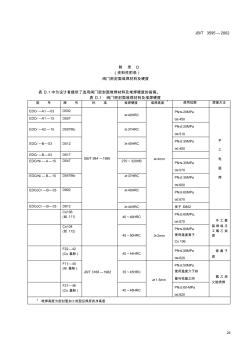
jb/t3595—2002 25 附录d (资料性附录) 阀门密封面堆焊材料及硬度 表d.1中为设计者提供了选用阀门密封面堆焊材料及堆焊硬度的指南。 表d.1阀门密封面堆焊材料及堆焊硬度 型号牌号标准堆焊硬度堆焊高度 a 使用范围焊接方法 edcr—a1—03d502pn≤20mpa edcr—a1—15d507 ≥40hrc t≤450 pn≤20mpa edcr—a2—15d507mo≥37hrc t≤510 pn≤30mpa edcr—b—03d512≥45hrc t≤450 edcr—b—03d517 pn≤30mpaedcrni—a—15d547270~320hb t≤570 pn≤35mpaedcrni—b—15d547mo≥37hrc t≤600 pn≤60mpaedcocr—b—03 d80
格式:pdf
大小:348KB
页数:8P
人气:93
4.6
文章编号:100225855(2007)0520018208 作者简介:苏志东(1953-),男,辽宁沈阳人,高级工程师,从事阀门工艺工作。 核级阀门密封面堆焊 苏志东 (沈阳阀门研究所,辽宁沈阳110142) 摘要 介绍了核级阀门密封面堆焊用钴基合金的牌号分类、化学成分、主要性能以及各种堆 焊方法及其焊接工艺评定。 关键词 核级阀门;钴基合金;工艺评定;密封;堆焊 中图分类号:th134:tg455 文献标识码:a depositweldingonsealingsurfacefornuclearclassvalves suzhi2dong (shenyangvalveresearchinstitute,shenyang110142,china)
热门文档 阀门密封面材料
格式:pdf
大小:1.7MB
页数:11P
人气:93
4.6
 核级阀门密封面堆焊
核级阀门密封面堆焊 叙述了核级阀门密封面堆焊用钴基合金的牌号分类、化学成分、硬度、金相组织及主要性能,较为详细地介绍了几种堆焊钴基合金方法的工艺特点及堆焊核级阀门密封面的技术要求,明确了核级阀门密封面堆焊的焊接工艺评定准则和质量控制要求。
格式:pdf
大小:568KB
页数:10P
人气:93
4.7
钢制阀门密封面堆焊材料的研究与分析 对国内阀门行业执行api600标准在钢制阀门密封面堆焊材料研究和使用等方面遇到的困难和问题进行了分析并提出一些商榷意见。介绍了国内有关阀门研究部门对阀门密封面失效机理方面研究工作进展情况,并介绍了碳钢阀门和合金钢阀门密封面材料一些研究成果和发展趋势。
格式:pdf
大小:538KB
页数:14P
人气:93
4.6

表d.1阀门密封面堆焊材料及堆焊硬度 型号牌号标准堆焊硬度堆焊高度a使用范围焊接方法 edcr—a1—03d502 gb/t984-1985 ≥40hrc ≥4mm pn≤20mpa 手工电弧焊 edcr—a1—15d507t≤450 edcr—a2—15d507mo≥37hrc pn≤20mpa t≤510 edcr—b—03d512≥45hrc pn≤30mpa t≤450 edcr—b—03d517 edcrni—a—15d547270~320hbpn≤30mpa t≤570 edcrni—b—15d547mo≥37hrcpn≤35mpa t≤600 edcocr—b—03d802≥40hrcpn≤60mpa t≤670 edcocr—b—03d812≥44hrc优于d802 co106(丝111)
格式:pdf
大小:898KB
页数:3P
人气:93
4.4
**资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 华南机械设计制造网http://www.***.*** **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 华南机械设计制造网http://www.***.*** **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 华南机械设计制造网http://www.***.***
格式:pdf
大小:6.4MB
页数:18P
人气:93
4.6
**资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:414692
精华文档 阀门密封面材料
格式:pdf
大小:264KB
页数:2P
人气:93
4.7
阀门密封面结构和回座性能的讨论 结合阀门密封面的结构形式以及影响阀门回座性能的几个因素,论述了保证阀瓣回座性能的条件和各种密封面的加工方法
格式:pdf
大小:1.0MB
页数:39P
人气:93
4.7
企业标准 qb/ka10—2009 阀门密封面 堆焊及补焊作业标准 开封高中压阀门有限公司 2009-09-01实施2009-09-01发布 1 编制: 校对: 审核: 会签: 批准:时间: 2 目次 第一部分:阀门密封面堆焊及补焊的过程控制质量要求 1密封面堆焊及补焊的一般规定 2焊接及补焊的准备 3补焊应选用如下规定的方法进行 4补焊操作 5堆焊密封面的操作 6焊后工作 第二部分:阀门密封面堆焊及补焊的具体焊接作业标准 1说明 2手工电弧焊堆焊stalliteno.6焊接作业标准 3手工钨极氩弧焊堆焊stalliteno.6焊接作业标准 4等离子喷焊堆焊合金粉末焊接作业标准 5手工电弧焊堆焊铁基合金焊接作业标准 3 阀门密封面堆焊及补焊作业标准 本标准包括两个部分:第一部分,阀门密封面堆
格式:pdf
大小:972KB
页数:39P
人气:93
4.6
企业标准 qb/ka10—2009 阀门密封面 堆焊及补焊作业标准 开封高中压阀门有限公司 2009-09-01实施2009-09-01发布 1 编制: 校对: 审核: 会签: 批准:时间: 2 目次 第一部分:阀门密封面堆焊及补焊的过程控制质量要求 1密封面堆焊及补焊的一般规定 2焊接及补焊的准备 3补焊应选用如下规定的方法进行 4补焊操作 5堆焊密封面的操作 6焊后工作 第二部分:阀门密封面堆焊及补焊的具体焊接作业标准 1说明 2手工电弧焊堆焊stalliteno.6焊接作业标准 3手工钨极氩弧焊堆焊stalliteno.6焊接作业标准 4等离子喷焊堆焊合金粉末焊接作业标准 5手工电弧焊堆焊铁基合金焊接作业标准 3 阀门密封面堆焊及补焊作业标准 本标准包括两个部分:第一部分,阀门密封面堆焊和补焊的过程 质量要求;
格式:pdf
大小:188KB
页数:3P
人气:93
4.5
阀门密封面钴基合金堆焊工艺 介绍了阀门密封面常用材料堆焊钴基合金(焊丝)的化学成分、牌号类别和熔敷金属层常有的缺陷。论述了手工钨极氩弧焊(gtaw)的工艺验证方法。总结dn300奥氏体不锈钢三偏心蝶阀密封面堆焊钴基合金的质量控制。
最新文档 阀门密封面材料

格式:pdf
大小:5KB
页数:2P
人气:93
4.6
阀门密封面损坏的原因有那些? 由于密封件在阀门通道上起着截断和接通、调节和分配、分离和混合介质等作 用,所以密封表面经常受到介质的腐蚀、冲蚀、磨损,极易损坏。密封面损坏 的原因有人为损坏和自然损坏两种。人为损坏,是由于设计不周、制造不精、选 材不当、安装不正、使用不好和维修不力等因素引起的。自然损坏,是阀门正常 工作情况下的磨损,是介质对密封面不可避免的腐蚀和冲蚀等造成的损坏。 造成密封面损坏的原因,可归纳为如下几种。 一:密封面加工质量不好,主要表现在密封面上有裂纹、气孔和夹碴等缺 陷,是由于堆焊和热处理规范选用不当以及堆焊和热处理过程中操作不良引起 的,密封面硬度过高或过低,是由于选材不对或热处理不当引起的,密封面硬度 不匀、不耐腐蚀,主要是由于在堆焊过程中将底层金属吹到上面来了,冲淡了密 封面合金成分所引起的。当然,这里面也存在设计的问题。 二:选型不当和操作不良所
格式:pdf
大小:45KB
页数:2P
人气:93
4.8

阀门型号编制方法 根据jb308-75规定,阀门的型号由七个单元顺序组成。 阀体材料 公称压力数值 阀座密封面或衬里材料 结构形式 连接形式 驱动方式 阀门类型 表1阀门的类型、驱动方式、连接形式、结构形式代号 代号0123456789 驱动方式电磁动电磁-液动电-液动蜗轮正齿轮圆锥齿轮气动液动气-液动电动 连接形式内螺纹外螺纹法兰焊接对夹卡箍卡套 类型代号结构形式 闸 阀 z 明杆 暗杆稧式 稧式平行式 弹性 闸板 刚性 单闸板双闸板单闸板双闸板单闸板双闸板 截止阀j 直通式直角式直流式 平衡 节流阀l直通式直角式 球阀q 浮动球固定球 直通式l形三通式t形三通式直通式 蝶阀d 杠杆 式 垂直板式斜板式 隔膜阀g屋脊式截止式闸板式 旋塞阀x 填料式
格式:pdf
大小:135KB
页数:1P
人气:93
4.4
铸铁阀门密封面铜基粉末喷焊技术 低压阀门的应用极其广泛,据统计其需要量约占阀门总需要量的68%以上,故提高低压阀门的质量十分重要。然而,低压铜芯阀门国内外所采用的“单面燕尾过盈配合”铜圈镶配结构,其镶配处易松动,造成铜圈圈脚泄漏,影响阀门使用。泰州阀门厂针对这一普遍存在的技术难题,经过探索及200余次试验,研究成功了铸铁阀门密封面铜基粉末氧乙炔焰喷焊技术,革除了长期沿用的铜圈镶配结构,获得了高质量的阀门密封。其工艺可行,技术先进。使用该技术可获得显著经济效益,节约有色金属,节省机加工工时,成本下降,阀门使用寿命延长。1983年9月在江苏省经委、省机械厅、省石油化工厅共同主持下通过了
格式:pdf
大小:194KB
页数:未知
人气:93
4.5
钴基合金在阀门密封面上的应用 介绍了石化、火力发电及核能等领域阀门密封面常用堆焊钴基合金的化学成分、牌号类别、主要性能和几种常用的堆焊方法及质量控制。
格式:pdf
大小:173KB
页数:未知
人气:93
4.5
用非金属材料改进中低压截止阀门密封面 中低压截止阀的密封面材质一般都为金属材料,其密封效果很差,跑漏现象较多。而非金属材料密封面的密封效果则比较理想,它们都具有良好的韧性和较高的抗拉强度,又有一定的耐热性,而且其摩擦性能也很突出,亦耐油耐酸、耐弱碱和一般溶剂。一般工作温度≤200℃、工作压力≤2.5mpa时,可用聚四氟乙烯;温度>100℃时不宜用尼龙1010;温度<60℃、压力<1.0mpa时,传动胶带也适用。
格式:pdf
大小:9KB
页数:1P
人气:93
4.8
避免金属阀门密封面损坏要注意七点 阀门是管路流体输送系统中控制部件,它是用来改变通路断面和介质流动方向,具有导流、 截止、节流、止回、分流或溢流卸压等功能。密封面损坏的原因有人为损坏和自然损坏两种。 人为损坏,是由于设计不周、制造不精、选材不当、安装不正、使用不好和维修不力等因素 引起的。自然损坏,是阀门正常工作情况下的磨损,是介质对密封面不可避免的腐蚀和冲蚀 等造成的损坏。 具体来说,导致阀门密封面损坏的原因主要有以下几种: 1、安装不正和维修不力导致密封面工作不正常,阀门带病运转,过早地损坏了密封面。 2、选型不当和操纵不良所引起的损坏。主要表现在没有按工况前提选用阀门,把截断 阀当节流阀使用,导致封闭比压过大以及封闭过快或封闭不严,使密封面受到冲蚀和磨损。 3、密封面加工质量不好,主要表现在密封面上有裂纹、气孔和夹碴等缺陷,是因为堆 焊和热处理规范选用不当以及堆焊和热处理
文辑创建者
我要分享 >
职位:土木工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐